(54) УСТРОЙСТВО ДЛЯ СБОРКИ ТРУБЧАТЫХ ТЕПЛООБМЕННИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
| Устройство для сборки трубчатых теплообменных аппаратов | 1978 |
|
SU749505A1 |
| Устройство для сборки труб с трубными досками | 1980 |
|
SU979055A1 |
| Устройство для сборки труб теплообменных аппаратов | 1976 |
|
SU634819A1 |
| Устройство для сборки трубчатых радиаторов | 1990 |
|
SU1738584A1 |
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2019377C1 |
| Устройство для сборки труб с трубными решетками теплообменников | 1984 |
|
SU1169800A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| Устройство для приварки труб к трубным доскам | 1982 |
|
SU1186444A1 |
Изобретение относится к механосборочному производству, в частности к устройствам для сборки трубчатых теплообменников.S
Известно устройство для сборки трубчатых теплообменников, содержащее механизм фиксации досок, механизм подачи труб и механизм запрессовки труб в доски, выполненный в виде при- fQ водной каретки, смонтированной с возможностью перемещения в двух взаимно перпендикулярных направлениях и несущей направляющие желобы для труб, установленные по обе стороны желобов два приводных валка и ряд толкателей, смонтированных на общей оси. Подача труб к доскам осуществляется одновременно приводными валками и толкателями каретки. Ввод труб в отверстия до- 2Q сок облегчается съемными направляющими наконечниками,, устанавливаемыми в трубы перед сборкой tl .
В известном устройстве заклинивание одной из труб в трубных досках, 25 возможное в результате отклонения ее формы или смещения осей отверстий досок при сверлении, вызывает заклинивание каретки с толкателями и необходимость остановки устройства. Это j
снижает надежность работы устройства и может привести к его поломке.
Целью изобретения является повышение надежности работы устрюйства.
Цель достигается тем, что в устройстве, содержащем смонтированные на основании механизм подачи труб,механизм фиксации досок и механизм запрессовки труб в доски, выполненный в виде приводной каретки с установлонньм на оси рядом толкателей и цилиндрических наконечников с направляющими конусами, ось установлена в каретке с возможностью поворота, а кажяыЛ толкатель установлен на оси также с возможностью относительного поворота, при этом ось и каждый толкатель снабжены механизмами фиксации их положения.
Кроме того, с целью повышения точности центрирования труб относительно досок, каждый наконечник снабжен выполненньм на его цилиндрической поверхности буртом и плоскими пружинами, равномерно установленными на этой поверхности по обе стороны от бурта.
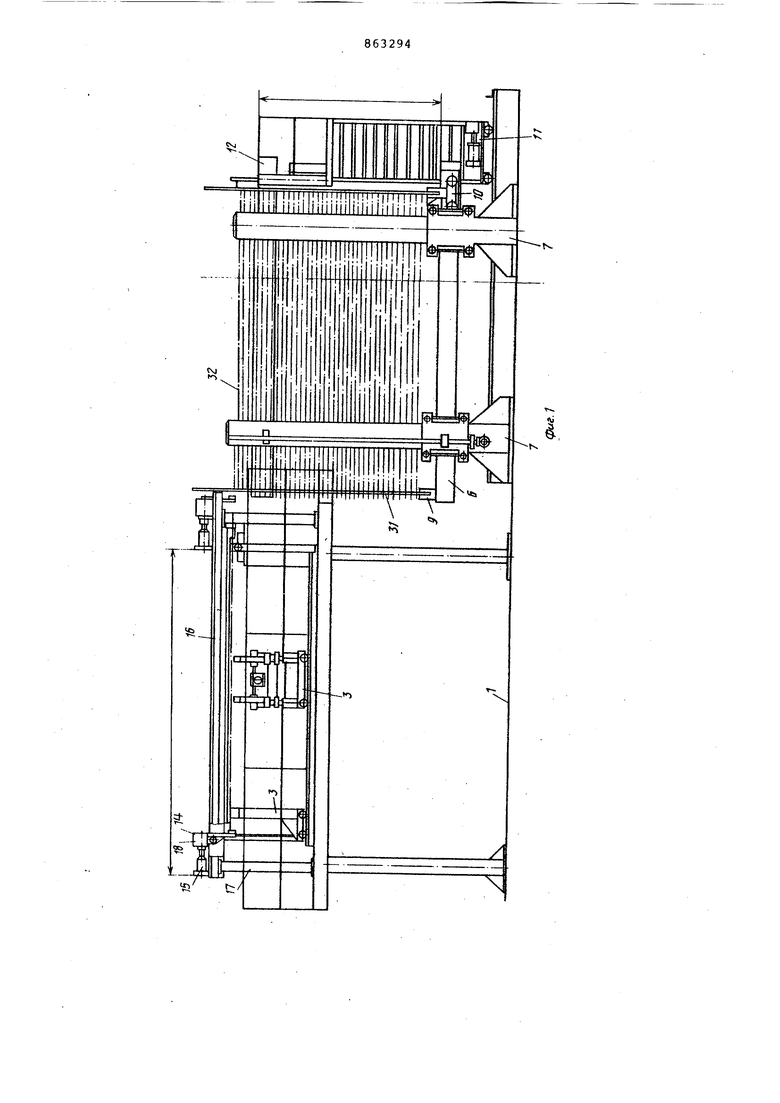
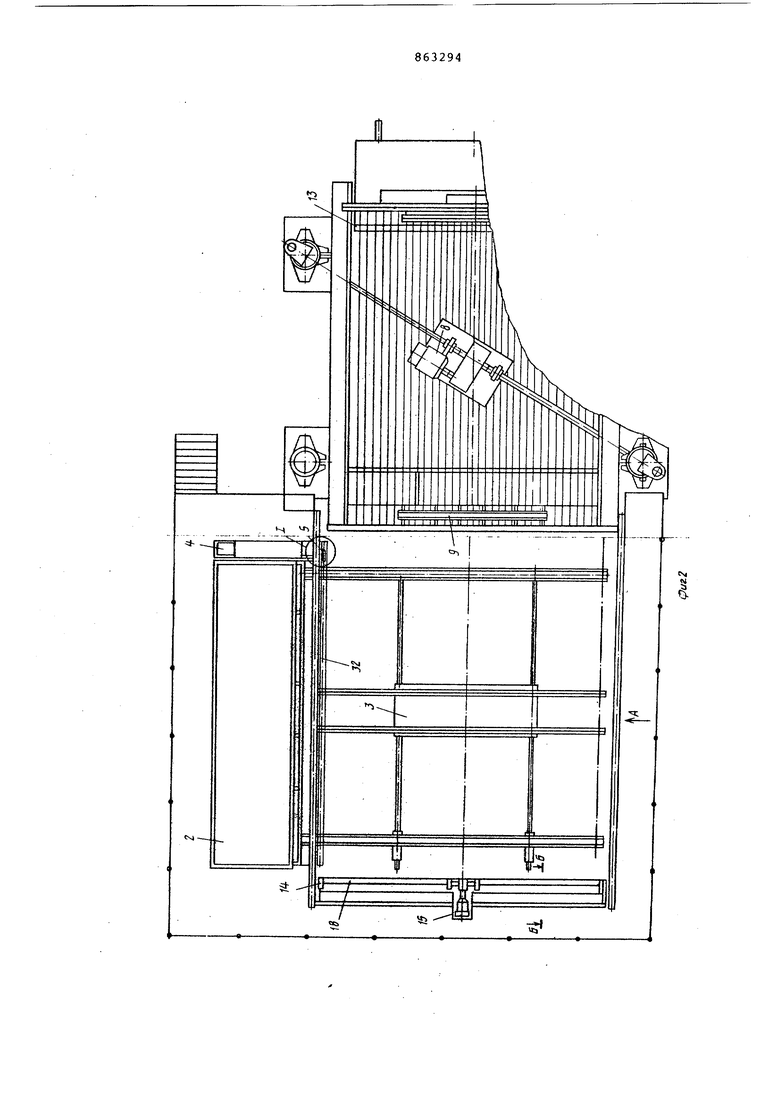
На фиг. 1 изображено устройство, общий вид/ на фиг. 2 - то же, внд
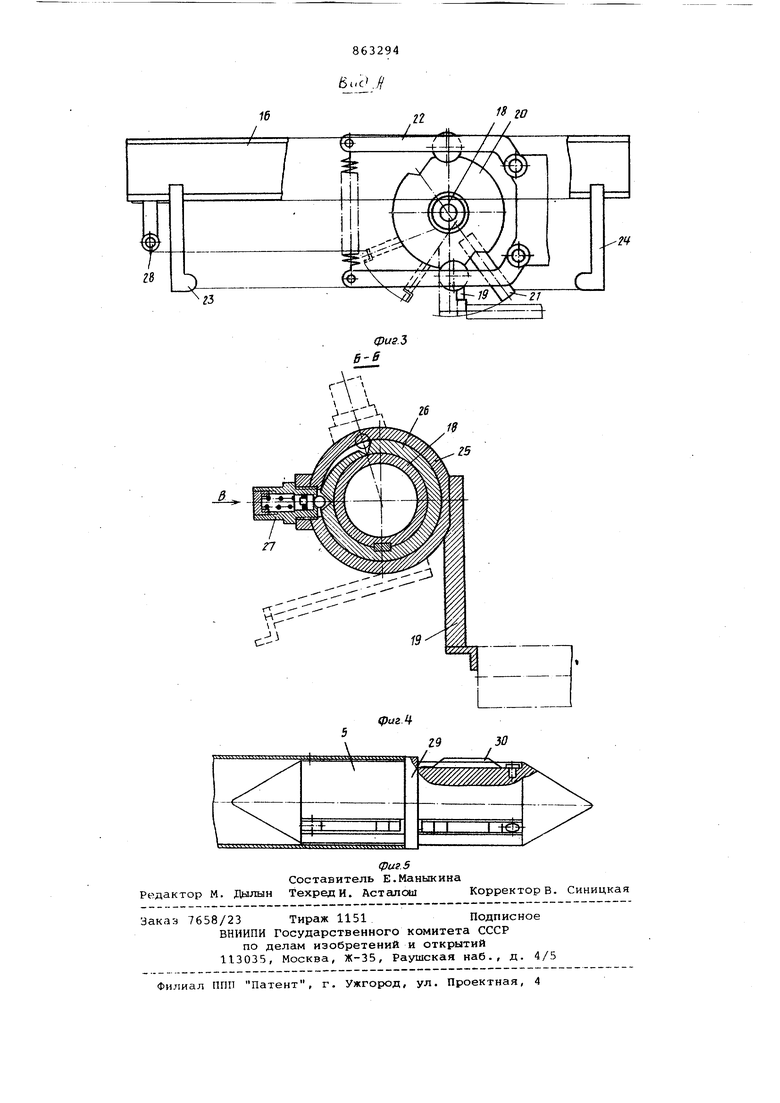
плане, на фиг. 3 - вид А на фиг. 2, на фиг. 4 - разрез Б-Б на фиг. 2,на фиг. 5 - узел на фиг. 2.
Устройство содержит смонтирсззанный на основании 1 механизм подачи труб, выполненный в виде бункерного накопителя 2 с устройством поштучной выдачи и транспортера-накопителя 3, состоящего из подвижных и неподвижных пилообразных гребенок. Транспортер 3 установлен на основании с возможностью возвратно-поступательного перемещения в поперечном направлении на величину, равную половине шага расположения труб в изделии. У выходного конца транспортера 3 смонтировано приспособление 4 для ввода -в трубы съемных направляющих наконечников 5. На основании 1 смонтирован также механизм фиксации трубных досок, выполненный в виде платформы 6, установленной на колоннах 7 с возможностью подъема и опускания от привода 8 и смонтированных на платформе неподвижного держателя подвижно,го в горизонтальном направлении держателя 10. Держатель 10 связан с приводной кареткой 11, установленной на путях основания 1 с возможностью возвратно-поступательного перемещения, таким образом, что при наладочных работах обеспечивается совместное перемещение держателя 10 и каретки 11 в продольном направлении, а при сборочных работах обеспечивается подъем и опускание только держателя 10. На платформе б установлено приспособление 12 для удаления наконечников 5 из труб. Оно смонтировано с возможностью возвратно-поступательного перемещения в поперечном направлении на половину шага расположения труб в изделии. На держателе 10 с внутренней стороны смонтирован кронштейн 13, поддерживающий трубы, выполненный с наклонной поверхностью, имеющей конусные углубления по количеству отверстий первого ряда в трубной доске. Устройство содержит также механизм запрессовки труб в доски, выполненный в виде каретки 14 р приводом 15, установленной на направляющих 16 рамы 17 с возможностью продольного возвратно-поступательного перемещения. В каретке 14 на оси 18 смонтированы толкатели 19 по количеству труб, подлежащих сборке.Ось 18 установлена в каретке с возможностью поворота и снабжена механизмом фиксации ее крайних угловых положений, выполненным в виде кулачка So, жестко закрепленного на оси 18 и несущего стержень 21, а также подпружиненных рычагов 22, несущих ролики, контактирующие с кулачком 20. На одной из направляющих 16 по концам закреплены упоры 23 и 24, взаимодействующие каждый при перемещении каретки 14 со стержнем 21. Каждый
толкатель 19 закреплен на втулке 25, установленной на оси 1В с возможностью относительного поворота и снабжен механизмом фиксации его углового положения, выполненным в виде смонтированного на оси 18 кольца
26,установленного концентрично втулке 25 и имеющего два конических углубления, расположенных на расстоянии, соответствующем углу поворота толкателя, а также закрепленного во втулке 25 подпружиненного фиксатора
27,западающего в углубления кольца 26. Толкатели 19 в конце хода каретки взаимодействуют со штангой 28, закрепленной на направляющих 16. Цилиндрический наконечник 5 имеет расположенные на концах направляющие конуса. На цилиндрической поверхности наконечника выполнен бурт 29, а по обе стороны бурта равномерно по окружности смонтированы плоские пружины 30, обеспечивающие самоцентрирование наконечника при вводе трубы
в отверстие доски.
Устройство работает следующим образом.
Перед началом сборочных работ производится наладка механизма фиксации досок на соответствующий типоразмер изделия. Для этого каретку 11 перемещают по путям основания и устанавливают связанный с ней держатель 10 на заданное расстояние от держателя 9. Затем в держатели 9 и 10 устанавливают и фиксируют трубные доски 31.Платформу б вместе с держателями и трубными досками перемещают вверх по колоннам 7 при помощи привода 8 до тех пор, пока первый ряд отверстий в трубных досках находится на уровне труб, подлежащих сборке.Трубы 32 поштучно подаются из бункерного накопителя 2 к приспособлению 4, которое вводит в полость трубы наконечник 5. После этого труба с наконечником 5 перемещается по транспортеру-накопителю 3, а из накопителя 2 к приспособлению 4 подается очередная труба до тех пор, пока на транспортере-накопителе 3 не окажется необходимое количество труб, подлежащих сборке. В это время подача труб из бункерного накопителя 2 прекращается и производится визуальный контроль наличи толкателей 19 над каждой трубой, подлежащей сборке и находящейся на транспортере-накопителе 3. Так как в зависимости от типоразмера собираемого теплообменника 9:оличество одновременно собираемых труб может быть различным, а на транспортере-накопителе 3 находится количество труб,достаточное для сборки типоразмера изделия с максима ль ныг-1 количеством труб, то при сборке изделия с меньшим количеством труб часть толкателей 19 окажется свободньми, не контактирующими с торцами труб и может быть отнн.цена n нерабочее положение посред I:TBOM поворота вокруг оси 18 по часо вой стрелке. Далее включается привод каретки 14, которая, перемешаясь по направляющим 16, толкателями 19 пере мещает ряд труб 32 с наконечниками 5 по направлению к доскам 31. При этом трубы скользят по неподвижным пилообразным гребенкам транспортеранакопителя 3 и за счет наконечников 5, самоцентрирующихся посредством пружин 30, беспрепятственно входят в отверстия трубной доски, установленной в держателе 9, и далее таким же образом входят в отверстия трубно |ДОски, установленной в держателе 10 1при этом нежелательный естественный провис труб предупреждается кронштей ном 13, в углубления которого входят наконечники 5 и ориентируют трубы относительно отверстий в трубной доске. После того как первый ряд тру собран в трубные доски, наконечники 5 удаляются из труб приспособлением 12. В конце рабочего хода каретки 14 стержень 21 проходит под упором 24, не изменяя своего положения. При воз врате назад каретки 14 стержень 21, взаимодействуя с упором 24, поворачи вается по часовой стрелке и поворачи вает жестко связанные с ним кулачок 20 и ось 18 в этом же направлении. При этом толкатели 19, закрепленные на оси 18, также поворачиваются по часовой стрелке, приподнимаясь над . рабочей ЗОНОЙ. В результате этого во время обратного хода каретки 14 толкатели 19 беспрепятственно проходят над трубами, находящимися в это время на транспортере-накопителе 3 по причине, например, заклинивания их при сборке. При возврате в исходное положение каретки 14 стержень 21 вза имодействует с упором 23, в результате чего ось 18 поворачивается против часовой стрелки, обеспечивая воз врат толкателей 19 в исходное положение перед сборкой. При этом если в процессе сборки по какой-либо причине труба (или несколько труб) оста нется незаведенной в трубные доски, то соответствующий ей толкатель 19 отбросится, встретив сопротивление, в нерабочее положение, В котором удерживается фиксатором 27, взаимодействующим с углублениями в кольце 26, неподвижно установленным на оси 18. В этом случае указанный толкатель 19 при возврате в исходное поло жение каретки 14, взаимодействуя со штангой 28, поворачивается в свое исходное положение на оси 18 перед сборкой труб в трубные доски.После того, как наконечники 5 удаляются из труб приспособлением 12, само приспособление 12 и транспортер-накопитель 3 при помощи своих приводов (не ;показаны) перемещаются в поперечном направлении на половину шага расположения труб в трубных досках, что вызвано шахматным расположением труб в трубных досках изделия. После этого процесс сборки труб в трубные доски повторяется. При этом кронштейн 13 применяется только при сборке первого ряда труб, а в дальнейшем, начиная со второго ряда, трубы каждого последующего ряда поддерживаются трубами предыдущего ряда. Таким образом, за счет независимого поворота каждого толкателя относительно оси и поворота оси совместно с толкателями, обеспечивается возможность при перегрузках выводить толкатели из рабочего в нерабочее положение, что повышает надежность работы устройства. Формула изобретения 1.Устройство для сборки трубчатых теплообменников, содержащее смонтированные на основании механизм подачи труб, механизм фиксации досок и механизм запрессовки труб в доски,выполненный в виде приводной каретки с расположенными на ней рядом толкателей, установленных на оси, и съемных цилиндрических наконечников с направляющими конусами, отличающееся тем, что, с целью повышения надежности работы, ось установлена с возможностью поворота относительно каретки, а каждый толкатель установлен с возможностью поворота относительно оси, при этом ось и каждый толкатель снабжены механизмами фиксации их углового положения. 2.Устройство по п. 1, о т л и чающееся тем, что, с целью повышения точности центрирования труб относительно досок, каждый наконечник снабжен выполненным на его цилиндрической поверхности буртом и лоскими пружинами, равномерно установленными на этой поверхности по обе стороны от бурта. Источники информации, ринятые во внимание при экспертизе 1. Патент Франции 2350168, л. В 23 Р 19/04, 19,78.
