(54) СТЕНД ДЛЯ МОНТАЖА ИНСТРУМЕНТА
1
Изобретение относится к металлургическому машиностроению и может быть использовано в агрегатах пролольной резки металлических и неметаллических полос для регулировки режуш,их комплектов дисковых ножниц.
Известен стенд для монтажа инструмента, содержащий раму, приемный стол, приводной ползун, установленный на клиновых направляюших, узлы затяжки гаек, две пары опор с поворотными центрами, один из которых в каждой паре выполнен приводным, при этом одна из опор каждой пары установлена с возможностью осевого перемеш.ения, а опоры одной из пар установлены с возможностью поперечного перемещения 1.
Недостатком -данного стенда является отсутствие постоянной базирующей поверхности, относительно которой устанавливаются валы, а также отсутствие возможности точного осевого смещения одного вала относительно другого в осевом направлении, которое приводит к увеличению времени на настройку и усложняет обслуживание стенда.
Цель изобретения - сокращение времени монтажа и улучшение условий эксплуатации.
Поставленная цель достигается тем, что в стенде для монтажа инструмента, со5 держащем раму, приемный стол, приводной ползун, установленный на клиновых направляющих, узлы затяжки гаек, две пары Опор с поворотными центрами, один из которых в каждой паре выполнен приводным,
,Q при этом одна из опор каждой пары установлена с возможностью осевого перемещения, а опоры одной из пар установлены с возможностью поперечного перемещения, приемный стол выполнен в виде приводной каретки, расположенной с возможностью
15 перемещения в ползуне, а.ползун установлен на клиновых направляющих посредством клиньев, с возможностью горизонтального перемещения.
, При этом в стенде одна из опор одной пары выполнена стационарной , а одна из
20 опор другой пары снабжена механизмом регулировки осевого смещения, выполненным в виде червячно-вннтовой пары.
Узлы затяжки гаек снабжены фиксаторами, выполненными в виде двух пар гидроцилиндров, расположенных на одной из опор вала и смещенных относительно друг друга по линии центров, при этом фиксаторы каждой пары расположены диаметрально противоположно.
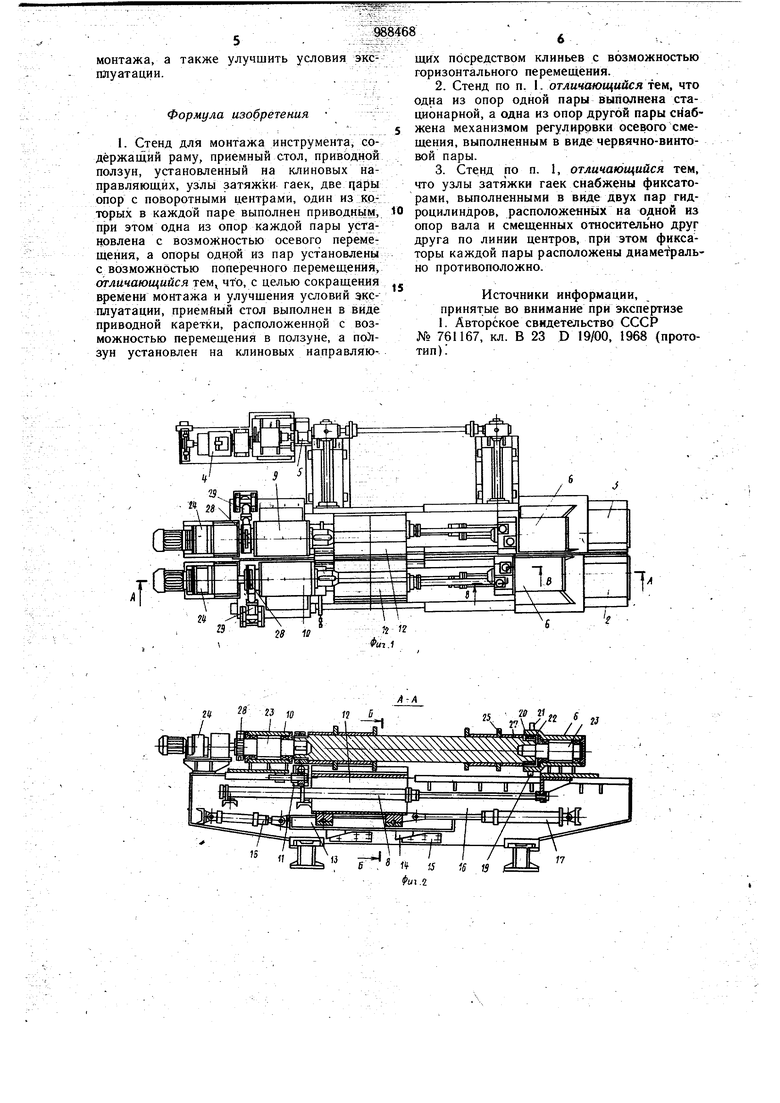
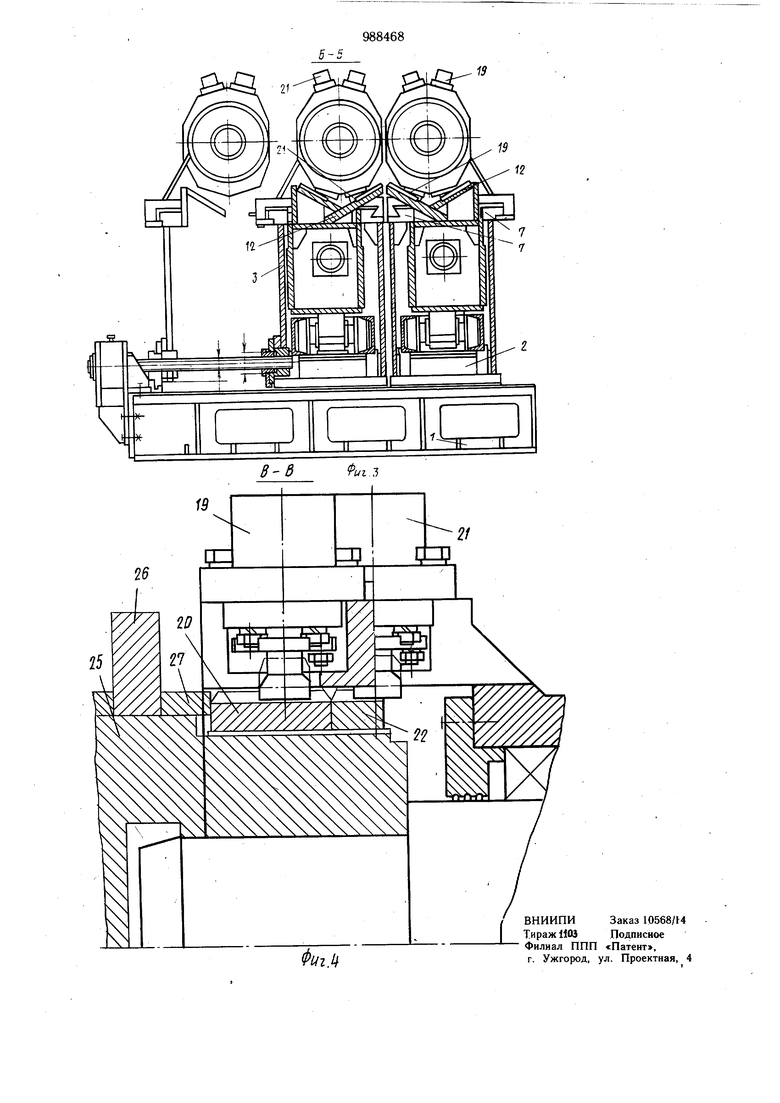
На фиг. 1 изображен предлагаемый стенд, общий вид; на фиг. 2 - сечение А-А на фиг. 1 (продольный разрез одного из суппортов); на фиг. 3 - сечение Б-Б на фиг. 2 (поперечный разрез стенда); на фиг. 4 - сечение В-В на фиг. 1 (совмещенный разрез фиксаторов).
Стенд для монтажа инструмента содержит раму 1, на которой установлены два суппорта: стационарный 2 и перемещающийся 3 по направляющим рамы 1 с помощью привода 4, снабженного гидроцилиндром 5 переключения скоростей. Каждый суппорт снабжен двумя опорами, из которь1х одна в эгполнена подвижной 6, имеющей возможность перемещаться по направляющим 7 суппорта с помощью гидроцилиндра 8, а вторая опора перемещающегося суппорта 3 выполнена стационарной 9. Опора 10 стационарного суппорта 2 снабжена механизмом регулировки осевого смещения II, выполненным в виде червяч- но-винтовой пары. В каждом .суппорте размещен приемный стол 12,. выполненный в виде каретки, расположенной в ползуне 13 клиньями 14, опирающийся на клиновые направляющие 15, закрепленные на станине 16 суппорта. Каждый суппорт, стационарный 2 и перемещающийся 3, снабжен приводом горизонтального перемещения гидроцилиндром 17 приемного стола 12 относительно ползуна 13 и приводом перемещения гидроцилнндра 18 ползуна 13 относительно станины 16. Каждая подвижная опора 6 снабжена фиксаторами гаек и контргаек, выполненными в виде двух пар диаметрально противостоящих гидроцилиндров, одна пара 19 для фиксации гайки 20, а другая пара 21 для фиксации контргайки 22. Все опоры 6, 9 и 10 снабжены поворотными центрами 23, при этом поворотные центры 23 -стационарной 9 и регулировочной 10 опор выполнены приводными, получающими вращение от мотор-редукторов 24. На поворотные центры 23 установлены валы 25 с предварительно смонтированными на них ножами 26, распорными втулками 27, гайками 20 и контргайками 22.
..
На опорах 9 и 10 установлены механизмы 28 окончательной затяжки и расфиксации гаек 20 и контргаек 22, снабженные гидроцилиндрами 29.
Стенд работает следующим-образом.
Валы 25 дисковых ножниц с предварительно установленными на них ножами 26, распорными втулками 27, гайками 20 и контргайками 22 с помощью мостового крана укладываются на приемные столы 12, находящиеся в нижнем положении, стационарный 2 и перемещающийся 3 суппорты при этом разведен 1, а подвижные опоры 6 расположены в крайнем положении. Вертикальным перемещением приемных столов 12, которое осуществляется перемещением ползунов 13 по клиновым направляющим 15 с помощью гидроцилиндров 18, совмещают продольные оси валов 25 с осями поворотных центров 23. Затем горизонтальным перемещением приемных столов 12, осуществляемым гидроцилиндра ми 17, одевают базовые стороны валов 25 на поворотные центры 23 опор 9 и 10. Гидроцилиндрами 8 приближают подвижные опоры 6 до тех пор пока их поворотные центры 23 не зафиксируют валы 25 по их
торцам. После этого приемные столы 12 опускают в нижнее положение, включают гидроцилиндры 19, фиксации гаек 20 и с помощью мотор-редукторов 24, вращая валы 25, производят предварительную затяжку гаек 20. Окончательную затяжку гаек производят механизмами 28 с помощью гидро-, цилиндров 29. После затяжки гаек 20 производят сближение валов 25 перемещением суппорта 3, которое может выполняться на двух скоростях. При сближении суппортов 2 и 3 на расстояние (1-2 мм) между Цилиндрическими поверхностями ножей 26 производят переключение скорости с максимальной на минимальную.
Переключение скорости осуществляется гидроцилиндром 5, переключающим пере0 дачу в приводе 4. Затем механизмом регулировки осевого смещения 11 перемещают один вал 25 относительно другого до совмещения режущих кромок ножей 26 с учетом бокового зазора между ними.
5 Изменение бокового зазора между ножами 26- можно осуществлять заранее подготовленными прокладками. Для этого механизмами для затяжки и расфиксаци и гаек 28 свинчиваются гайки 20 на валах 25 и между торцовыми поверхностями распорных втулок 27и ножей 26 устанавливают прокладки необходимой толщины. После этого механизами 28 затягивают гайки 20. Убедивщись, что боковые зазоры между сопрягаемыми ножами 26 не превышают
.5 5-7% от толщины разрезаемого материала и торцовое биение ножей 26 не превыщает допустимой величины, производят затяжку контргаек 22, аналогично затяжке гаек 20 и снимают валы. Для этого гидроцилиндры 19 и 21 фиксаторов выводят из пазов гаек
0 20 и контргаек 22, приемные столы 12 поднимают до соприкосновения с ножами 28, выводятся из перекрытия. С помощью приемных столов 12 валы 25 снимают с приводных поворотных центров 23, затем
приемные столы 12 опускают в нижнее положение, а валы снимаются с них краном. По сравнению с базовым объектом, в качестве которого принят прототип, предлагаемый стенд позволяет сократить время
монтажа, a также улучшить условия эксплуатации.
Формула изобретения
1. Стенд для монтажа инструмента, содержащий раму, приемный стол, приводной ползун, установленный на клиновых направляющих, узлы затяжки гаек, две пары опор с поворотными центрами, один из ко торых в каждой паре выполнен приводным, при этом одна из опор каждой пары установлена с возможностью осевого перемещения, а опоры одной из пар установлены с возможностью поперечного перемещения, отличающийся тем, что, с целью сокращения времени монтажа и улучшения условий эксплуатации, приемйый стол выполнен в виде приводной каретки, расположенной с возможностью перемещения в ползуне, а поЛзун установлен на клиновых направляющих посредством клиньев с возможностью горизонтального перемец1ения.
2.Стенд по п. I. отличающийся тем, что одна из опор одной пары выполнена стационарной, а одна из опор другой пары снабжена механизмом регулировки осевого смещения, выполненным в виде червячно-винтовой пары.
3. по п. 1, отличающийся тем, что узлы затяжки гаек снабжены фиксаторами, выполненными в виде двух пар гидроцилиндров, расположенных на одной из опор вала и смещенных относительно друг друга по линии центров, при этом фиксаторы каждой пары расположены диаметрально противоположно.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 761167, кл. В 23 Р 19/00, 1968 (прототип)

| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для монтажа оправок с дисковыми ножами | 1981 |
|
SU1009649A1 |
| Стенд для монтажа инструментов | 1980 |
|
SU977116A2 |
| Стенд для регулировки бокового зазора между ножами дисковых ножниц | 1991 |
|
SU1794600A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| Стенд для регулировки бокового зазора между ножами дисковых ножниц | 1976 |
|
SU632505A1 |
| Стенд для сборки и разборки прокатных валков | 1981 |
|
SU1186300A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СТЕНД ДЛЯ МОНТАЖА И ДЕМОНТАЖА КОЛЕСНОЙ ПАРЫ КОЛЕСНО-МОТОРНОГО БЛОКА ЛОКОМОТИВА | 2003 |
|
RU2264938C2 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
2 2J 10
