(54) СПОШБ ИЗГОТОВЛЕНИЯ ПГОФИЛИРОВАННЫХ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1980 |
|
SU889250A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU902960A1 |
| Оправка для раскатки кольцевых поковок | 1981 |
|
SU979001A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
Изобретение относится к обработке метал- . лов давлением и может быть использовано при ковке колец, имеющих по внутреннему диаметру профилированную поверхность.
Известен способ изгот овле1«я профилированных колец, который заключается в том, что заготовку оса хивак)т, прошивают, устанавтвают на профилированной оправке и раскатьгааия II.
Однако данным способом невозможно получить профилированную поверхность высокой точности с минимальными затратами, что объясняется особенностями схемы проведеге1я процесса и необходимостью последовательной раскатки в несколькоЭтапов.
Целью изобретения является повышение точности профилированной поверхности колец, а также сиижение затрат на-их изготовление.
Для зтого после установки заготовки на оправке производят ее обжатие между бойка «( до оформления внутренней поверхности заготовки сообразио профилю оправки.
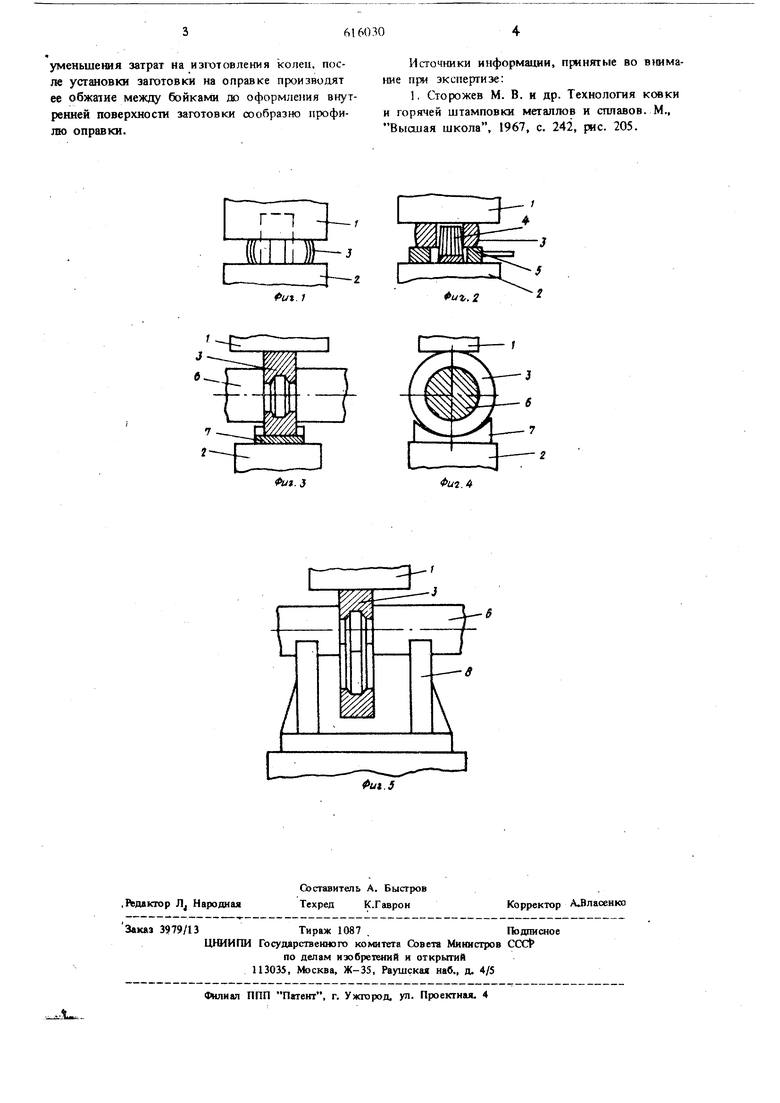
На фкг. 1 показан момент осадки заготовки;. на фиг. 2 - прошивка заготовки; на фиг. 3 - обжатае заготовки на профилированной оправке, вид спереда; на фиг. 4 - то же, вид сбоку; иа фкг. 5 - раскатка заготовки.
Между, плоскими бойками 1 и 2 под прессом или молотом производят осадку заготовки
3, после зтого заготовку прошивают коническим прошив1гсм 4 в подкладном кольце 5. Затем заготовку 3 обжимают на профилированной оправке 6 между двумя бойками 1 и 7 (шюскими или вырезныкт) до оформле1«я внутренней
поверхности заготовки сообразно профилю оправки. На заключительной сгадаи обработки заготовку раскатьвают в том же ручье до окончательных размеров.
Применение данного способа позволяет про4ж;шроваш1ую поверхность колец высокой точности и стзкть затраты иа их изготовлеш1е за счет описанной схемы проведешя технологического процесса.
Формула изобретения
Способ изготовления профилированных колец, заключающийся в осадке и прошивке заготовки, а также установке ее на прюфилироваиной оправке и раскатке, отличающийс я тем, что, с целью повыцк шя точности я уменьшения затрат на изгх)товления колеи, после установки заготовки на оправке производят ее обжатие между бойками до оформления внутренней поверхности заготовки сообразно профилю оправки.
V
. 1
Фиг. 2 Источники информации, принятые во внимание при экспертизе: 1, Сторожев М. В. и др. Технология ковки и горячей штамповки металлов и сплавов. М., Высшая школа, 1967, с, 242, рис. 205.
ut.S
