Изобретение относится к хранению, транспортировке и вьщаче штучных грузов со стеллажей гравитационного типа на рольганки и конвейеры, а именно к устройствам для поштучной выдачи на рольганг труб, валовj проката для транспортирования их к тех-, нологическому оборудованию.
Известно устройство для поштучной выдачи труб на рольганг, включающее дозатор, выполненный в виде качающегося от привода диска с установленными на нем упорами, осуществляющими поштучный захват и перемещение деталей, и сбрасыватель, выполненный в виде фасонного рычага 13.
Указанное устройство обеспечивает одновременное удаление обработанной детали с рольганга и загрузку его следующей деталью, однако оно имеет индивидуальный привод, не согласованный в работе с технологическим рольгангом, т.е. срабатывание дозирующего устройства возможно в момент, когда технологическая обработка детали- еще не закончена.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для поштучной выдачи на рольганг цилиндрических изделий, включающее опору, установленный на стеллаже дозатор, выполненный в виде двуплечих рычагов, связанных через тягу с механизмом поворота, и датчик отсутствия изделия на приемной секции рольганга С23.
Недостаток известного устройства применение привода дозатора, который
10 управляется от датчика отсутствия изделия на приемной секции рольганга, что снижает надежность работы.
Цель изобретения - повышение надежности работы устройства.
15
Указанная цель достигается тем, что в устройстве для поштучной выдачи на рольганг цилиндрических изделий, включающем опору, установленный на стеллаже дозатор, выполненный в
20 виде двуплечих рычагов, связанных через тяги с механизмом поворота, и датчик отсутствия изделия на приемной секции рольганга, механизм поворота выполнен в виде коромысла, ус25тановленного на опоре посредством поворотной оси и шарнирно соединенного- одним плечом с тягами, а другим с датчиком отсутствия изделия на приемной секции рольганга, при этом
30 коромысло снабжено регулируем{аг.1 противовесом, установленным на его плече, соединенном с тягами, а датчик отсутствия изделия на приемной секции рольганга выполнен в виде коатактных роликов, размешенных посредством направляющих в проеме между рабочими элементами рольганга.
Кроме того, последний по ходу перемещения на рольганге цилиндрически изделий контактный ролик установлен за пределами приемной секции рольганга,.
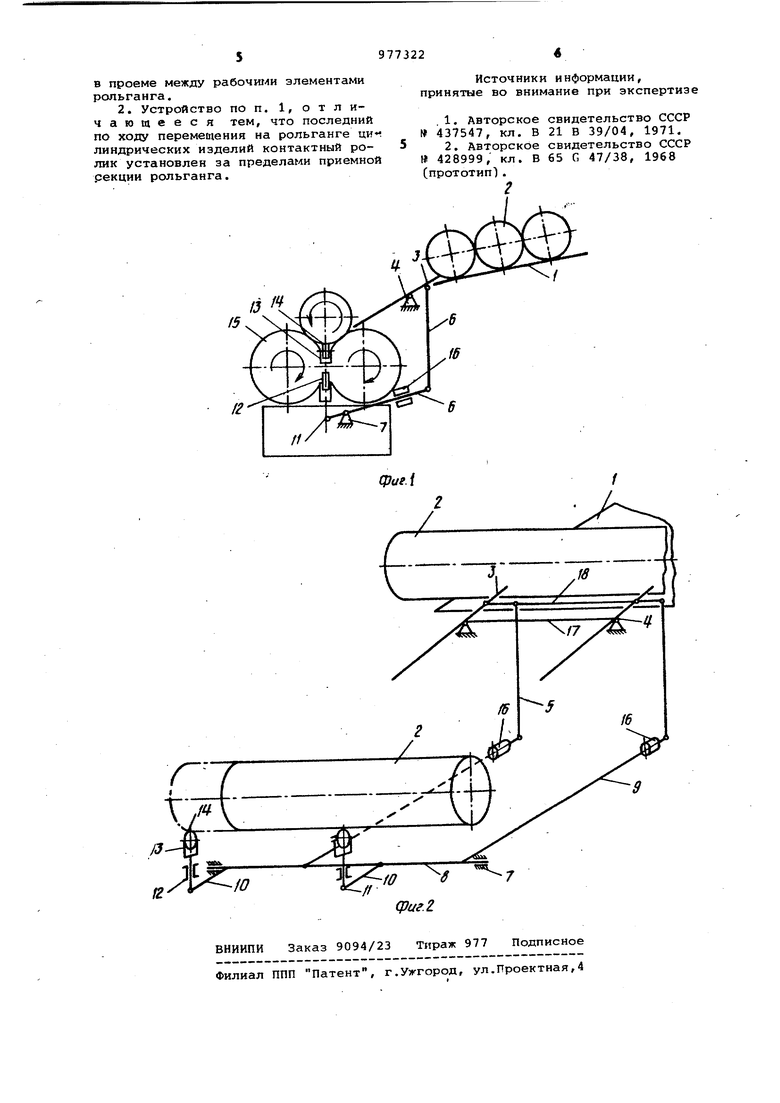
На фиг, 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 пространственное изображениеустройства для поштучной выдачи длинномерных изделий.
Устройство состоит из наклонного (стеллажа 1, на котором вплотную друг к другу уложены трубы 2, удерживаемые дозатором, выполненным в виде жестко соединенных между собой двуплечих рычагов 3, поворотных относительно опор 4, Коротким запорным концом рычаги 3 шарнирно соединены с тягами 5, закрепленнызу1и посредством шарниров на коромысле б, поворотном относительно опор 7, Коромысло выполнено в виде установленных на опоре 7 посредством ори .8 двуплечих рычагов, состоящих из жестко закрепленных на оси 8 рычагов 9, шарнирно соединенны с тягами 5, и рычагов Ю, на которых посредством шарниров 11 в направляющих 12 установлены опоры 13 с контактными роликами 14, расположенными в проеме между рабочими элементами 15 рольганга непосредственнопод транспортируемой трубой 2, На рычагах 9 установлены с возможностьй перемещения регулируемые противовесы 16, Рычаги 3 дозаторов расположены на одной оси П, размещенной в опорах 4, и соединены между собой тягой 18.
Устройство работает следующим образом,
В нерабочем положении.на наклонном стеллаже 1 трубы 2 удерживаются рычагами 3 дозатора. При этом одна труба находится на приемной секции рольганга, которая определяется размерами трубы и, воздействуя на контактньЛй ролик 14, фиксирует дозатор. При включении рольганга эта труба перемещается, вступает в контакт с последним по ходу перемещения контактным.роликом, размещенным за пределами приемной секции рольганга, и освобождает первый роли1{ 14, которйй остается в опущенном положении, так как ось 8 удерживается от поворота последним контактным роликом. При дальнейшем перемещении трубы за пределы приемной секции рольганга освобождается последний контактный ролик 14. За счет противовесов 16
ось 8 поворачивается в опорах 7 и поднимает рычаги 10 с контактными роликами 14, которые устанавливаются в положение въаае уровня поверхности рабочих элементов рольганга. Одновременно опускаются рычаги 9 и тяги 5, увлекая за собой концы рычагов J дозатора и поворачивая их вокруг оси 17. Освобожденная очередная труба 2 скатывается со стеллажа 1 по наклонным рычагам 3 дозатора. Попадая на свободные концы рычагов, труба поворачивает их в другом направлении, и дозатор запирает следующую трубу на стеллаже 1, Скатившаяся труба попадает на рольганг и нажимает на контактный ролик 14, расположенный между рабочими элементами рольганга, который опускается, поворачивает ось 8 и фиксирует рычаги 9 и тяги 5 в поднятом положении, обеспечивая надежное запирание труб на сте71лаже 1-. Труба перемещается рольгангом к технологическому оборудованию. Процесс продолжается в автоматическом режиме. Перемещением или сменой противовесов 16 устройство настраивают на транспортирование тру различного типоразмера.
Устройство обеспечивает загрузку рольганга без использования привода дозирующего устройства за счет использования для прийода энергии движщегося на рольганге изделия. Оно может быть применено для коротких и длинных изделий, например, труб различного типоразмера. Устройство обесЛечивает согласованную работу, загрузочного органа и рольганга в автоматческом режиме.
Формула изобретения
1. Устройство для поштучной выдачи на рольганг цилиндрических изделий, включающее опору, установленный на сте.ллаже дозатор, выполненный в виде двуплечих |зычагов, связанных Через тяги с механизмом поворота, и датчик отсутствия изделия на приемной секции рольганга, отличающееся тем, что, с целью повыше ни я надежности работы устройства, механизм поворота выполнен в виде, коромысла, установленного на опоре посредствомповоротной оси и шарнирно соединенного одним плечом с тягами, а другим,- с датчиком отсутствия изделия на приемной секции рольганга, при этом коромысло снабжено регулируемым противовесом, установленным на его плече, соединенном с тягами , а датчик отсутствия изделия на приемной секции рольганга выполнен в виде контактных роликов, размещенных посредством направляющих
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи длинномерных цилиндрических заготовок | 1981 |
|
SU1009948A1 |
| Устройство для поштучной выдачи цилиндрических изделий | 1983 |
|
SU1134490A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Линия для нанесения покрытия на длинномерные цилиндрические изделия | 1987 |
|
SU1475725A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1983 |
|
SU1199724A1 |
| Устройство для поперечной передачи труб | 1988 |
|
SU1636079A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1107935A2 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
