Изобретение относится к устройстBciM для обработки давлением и может быть использовано для окончательной пробивки отверстий в толстолистовых заготовках и пакетах из однородных и композиционных материалов.
Известно устройство для окончательной пробивки отверстий в листовой заготовке, содержащее один, по меньшей мере, сборный пуансон, выполненный в. виде стержня и установленной на нем втулки из упругого материала, прижим, матрицу с числом рабочих отверстий, соответствующим числу пуансонов, и располоисенными в рабочих отверстиях деталями, передающими осевую яагрузку на заготовку с стороны, противоположной пуансону 1 .
Недостатком устройства является невозможность регулирования осевой нагрузки, действующей на деталь с стороны, противоположной пуансону, что снижает номенклатуру изделий, которые могут обрабатываться на этом устройстве..
Цель изобретения - расширение ассортимента обрабатываемых деталей.
Поставленная цель достигается тем, что в устройстве для окончательной пробивки отверстий в листовой заготовке, содержащем один, по меньшей мере, сборный пуансон, выполненный в виде стержня и установленной на нем втулки из упругого материала, прижим, матрицу с рабочими отверстиями, число которых равно числу пуансонов, и расположенными в этих отверстиях деталями, пере10дающими осевую нагрузку на заго товку с стороны, противоположной пуансону, на стержне пуансона дополнительно установлен диск с режущими кромками, охватывающий
15 стержень и помещенный в отверстии прижима, деталь, передающая осевую нагрузку на заготовку, связана с стержнем резьбовым соединением, а. втулка из упругого материала выпол20нена с диаметром, не превышающим диаметр предварительно полученного отверстия.
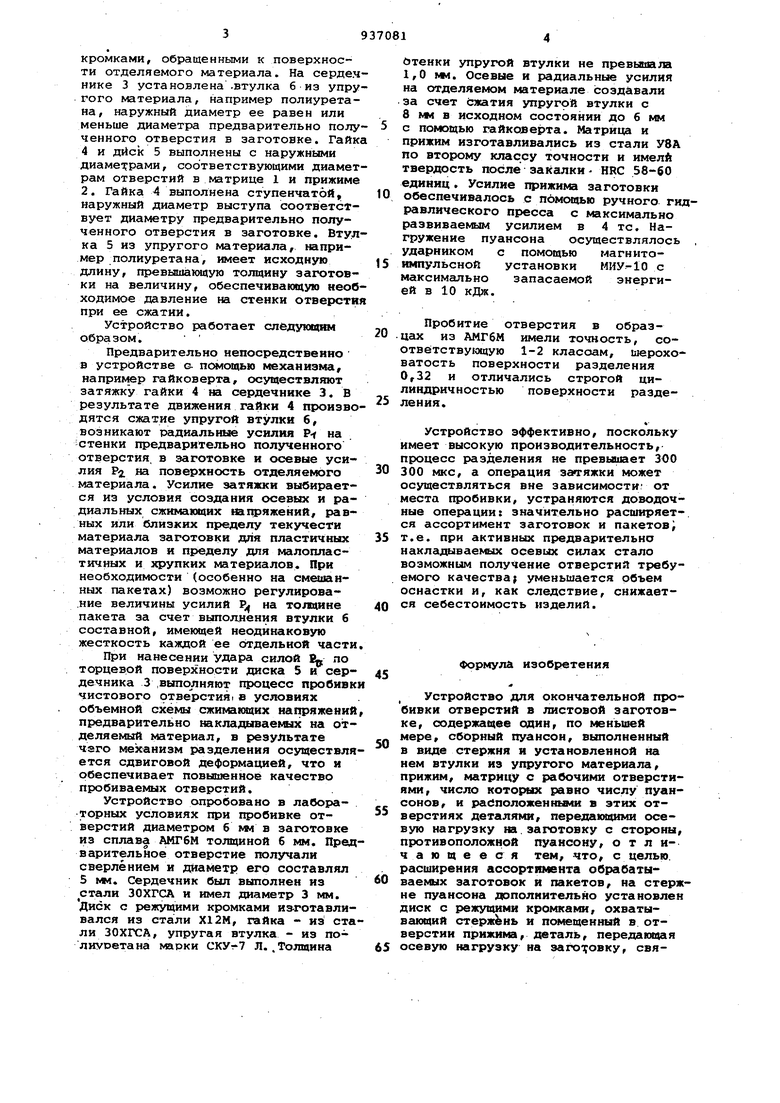
На чертеже показано предлагаемое устройство, общий вид.
25
Устройство содержит матрицу 1, прижим 2 с соосными отверстиями, пуансон, состоящий из сердечника 3, на одном конце которого на резьбе размещена гайка 4, на другом по по30садке движения - диск 5 с режущими
кромками, обращенными к поверхности отделяемого материала. На серде.чнике 3 установлена .втулка 6 из упругого материала, например полиуретана, наружный диаметр ее равен или меньше диаметра предварительно полученного отверстия в заготовке. Гайк 4 и диск 5 выполнены с наружными диаметрами, соответствующими диаметрам отверстий в матрице 1 и прижиме 2. Гайка 4 выполнена ступенчатой, наружный диаметр выступа соответствует диаметру предварительно полученного отверстия в заготовке. Втулка 5 из упругого материала, например полиуретана, имеет исходную длину, превышающую толщину заготовки на величину, обеспечивающую необходимое давление на стенки отверсти при ее сжатии.
Устройство работает следующим образом.
Предварительно иепосредственно в устройстве G. помощью механизма, например гайковерта, осуществляют затяжку гайки 4 на сердечинке 3. В результате движения гайки 4 производятся сжатие упругой втулки 6, возникают радиальные усилия Р-( на стенки предварительно получениого отверстия, в заготовке и осевые усилия Р на поверхиость отделяемого материала. Усилие затяжки выбирается из условия создания осевых и радиальных сжнмагадих напряжений, равных или близких пределу текучести материала заготовки для пластичных материалов и пределу для малопластичных и хрупких материалов. При необходимости (особенно на смешанных пакетах) возможно регулирова.ние величины усилий Р на толщине пакета за счет вьтол.нения втулки 6 составной, имеющей неодинаковую жесткость каждой ее отдельной части
При нанесении удара силой Ер по торцевой поверхности диска 5 и сердечника 3 .выполняют процесс пробивк чистового отверстия, в условиях объемной схемы сжимакяцих напряжений предварительно накладываемых на отделяемый материал, в результате чаго механизм разделения осуществляется сдвиговой деформацией, что и обеспечивает повышенное качество пробиваемых отверстий.
Устройство опробовано в лабораторных условиях при пробивке отверстий диаметром б км в заготовке из сплава АМГ6М толщиной 6 мм. Предварительное отверстие получали сверлением и диаметр его составлял 5 мм. Сердечник был выполнен из стали ЗОХГСА и имел диаметр 3 мм. Диск с режущими кромками из-готавливался из стали XI2М, гайка - из стали ЗОХГСА, упругая втулка - из полиуоетана марки СКУт-7 Л. .Толщина
Отенки упругой втулки не превышала 1,0 км. Осевые и радиальные усилия на отделяемом материале создавали за счет (вжатия упругрй втулки с 8 в исходном состоянии до 6 мм
с помощью гайковерта. Матрица и прижим изготавливались из стали У8А по второму классу точности и имели твердость после закгшки HRC 58-60 единиц. Усилие прижима заготовки
обеспечивалось с помощью ручного гидравлического пресса с максимально развиваемым усилием в 4 тс. Нагружение пуансона осуществлялось ударником с помощью магнитоимпульсной установки МИУ-10 с максимально запасаемой энергией в 10 кДж.
Пробитие отверстия в образцах из АМГ6М имели точность, соответствующую 1-2 классам, шероховатость поверхности разделения 0,32 и отличались строгой цилиидричностью поверхности разделения.
Устройство эффективно, поскольку имеет высокую производительность, процесс разделения не превышает 300
300 МКС, а операция затяжки может осуществляться вне зависимости- от места пробивки, устраняются доводочные операции: значительно расширяется ассортимент заготовок и пакетов
т.е. при активных предварительно накладываемых осевых силах стало возможным получение отверстия требуемого качества; уменьшается объем оснастки и, как следствие, снижается себестоимость изделий.
Формула изобретения
Устройство для окончательной пробивки отверстий в листовой заготовке, содержащее один, по меньшей мере, сборный пуансои, выполненный в виде стержня и установленной на нем втулки из упругого материала, прижим, матрицу с рабочими отверстиями, число которых равио числу пуансонов, и расположенньаш в этих отверстиях деталями, передаххцими осевую нагрузку на.заготовку с стороны, противоположной пуаисону, отличающееся тем, что, с целью. . расширения ассортимента обрабатываемых заготовок и пакетов, на стержне пуансона дополнительно установлен диск с режущими кромками, охватывающий стержень и помещенный в отверстии прижима, деталь, передающая
5 осевую нагрузку иа , свяэана с стержйем резьбовым соединением, а 9тулка из упругого материала выполнена с диа14етром, не превышающим диаметр предварительно получеияого. отверстия.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2905003,кл.В 21 Р 28/16, В 21 D 2 б/00/ 04.04.80..

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий и устройство для его осуществления | 1981 |
|
SU1005985A1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Устройство для образования фасок в отверстиях листовых деталей | 1981 |
|
SU1031564A1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Способ пробивки цилиндрических отверстий | 1983 |
|
SU1140855A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1992 |
|
RU2007252C1 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
