(S) ПУАНСОН ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Устройство для пробивки отверстий и образования фасок | 1980 |
|
SU963614A1 |
| Устройство для окончательной пробивки отверстий | 1980 |
|
SU937081A1 |
| Пуансон для пробивки круглых отверсий в стенке трубы | 1985 |
|
SU1282943A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА ДЛЯ ВЫРУБКИ И ПРОБИВКИ | 1994 |
|
RU2106921C1 |
| Ручной пресс для пробивки отверстий | 1981 |
|
SU975150A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Пуансон для пробивки отверстий в трубах | 1981 |
|
SU1031582A1 |
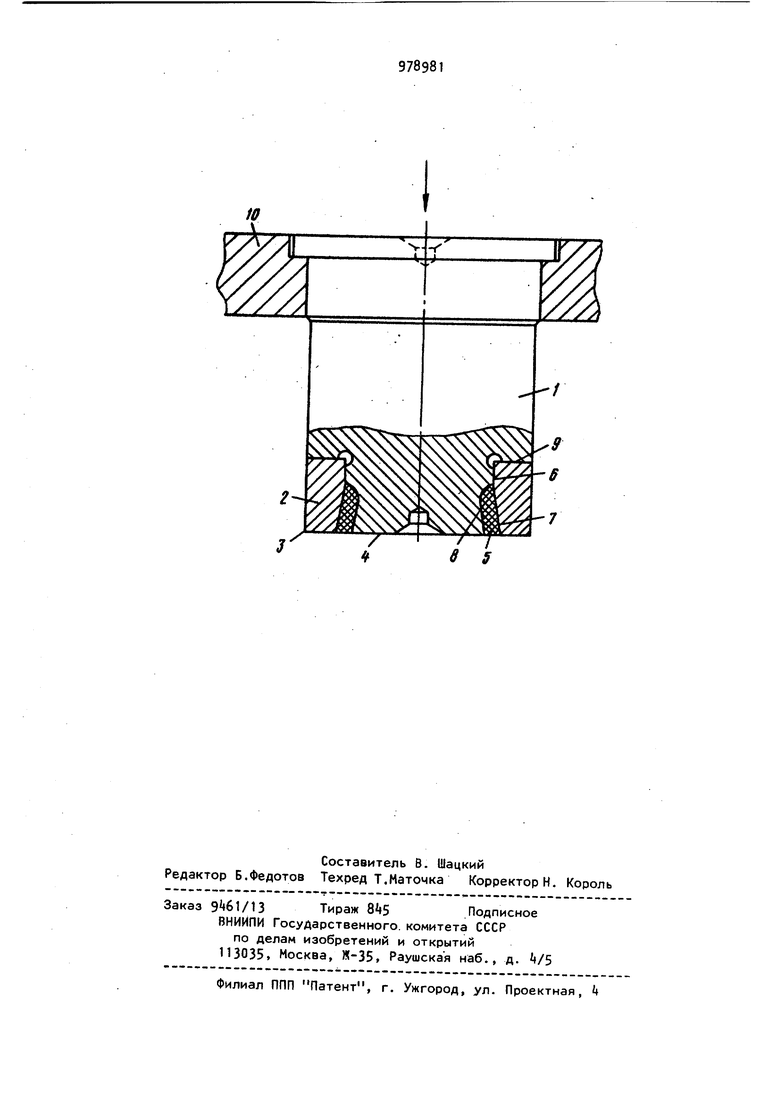
Изобретение относится к обработк материалов давлением, в частности к инструменту для пробивки отверстий. Известен пуансон для пробивки от верстий, содержащий стержень и твер досплавную вставку в виде кольца с режущей кромкой на рабочем торце, соединенную со стержнем при помощи связывающего их материала, помещенного между поверхностями стержня и вставки рJ. Твердосплавная вставка этого пуансона недостаточно стойка вследствие низкой адгезионной прочности связывающих материалов для соединиНИИ вставки со стержнем. Цель изобретения - повышение сто кости пуансона. Указанная цель достигается тем, что в пуансоне для пробивки отверстий, содержащем стержень и твердосплавную вставку 8 виде кольца с ре жущей кромкой на рабочем торце, сое диненную со стержнем при помощи связывающего их материала, помещенного в полость между noBepxHoc.TflMM стержня и вставки, с внутренней стороны твердосплавная вставка ограничена поверхностью с цилиндрическим участком и следующим за ним в направлеНИИ режущей кромки коническим участком, расширяющимся к режущей кромке,на стерне выполнено кольцевое углубление,огра ниченное с наружной стороны конической поверхностью, расширяющейся в ндправлении рабочего торца, а полость образована коническим участком внутренней поверхности вставки и наружной поверхностью углубления. Связывающий материал выполнен холоднотвердеющим. В качестве холоднотвердеющего материала использован стиракрил. Пуансон изображен на чертеже. На стальном стержне 1 размещена твердосплавная вставка 2 с режущей кромкой 3 на рабочем торце t. Вставка укреплена на стержне при помощи связывающего материала 5 в качестве которого использован холоднотвердеющий полимер стирдкрил. Связывающий материал помещен в полость, образованную поверхностями твердосплавной вставки и стержня. Вставка ограничена с внутренней стороны поверхностью с цилиндрическим участком 6,по которому она центрируется на стержне. Далее в направлении режущей кромки идет конический участок 7. расширяющийся к режущей кромке. На стержне выполнено кольцевое углубление 8, ограниченное с наружной стороны конической поверхностью, расширяющейся в направлении рабочего торца , переходящей в сферическую поверхность для исключения концентрации напряжений. Конический участок внутренней поверхности вставки и наружная поверхность углуб ления на стержне образуют полость под скрепляющий материал. Полость открыта со стороны рабочего торца пуансона. Вставка опирается на стержень опорным торцом 9. Пуансон крепится пуансонодержателем 10 к опорной плите (не показана). Пуансон работает следующим образом. При рабочем ходе пуансона (указано стрелкой) режущая кромка 3 внедряется в обрабатываемый материал (не показан) , и опорный торец 9 твердосплавной вставки передает осевое усилие пробивки на стержень 1. Горизонтальная составляющая из-за разности прочностных свойств стиракрила и обрабатываемого материала, а также наклонного размещения полости, в которой он находится, компенсируется напряжениями сжатия, возникающими в обрабатываемом материале в момент пробивки отверстия. В момент съема обрабатываемого материала с пуансона действующее усилие среза воспринимается кольцевым сечением стиракрила высота которого равна высоте полости 5, а диаметр равен диаметру цилиндрического участка 6 внутренней поверхности твердосплавной вставки 2, но в стиракриле при этом возникают напряжения сжатия, обусловленные коническими участками 7 и 8 полости 5, что позволяет стиракрилу выдерживать большие усилия съема при сравнительно небольшой его прочности. Растягивающие напряжения в твердосплавной вставке опять компенсируются сжимающими напряжениями в обрабатываемом материале. Технология изготовления пуансона проста и позволяет экономить твердый сплав. Стойкость пуансона увеличивается, исключается необходимость высокотемпературного нагрева, ухудшающего свойства, вставки, появляется возможность изготавливать пуансоны диаметром 120 мм и более. Формула изобретения 1. Пуансон для пробивки отверстий. содержащий стержень и твердосплавную вставку в виде кольца с режущей кромкой на рабочем торце, соединенную со стержнем при помощи саязываюсчего их материала, помещенного в полость между поверхностями стержня и вставки, отличающийся тем, что, с целью повьЛиения стойкости пуансона, с внутренней стороны твердосплавная вставка ограничена поверхностью с цилиндрическим участком и следующим за ним в направлении режущей кромки коническим участком, расширяющимся к режущей кромке, на стержне выполнено кольцевое углубление, ограниченное с наружной стороны конической поверхностью, расширяющейся в направлении рабочего торца, а полость образована коническим участком внутренней поверхности вставки и наружной поверхностью углубления. 2.Пуансон поп.1,отличающ и и с я тем, что связывающий материал выполнен холоднотвердеющим. 3.Пуансон по пп.1 и 2, о т л ичающийся тем, что в качестве холоднотвердеющего материала использован стиракрил. Источники информации, принятые во внимание при экспертизе 1. Фотеев Н. К. Высокостойкие штампы, М., Машиностроение, 19б5, стр.67, фиг. 20 г (прототип).
