(54) СТЕНД ДЛЯ МОНТАЖА ИНСТРУМЕНТОВ
1
Изобретение относится к обработке металлов давлением, и может быть использовано в промышленности для монтажа инструментов, в частности оправок с дисковыми ножами многодисковых ножниц.
По основному авт. св. № 761167 известен стенд для монтажа инструментов, содержащий направляющую раму с двумя каретками, на каждой из которых установлено по одной паре передвижных опор с ваЛами, одна из кареток установлена жестко на раме, вторая - с возможностью перемещения поступательно и перпендикулярно относительно оси опор неподвижной каретки, при этом в каретках вдоль их продольной оси между опорами размещены подъемные столы под. клиновыми ползунами, а передвижение всех подвижных узлов осуществляется силовыми цилиндрами 1.
Недостатком известного стенда является применение руч-ного труда при сборке, контроле и разборке оправок. ) Цель изобретения - повышение производительности при монтаже оправок с дисковыми ножами для многодисковых ножниц и обеспечение контроля их сборки.
Эта цель достигается тем, что стенд для монтажа инструментов снабжен размещенными на стационарной и подвижной опорах стопорными планками, а также смонтированными на валах стационарных опор рычаж5 но-храпозыми механизмами с предохранительным звеном.
Предохранительное звено червячных редукторов может быть снабжено фрикцион10 ной предохранительной муфтой с приводом включения.
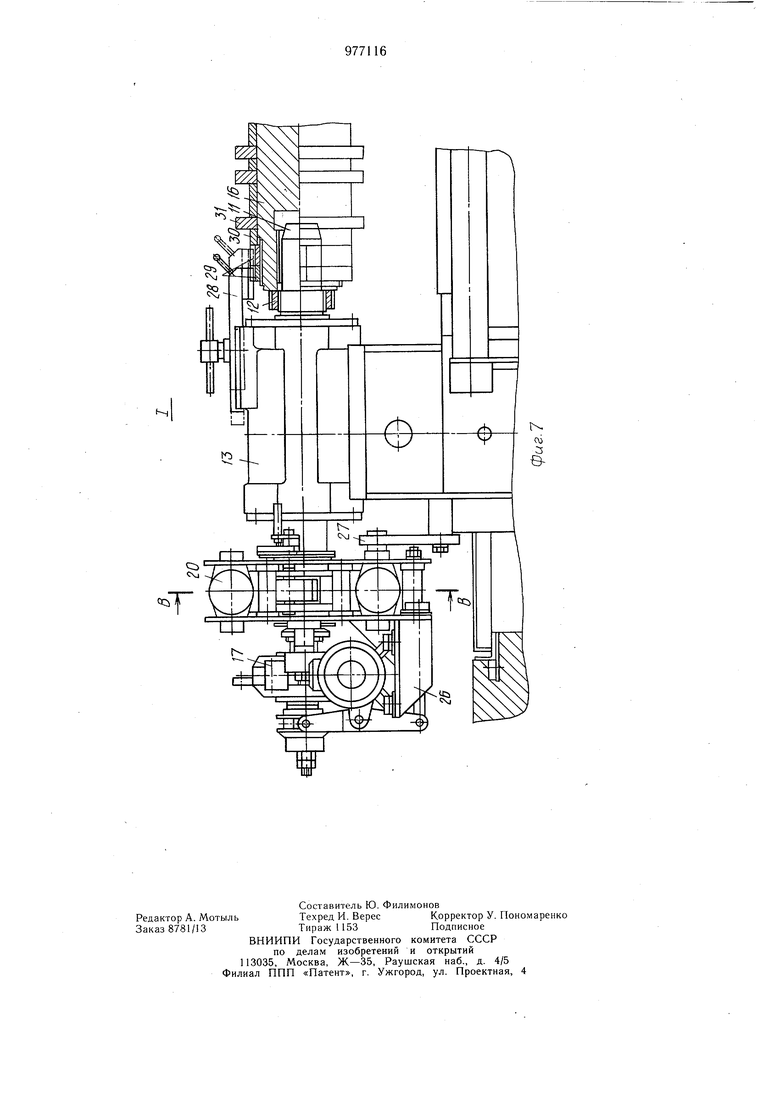
На фиг. 1 изображен стенд, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В
15 на фиг. 4; на фиг. 6 - вид по стрелке Г на фиг. 4; на фиг. 7 - узел I на фиг. .1. Стенд состоит из стационарной каретки 1, жестко соединенной с направляющими балками 2 и 3, по направляющим которых перемещается поступательно передвижная каретка 4 от винтовых механизмов 5 с червячными приводами 6. В средней части каждой каретки установлены подъемные столы 7 с призмообразными площадками 8 вверху, имеющие возможность перемещаться в вертика пьном и горизонтальном направлениях от силовых цилиндров 9 и 10.
По обеим сторонам каждой каретки со штьфевыми Бал,ами 11 и гайками 12 на их концах установлены опоры: стационарные 13 и передвиженые ,14 с силовыми цилиндрами 15. Концевые части и1тыревых валов являются установочными базами для оправок 16.
На штыревых валах 11 в стационарных опорах 13 установлены механизмы стенда .аля вращения оправок, включающие червячные редукторы 17 с предохранительными фрикилбиными муфтами 18 с приводами 19 их включения, и рычажно-храповые 20 с зубчатыми колесами 21, собачками 22, двухплечими рычагами 23, переключателямисобачек 24 и силовыми цилиндрами 25.
Приводы червячных редукторов вращения штыревых валов - электромеханические, собраны на подвесных рамах 26, являющихся одновременно и корпусами рычажно-храповых механизмов. Подвесные рамы связаны со своими каретками шарнирными соединениями 27. На передвижных и стационарных опорах над штыревыми валами установлены стопорные цланки 28.
Монтаж осуществляют следующим образом.
В исходном положении передвижные опоры 14, каретка 4 и стол 7 опушены. Стопорные переставные планки 28 на опорах 13 и 14 рйзведены в положение, удобное для установки оправок. Оправка 16 с гайками 29 подъемно-транспортными средствами устанавливается на подъемный стол 7 стационарной карет1у-Г 1, с помощью которого оси ее расточек совмещаются по высоте с осью штыревого вала 11 стационарной опоры 13.
Подъемный стол, перемещаясь в горизонтальном напраатении к стационарной опоре, насаживает оправку на ее штырь и опускается. При этом гайки 29 расположены на установленной оправке со стороны стационарной опоры.
На оправку со стороны передвижной опоры 14 насаживаются; распорное кольцо 30, дисковый нож 31 и соответственно другое расаорное кольцо и нож по заданной программе сборки.
Гайки 29 устанавливают с другой стороны оправки, со стороны подъемной опоры. Подвижная опора 14 своим штыревым валом 11, перемещаясь вдоль каретки как поддерживаюп.ая стойка, замыкает оправку с другой стороны. Оправка, таким образом, установлена на двух опорах.
Собачка 22 рычажно-храпового механизма 20, имея три положения: два крайних для прямого и обратного вращения штыревых валов и среднее для отключения рычажно-храпового механизма, при включении червячного редуктора 17 установлена в среднее положение.
Оправка прокручивается червячны.м механизмом 17с предохранительной фрикционной муфтой до совпадения пазов на гайках
29, под- ключ, с соответствующим выступом стопорной переставной планки 28.
Стопорная планка выступом уст;знавливается в пазы двух гаек, произвольно
установленных с зазором между собой, и
вновь включается червячный механизм 17
для сгона гаек в сторону ножей.
Когда гайки подходят к распорному крайнему кольцу 30 (со стороны передвижной опоры), срабатывает фрикционная муфта и червячный механизм 17 отключается. Собачка 22 переключается в одно из крайних - положений в зависимости от резьбы: левой или правой. Включается силовой рычажнохраповой механизм 20 и гайки поочередно затягиваются далее, обеспечивая необходимое усилие сжатия собранных ножей и распорных колец на оправке.
Гайки 29, таким образом, можно затягивать и на противоположной стороне оправки у стационарной опоры, если есть в этом необходимость. Обычно гайки устанавливаются при монтаже оправок с одной стороны, откуда ведется монтаж, с другой стороны они всегда находятся постоянно на своем месте и выполняют при этом роль буртиков на оправках.
Вторая оправка набирается аналогично первой на штыревых валах опор передвижной каретки 4, когда она удалена на наибольшее расстояние от стационарной каретки 1.
Собранные оправки сводятся с учетом захода ножей одной оправки за ножи другой на величину необходимого перекрь1тия. Для ориентации одной оправки относительно другой, в осевом направлении на штыревых валах всех опор стенда предусмотрены установ.очные гайки 12. Оправки прокручиваются червячными механизмами 17, проверяются зазоры между ножами и биение ножей. Стопорные планки 28 при этом выведены по сторонам, а собачки 22 поставлены в свое среднее положение.
После контроля и подрегулировки ножей передвижные опоры 14 отводят в исходное положение, подъемные столы 7 снимают оправку со щтыревых валов стационарных опор 13 и удерживают их своими призмообразными площадками 8. Далее подготоа-ченные таким образом, оправки с набором режущего инструмента транспортируются к многодисковым ножницам (не показаны).
Демонтаж узла оправок производится в обратной последовательности, как и при монтаже, до операции сближения собранных оправок.
Использование предлагаемого устройства позволяет повысить производительность при монтаже оправок с дисковыми ножами для многодисковых ножниц и обеспечить контроль их сборки.
Формула изобретения
1. Стенд для монтажа инструментов по авт. св. № 761167, отличающийся Teiyi, что.
с целью повышения производительности при монтаже оправок с дисковыми ножами для многодисковых ножниц и обеспечения контроля их сборки, он снабжен-размещенными на стационарной и подвижной опорах стопорными планками, а также смонтированными на валах стационарных опор рычажнохраповыми механизмами с приводами в виде силовых гидроцилиндров и червячных редукторов с предохранительным звеном.
2. Стенд по п. 1, отличающийся тем, что предохранительное звено червячных редукторов снабжено фрикционной предохранительной муфтой с приводом включения.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР
№ 761167, кл. В 23 D 19/00, В 23 D 51/08,
В 26 D 7/26, 1968 (прототип).
(риг. i


| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для монтажа инструмента | 1981 |
|
SU988468A1 |
| Стенд для монтажа оправок с дисковыми ножами | 1981 |
|
SU1009649A1 |
| Дисковые ножницы для резки полос | 1974 |
|
SU510328A1 |
| ДИСКОВЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 2002 |
|
RU2228821C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Стенд для регулировки бокового зазора между ножами дисковых ножниц | 1991 |
|
SU1794600A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Установка для подачи листов кНОжНицАМ | 1979 |
|
SU814653A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |


Ход
-/J
(раг.З ,
(н
