I
Изобретение относится к обработке металлов давлением и может быть использовано при получении полых конических поковок кузнечной раскаткой. « Цель изобретения - повышение каче- ства поковок за счет получения точных геометрических размеров, снижение расхода металла и расширение технологических возможностей.
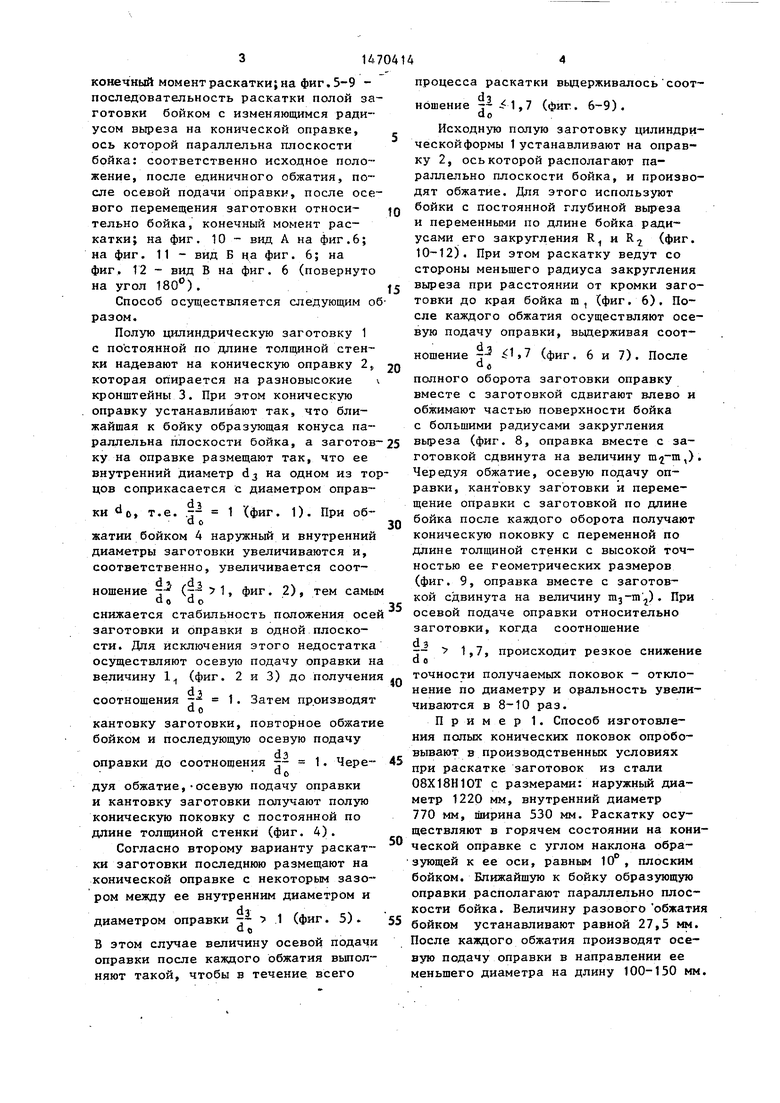
На фиг. 1-4 изображена последовательность раскатки полой заготовки плоским бойком на конической оправке, ближайшая к бойку образующая которой параллельна плоскости бойка: соответственно исходное положение, после единичного обжатия, положение заготовки оправки после осевой пода- яи оправки относительно заготовки.
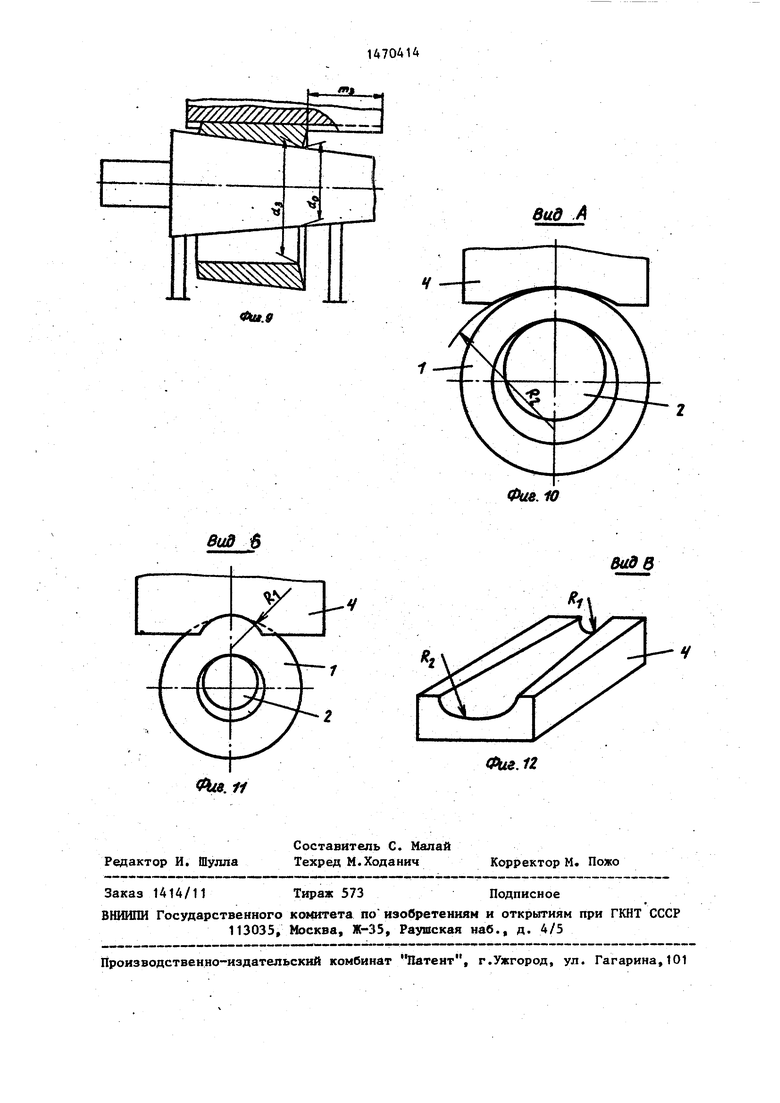
конечный момент раскатки; на фиг. 5-9 - последовательность раскатки полой заготовки бойком с изменяющимся радиусом выреза на конической оправке, ось которой параллельна плоскости бойка: соответственно исходное положение, после единичного обжатия, после осевой подачи оправки, после осевого перемещения заготовки относительно бойка, конечный момент раскатки; на фиг. 10 - вид А на фиг.6; на фиг,11- вид Б ца фиг. 6; на фиг, 12 - вид В на фиг. 6 (повернуто на угол 180).
Способ осуществляется следующим образом.
Полую цилиндрическую заготовку 1 с постоянной по длине толщиной стенки надевают на коническую оправку 2,, которая опирается на разновысокие кронштейны 3. При этом коническую оправку устанавливают так, что ближайшая к бойку образующая конуса параллельна плоскости бойка, а заготовку на оправке размещают так, что ее внутренний диаметр dj на одном из тор цов соприкасается с диаметром оправки о т.е. .-- 1 (фиг. 1). При об- d о
жатии бойком 4 наружный и внутренний диаметры заготовки увеличиваются и, соответственно, увеличивается соотношение -; (- 1, фиг. 2), тем самым dodo
снижается стабильность положения осей заготовки и оправки в одной плоскости. Для исключения этого недостатка осуществляют осевую подачу оправки на величину 1. (фиг. 2 и 3) до получения
соотношения
Ё
1. Затем производят
кантовку заготовки, повторное обжати бойком и последующую осевую подачу
d3 , ,,
оправки до соотношения -- 1. Череdo
дуя обжатие,-осевую подачу оправки и кантовку заготовки получают полую коническую поковку с постоянной по длине толщиной стенки (фиг. 4).
Согласно второму варианту раскатки заготовки последнюю размещают на конической оправке с некоторым зазором между ее внутренним диаметром и
диаметром оправки - 1 (фиг. 5) .
d о
В этом случае величину осевой подачи оправки после каждого обжатия выполняют такой, чтобы в течение всего
0
5
0
5
0
5
40
5
0
5
процесса раскатки выдерживалось соотношение ,7 (фиг. 6-9). do
Исходную полую заготовку цилиндрической формы 1 устанавливают на оправку 2, ось которой располагают параллельно плоскости бойка, и производят обжатие. Для этого используют бойки с постоянной глубиной выреза и переменными по длине бойка радиусами его закругления R и R (фиг. 10-12). При этом раскатку ведут со стороны меньшего радиуса закругления выреза при расстоянии от кромки заготовки до края бойка m , (фиг. 6). После каждого обжатия осуществляют осевую подачу оправки, выдерживая соотношение -j (фиг. 6 и 7). После QC
полного оборота заготовки оправку вместе с заготовкой сдвигают влево и обжимают частью поверхности бойка с большими радиусами закругления выреза (фиг. 8, оправка вместе с заготовкой сдвинута на величину ,). Чередуя обжатие, осевую подачу оправки, кантовку заготовки и перемещение оправки с заготовкой по длине бойка после каждого оборота получают коническую поковку с переменной по длине толщиной стенки с высокой точностью ее геометрических размеров (фиг. 9, оправка вместе с заготовкой сдвинута на величину тз-т ). При осевой подаче оправки относительно заготовки, когда соотношение
-- 1,7, происходит резкое снижение do
точности получаемых поковок - отклонение по диаметру и оральность увеличиваются в 8-10 раз.
Пример 1. Способ изготовления полых конических поковок опробо- вывают в производственных условиях при раскатке заготовок из стали 08Х18Н10Т с размерами: наружный диаметр 1220 мм, внутренний диаметр 770 мм, ширина 530 мм. Раскатку осуществляют в горячем состоянии на конической оправке с углом наклона образующей к ее оси, равным Ю, плоским бойком. Ближайшую к бойку образующую оправки располагают параллельно плоскости бойка. Величину разового обжатия бойком устанавливают равной 27,5 мм. После каждого обжатия производят осевую подачу оправки в направлении ее меньшего диаметра на длину 100-150 мм.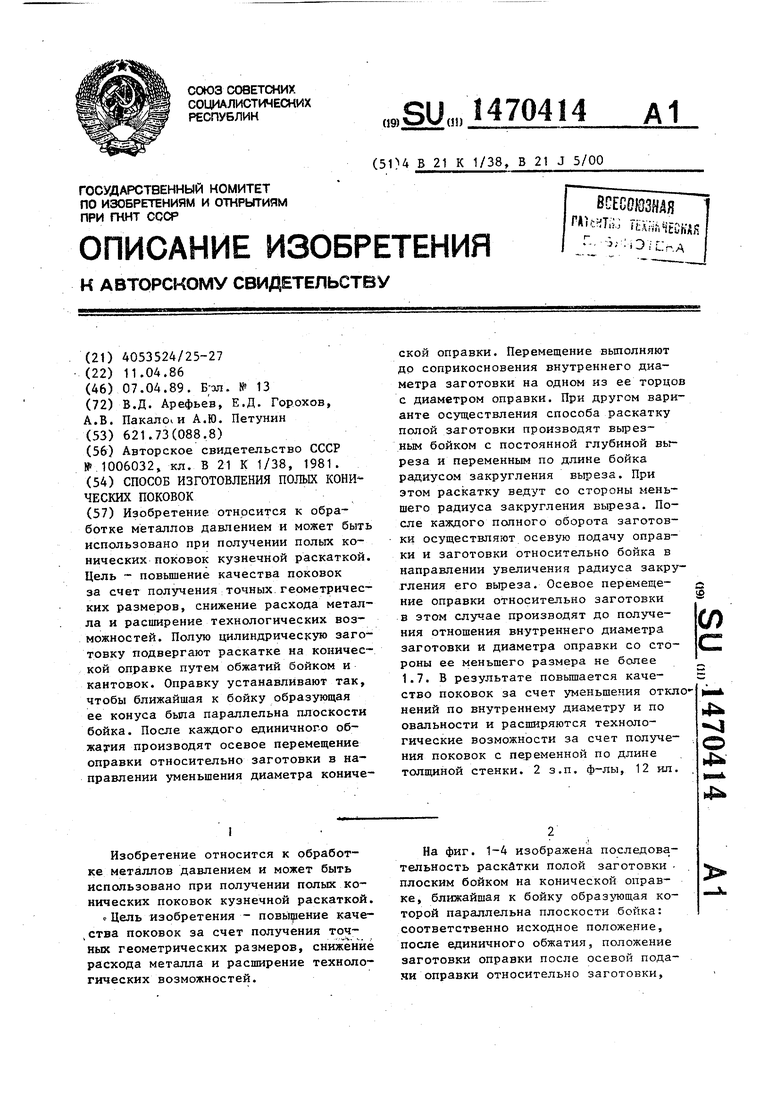
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления полых поковок | 1979 |
|
SU863135A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления полых поковок | 1988 |
|
SU1563831A1 |
| Способ изготовления полых конических поковок | 1988 |
|
SU1608006A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при получении полых конических поковок кузнечной раскаткой. Цель - повышение качества поковок за счет получения точных геометрических размеров, снижение расхода металла и расширение технологических возможностей. Полую цилиндрическую заготовку подвергают раскатке на конической оправке путем обжатий бойком и кантовок. Оправку устанавливают так, чтобы ближайшая к бойку образующая ее конуса была параллельна плоскости бойка. После каждого единичного обжатия производят осевое перемещение оправки относительно заготовки в направлении уменьшения диаметра конической оправки. Перемещение выполняют до соприкосновения внутреннего диаметра заготовки на одном из ее торцов с диаметром оправки. При другом варианте осуществления способа раскатку полой заготовки производят вырезным бойком с постоянной глубиной выреза и переменным по длине бойка радиусом закругления выреза. При этом раскатку ведут со стороны меньшего радиуса закругления выреза. После каждого полного оборота заготовки осуществляют осевую подачу оправки и заготовки относительно бойка в направлении увеличения радиуса закругления его выреза. Осевое перемещение оправки относительно заготовки в этом случае производят до получения отношения внутреннего диаметра заготовки и диаметра оправки со стороны ее меньшего размера не более 1,7. В результате повышается качество поковок за счет уменьшения отклонений по внутреннему диаметру и по овальности и расширяются технологические возможности за счет получения поковок с переменной по длине толщиной стенки. 2 з.п.ф-лы, 12 ил.
У////Щ/////А
Фиг.З
Фш,
Фив.б
С
. t
irrrm
Ф(Л. 7
Фи$.6
Фаг. 8
дал
Ли.9
Вид в
Редактор И. Шулла
Составитель С. Малай Техред М.Ходанич
Заказ 1414/11
Тираж 573
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
вид А
Фиг. Ю
BtfdQ
Фиг. 12
Корректор М. Пожо
Подписное
| Способ изготовления полых конических поковок | 1981 |
|
SU1006032A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
