ступов 3,на гладкой цилиндрической поверхности. Угол наклона винтовых выступов относительно продольной оси оправки 10-35°.
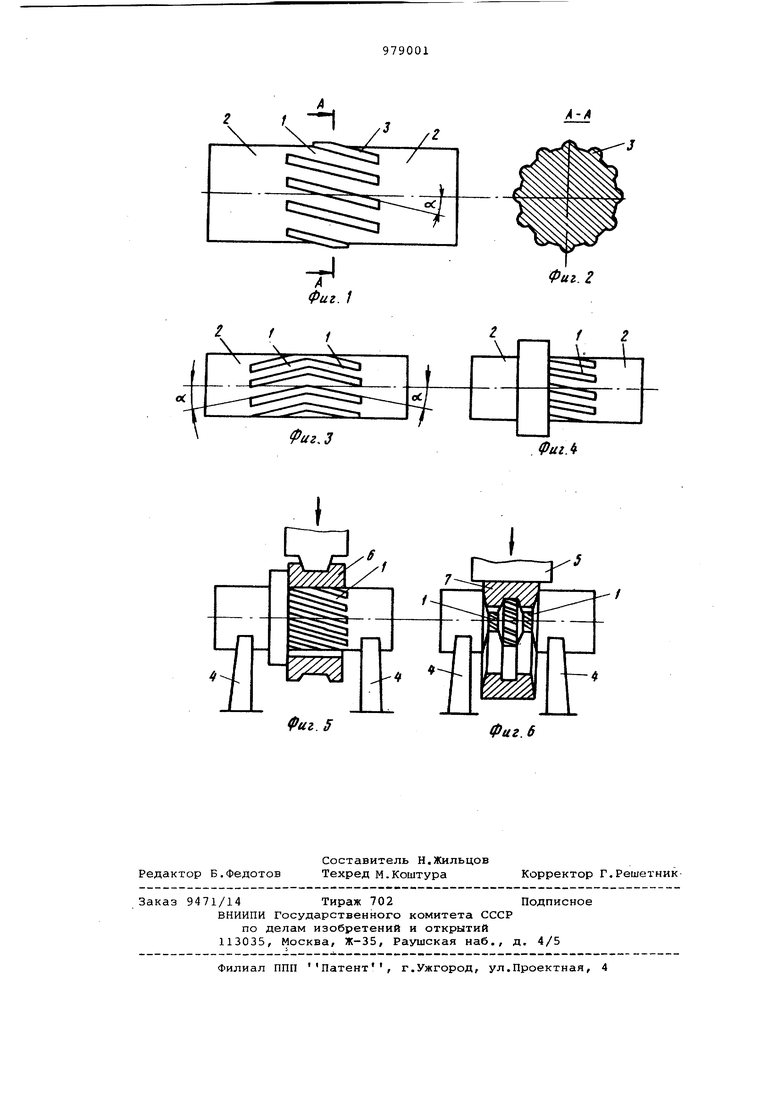
Оправка может быть выполнена с наплавкой по схеме, изображенной на фиг, 3.
Раскатка колец осуществляется сле-дующим образом.
Полую заготовку раскрывают на профилированной части оправки, установленной на стоках 4, плоским бойком 5, В процессе раскатки деформацию заготовки по внутреннему диаметру осущестдляют выступами над цилиндрической юверхностью выступами 3 профилированной части 1 оправки.Это создает большие удельные усилия(площадь контактно поверхности мала) при раскатке колеЦ из труднодеформируемых сталей и сплат ,ВОВ.При кантовке заготовки после каж-| дого нажатия за счет реакции со стороны винтовых выступов происходит некоторое смещение заготовки в сторону одной из стоек до упора в последнюю, после чего смещение прекращается, и процесс раскатки стабилизируется.При необходимости устранения продольного смещения заготовки применяют оправку, выполненную с наплавкой выступов по схеме, изображенной на фиг. 3,или оправку с гладкой цилиндрической частью диаметром, большим дис1Метра профилированной части (фиг. 4).
При каждом полном обороте заготовки вокруг своей оси происходит смещение места контактавыступов с заготонкой, что связано с увеличением внутреннего диаметра заготовки в процессе раскатки. В конечной стадии раскатки разовые обжатия бойком уменьшают и осуществляют отделку поверхности, В случае высоких требований к шероховатости внутренней поверхности отделку выполняют на гладкой цилиндрической части оправки.
Угол наклона винтовых выступов относительно продольной оси оправки составляет 10-35°. Раскатка колец с большими углами наклона винтовых выступов увеличивает шероховатость внутренней поверхности колец и ухудшает условия равномерной кантовки заготовки при раскатке.
В случае раскатки колец 6 с устуJtOM в средней части по наружному диаметру применяют оправку с гладкой цилиндрической частью диаметром, большим диаметра профилированной части, представленную на фиг. 4; кантовку при этом осуществляют в сторону, при которой заготовка прижимается к бурту. Это позволяет увеличить точность получаемого профиля (фиг. 5).
В случае раскатки колец 7 с уступом в средней части по внутреннему диметру в ручьях оправки (фиг. 6) профилированная часть оправки выполнена на цилиндрических участках ручьев.
По сравнению с базовым объектом, в качестве которого принят прототип, использование данного изобретения позволяет повысить производительность процесса ковки.
Формула изобретения
Оправка для раскатки кольцевых поковок, состоящая из профилированной и гладкой цилиндрической частей, отличающаяся тем, что, с целью повышения производительности ковки путем увеличения степени обжатий за проход, профилированная часть выполнена в виде многозаходных винтовых выступов, высоту и ширину которых принимают соотв етственно в пределах 0,02-0,06 и 0,04-0,12 от диаметра профилированной части, а угол наклона их относительно оси оправки составляет 10-35°.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 461776, кл. В 21 J 5/06, 1975.
2.Авторское свидетельство СССР № 685407, кл. В 21 К 1/38, 1979 (прототип).
Фиг,3
А-А
(put Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ изготовления полых конических поковок | 1986 |
|
SU1470414A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Устройство для кузнечной раскатки обечаек | 1987 |
|
SU1442317A1 |
| Способ изготовления полых поковок | 1979 |
|
SU863135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| Способ изготовления профилированных колец | 1976 |
|
SU616030A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Заготовка для изготовления конических обечаек | 1981 |
|
SU958026A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
Фиг. 5
Фиг. 6
