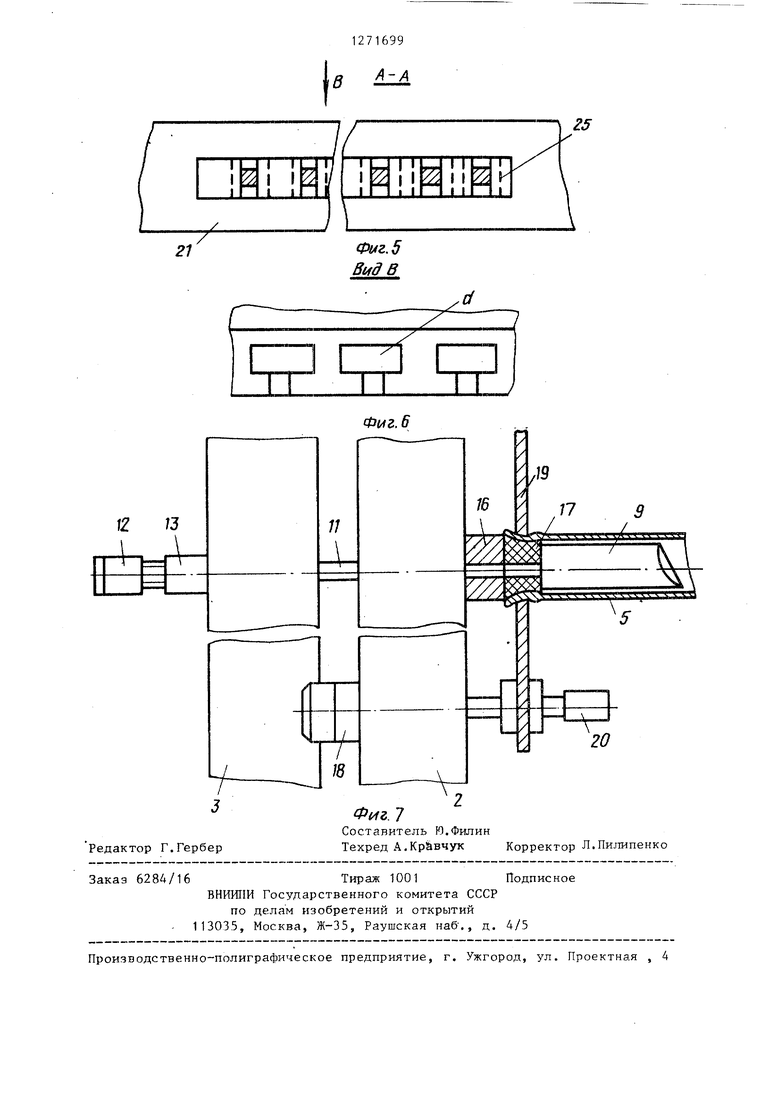
Изобретение относится к механосборочному производству, а именно к устройствам для изготовления трубчатых теплообменников. Целью изобретения является повыше ние производительности и качества сборки за счет автоматизации процесса сборки и обеспечения закрепления труб в трубных решетках. На фиг.1 изображено устройство, общий вид; на фиг.2 - ловитель со штоком, на фиг.З - момент центрирова ния трубной решетки и трубы, на фиг. 4 - разрез Б-Б на фиг „ 1 на фиг.З - разрез А-А на фиг„4, на фиг.6 - вид В на фиг.З, профильный паз на фиг.7 - момент закрепления трубы в трубной решетке. Устройство для сборки трубчатых теплообменников содержит основание 1 на направляющих которого смонтирован две подвижные планпгайбы 2, две непод вижные стойки 3, установленные парал лельно планшайбам 2. На основании 1 установлен контейнер 4, профиль которого выполнен по наружной образующей укладываемого трубного пучка с комплектом труб 3, определенным зара нее. Устройство имеет привод 6, от которого работает механизм 7 вертикального перемещения контейнера 4 и механизм 8 перемещения планшайб 2. Каждая планшайба 2 и каждая непод вижная стойка 3 имеют соосные отверстия, в которых установлены горизонтальными рядами различной длины лови тели 9. Длина,ловителей 9 по горизонтальным рядам постепенно убывает от верхнего ряда к нижнему. Концы ло вителей 9, которые входят в трубы, срезаны под острым углом, например 45-30 , к оси и поверхность среза за круглена по радиусу (т.е. срез выпол нен по цилиндрической поверхности). Каждый ловитель выполнен составны и содержит ловитель 10 и шток 11. Один конец штока 11 выполнен в виде профильной (например, Т-образной) го ловки 12 и на нем посредством резьбы закреплен регулируемый упор 13 для ограничения перемещения ловителя 9 в отверстии неподвижной стойки 3. Шток 11 подпружинен пружиной 14 относи-т тельно неподвижной стойки 3. Для пре дотвращения поворота штока 11 вокруг своей оси он фиксируется посредством шпонки 13. Второй конец штока 11 выполнен резьбовым и соединен с ловите 992 лем 10, имеющим диаметр соответствующий диаметру труб. На каждом ловителе 9, между торцом ловителя 10 и подвижной планшайбой 2, установлены ограничительное кольцо 16 с диаметром, большим диаметра ловителя 10, и упругая втулка 17 с исходным диаметром, равным диаметру ловителя 10. На подвижных планшайбах 2 закреплены гидроцилиндры 18 механизма напрессовки трубных решеток 19 на трубы 5, Количество гидроцилиндров 18 определяется величиной усилия необходимого для нат;1лкивания решетки 19 на трубы 3 без деформации самой трубной решетки 19. Перемещение трубных решеток 19 по трубам 3 в процессе наталкивания ограничивается упорами-ограничителями 20,установленными на контейнере 4. В направляющих неподвижных стоек 3 установлены траверсы 21, имеющие возможность перемещения в вертикальной плоскости за счет взаимодействия fix посредством ходового винта 22 с электроприводом 23, установленным на основании 1. На траверсе 21 закреплены гидроцилиндры 24 для перемещения в горизонтальной плоскости плиты 25, установленной в направляющих траверсы 21.Плита 23 имеет профильные Т-образные пазы d, в которые входят Т-обпазные головки 12 штоков 11 при перемещении траверсы 21 вместе с гшитой 23 вниз или вверх. Перемещение контейнера 4 вверх ограничивается упором 26, установленным на одной подвижной планшайбе 2 при взаимодействии его с концевым выключателем 27, закрепленным на контейнере 4 и дающим команду на включение механизма 8 перемещения планшайб 2. Планшайбы 2 при перемещении взаимодействуют с конечными вьжлючателями 28 и 29, установленными на основании 1„ Конечный выключатель 29 дает команду на включение гидроцилиндров 18, а конечный выключатель 28 дает команду на остановку работы устройства по окончании всего процесса изготовления . На одном из упоров-ограничителей 20 так же установлен конечный выключатель 30, который при взаимодействии трубной решетки 19 с упором-ограничителем 20 дает команду на включение электропривода 23 перемещения подвижной траверсы 21. 31 На плите 25 установлены конечные выключатели 31 и 32 таким образом, что при заходе ряда ловителей 9 свои ми Т-образными головками 12 в Т-образные пазы d плиты 25, один из них включается, а второй выключается. Ко нечные выключатели 31 и 32 электриче ски соединены с приводом 23 перемеще ния траверсы 21 и гидроцилиндрами 24 горизонтального перемещения плиты 25 за счет чего и осуществляется попере менное перемещение плиты 25 и траверсы 21. Каждое конечное (верхнее и нижнее положение траверсы 21 определено конечными выключателями 33 и 34, связанными с механизмом 8 перемещения планшайб 2. На контейнере 4 установлен конечный выключатель 35, связанный с механизмом 7 перемещения контейнера 4 и предназначенный для остановки дви жения контейнера 4 при подводе его под трубный пучок в момент, когда трубный пучок упирается в дно контей нера. Устройство работает следующим образом. В контейнер 4, находящийся в край нем нюкнем положении, укладывается комплект труб 5, количество которых определено заранее. При этом конечны выключатель 35 замыкается. Конструкция контейнера 4 обеспечивает ориентрфование труб по горизонтальному ша гу и по количеству их в горизонтальных и вертикальных рядах. На ограничительные кольца 16, установленные н ловителях 9, надеваются трубные решетки 19, чем обеспечивается центрирование отверстий трубных решеток 19 относительно ловителей 9. Включается электропривод 6, и механизм 7 вертикального перемещения контейнера 4- поднимает контейнер 4 с комплектом труб 5 до нажатия упором 26 на конечный выключатель 27, что соответствует соосному положению верхнего ряда труб 5 с верхним рядом ловителей 9. При срабатывании конечного выключателя 27 происходит ревер сирование электропривода 6, механизм 7 перемещения контейнера начинает пе ремещать контейнер 4 вниз и, одновре менно, начинается перемещение во встречном направлении планшайб 2 за счет работы механизма 8 перемещения планшайб. Ловители 9 верхнего ряда 994 (наиболее длинные) входят с двух дто рон с трубы 5 верхнего ряда. Контейнер 4 опускаясь, оставляет трубы каждого ряда вывешенными на ловителях 9 и выставляют каждый очередной ряд под свои ловители 9 и так до полного вывешивания всех рядов труб на ловителях 9. При вывешивании последнего ряда труб 5, освобождаясь от ° веса труб 5, срабатывает конечньй выключатель 35, который отключает механизм 7 вертикального перемещения контейнера 4, движение контейнера 4 вниз прекращается. Планшайбы 2 в это время продолжают перемещение во встречном направлении до упора регулируемого упора 13 в неподвижную стойку 3. В этот момент прекращается совместное перемещение ловителей 9 с подвижной планшайбой 2, а так как движение самой планшайбы 2 еще некоторое время продолжается, происходит сжатие шругой втулки 17 между ограничительным кольцом 16 и торцом ловителя 10. За счет свойств упругого материала, из которого выполнена упругая втулка 17, происходит увеличение ее исходного диаметра, взаимодействие наружной поверхности упругой втулки 17 со стенками, трубы 5 осуществляется по образующей,,и труба 5 центрируется относительно ловителей 9 и относительно отверстий трубной решетки 19 (фиг.З). В этот момент прекращается перемещение подвижных планшайб 2, так как они доходят в движении-до конечных выключателей 29, нажимают на них, при этом отключается электропривод 6. .По команде от этих же конечных выключателей 29 начинается работа гид- роцилиндров 18, которые своими штоками наталкивают трубную решетку 19, упираясь в нее, на трубы 5. Так как трубы 5 заранее сцентрированы относительно штырей-ловителей 9 и отверстий трубных решеток 19 процесс наталкивания происходит беспрепятственно. Движение трубных решеток 19 по трубам 3 продолжается до упора решеток 19 в упоры-ограничители 20, связанные с конечным выключателем 30. При нажатии на концевой вьжлючатель 30 происходит отключение гйдроцилиндров 18, процесс наталкивания прекращается. Одновременно включается электропривод 23 вертикального перемещения траверсы 21.
Траверса 21 перемещается вниз до тех пор пока Т-образные головки 12 одного ряда штырей-ловителей 9 не войдут в Т-образные пазы d плиты 25 и не нажмут на конечные выключатели 31 и 32, которые дают команду на отключение электропривода 23 вертикального перемещения траверсы 21 и включение гидроцилиндров 24 горизонтального перемещения плиты 25. Плита 25 начинает перемещение в горизонтальной плоскости. Так как Т-образные головки 12 одного ряда штырей-ловителей находятся в Т-образных пазах d плиты 25, а она перемещается, то соответственно перемещаются и ловители 9. При , этом ловитель 10 своим торцом взаимодействует с упругой втулкой 17, сжимает ее, втулка 17 расширяется (увеличивается ее исходный диаметр) и начинает деформировать трубу 5 в отверстии трубной решетки 19 (фиг.8). Величина перемещения плиты 25 определяется необходимым усилием для качественного закрепления труб 5 в отверстиях трубной решетки 19. По достижении необходимого усилия происходит вьщержка во времени и гидроцилиндры 24 выключаются, плита 25 возвращается в исходное положение и включается электропривод 23 вертикального перемещения траверсы 21. Цикл закрепления труб 5 продолжается порядно до последнего ряда. По окончании закрепления последнего ряда труб 5 подвижная траверса 21 нажимает на конечный выключатель 33, по команде которого отключается электропривод 23, и включается механизм 8 перемещения планщайбы 2. Планшайбы 2 начинают расходиться, выводя штыри-ловители 9 из труб 5. По команде того же конечного выключателя 33 включается меха-,3 низм 7 вертикального перемещения контейнера 4, контейнер 4 поднимается до упора трубного пучка в дно контейнера, конечный выключатель 35 оказывается разомкнутым, контейнер 4 останавливается.
Планшайбы 2 ;дродолжают расходиться до упора в концевые выключатели 28, которые дают команду на отключение электропривода 6, устройство заканчи вает работу.
Формула изобретения
Устройство для сборки трубчатых теплообменников, содержащее смонтированные на основании контейнер для труб, установленный с возможностью вертикального перемещения под действием привода, размещенные по обе стороны от контейнера с возможностью продольного перемещения от привода планшайбы с ловителями для труб, механизм напрессовки на трубы трубных решеток и систему управления, отличающееся тем, что, с целью повьш1ения производительности и качества сборки, оно снабжено двумя механизмами крепления труб в трубных решетках, выполненными в виде установленных по обе стороны от контейнера параллельно планшайбам неподвижных стоек с вертикальными направляющими, .приводных траверс, установленных в упомянутых направляющих с возможностью шагового перемещения и выполненных с направляющимиJ перпендикулярными направляющим стоек, в которых размещены приводные плиты с профильными пазами жестко связанных с ловителями штоков, на одном конце каждог из которых, противоположном ловителю установлены профильная головка и регулируемый упор, а на другом размещены ограничительные кольца и упругие втулки, неподвижные стойки и планшайбы выполнены с соосными отверстиями, а штоки размещены в упомянутых отверстиях с возможностью осевого перемещения и взаимодействия профильными головками с профильными пазами плиты и подпружинены относительно стоек, а ограничительные кольца и упругие втулки размещены между планшайбами и ловителями, при этом устройство снабжено смонтированными на контейнере упорами-ограничителями и концевыми выключателями, установленными с возможностью взаимодействия с упорами и электрически связанными через систему управления с механизмами напрессовки трубных решеток и крепления труб, а также с приводами перемещени планшайб и контейнера, упором, установленным на планшайбе, и концевым выключателем, установленным на контейнере и электрически связанным через систему управления с приводами перемещения планшайб и контейнера.
2
И5-50
6-6
72
Фиг.
в
А-А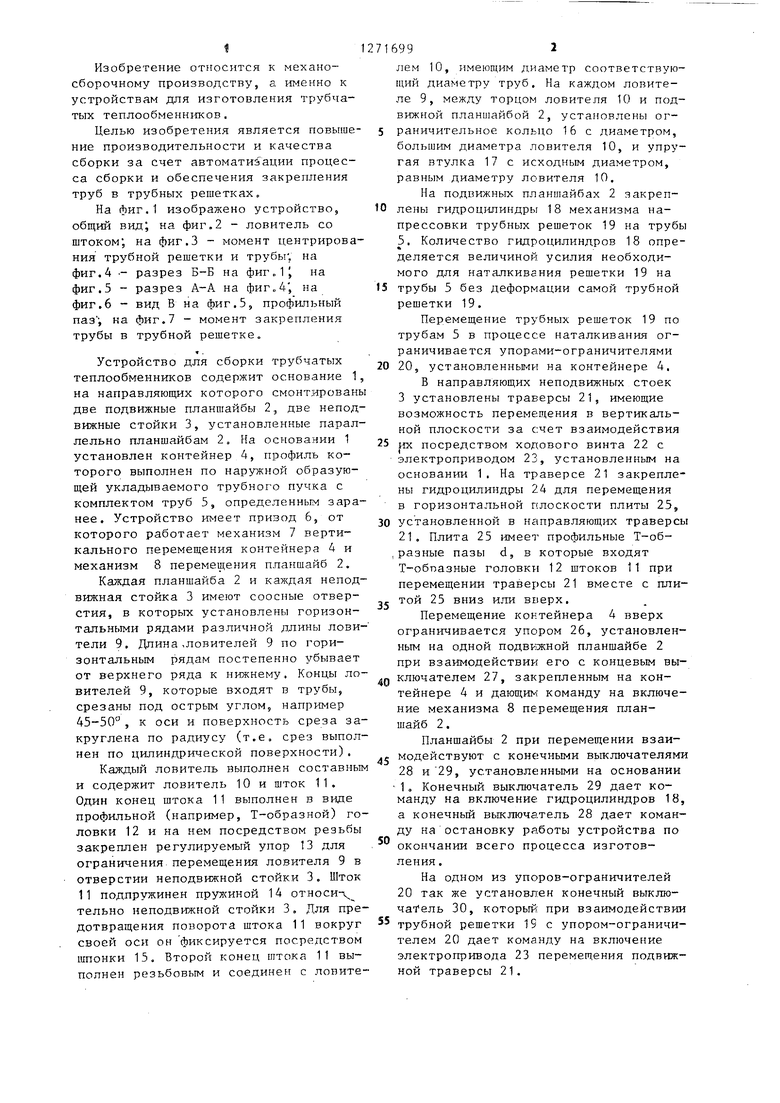


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки прямолинейных трубных пучков | 1976 |
|
SU650700A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| Полуавтомат для сборки теплообменных аппаратов | 1985 |
|
SU1286388A1 |
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |
| Устройство для сборки труб с трубными досками | 1980 |
|
SU979055A1 |
| Устройство для установки труб в решетки теплообменника | 1978 |
|
SU789188A1 |
| Автооператор | 1980 |
|
SU891328A1 |
| СТАНОК ДЛЯ СБОРКИ ПРЯМОЛИНЕЙНЫХ ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 1968 |
|
SU211506A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |

Изобретение относится к области механосборочного производства и изготовления трубчатых теплообменников. Цель изобретения состоит в повышении производительности и качества сборки за счет автоматизации процесса сборки и обеспечения закрепления труб в трубных решетках. Устройство содержит основание 1, на котором смонтированы подвижный приводной контейнер 4 и размещенные по обе стороны от контейнера подвижные планшайбы 2 с механизмами напрессовки трубных решеток 19, выполненными в вгще силовых цилиндров 18, а также установленные на неподвижных стойках 3 механизмы крепления труб 5 в трубных решетках 19, выполненные в виде приводных траверс 21, несущих приводные плиты, связанные со штоками ловителей 9, и производящих крепление труб посредством упругих втулок 17. При перемещении планшайб 2 навстречу друг другу происходит навешивание труб 5 на ловители 9 и напрессовка трубных решеток 19 на трубы 5 с закреплением паследних в трубных решетках 19 под действием расширяюи(ихся упругих втулок 17. 7 ил. S
/
21
Фиг. 5 Bi4d В
| Устройство для сборки прямолинейных трубных пучков | 1976 |
|
SU650700A1 |
