Изобретение относится к промышлен ности строительных материалов, в частности к оборудованию производств кварцевого стекла. Известен тигель для вытягивания труб из расплава кварцевого стекла, включающий корпус, дюзу, формуки ий пуансон, калибр и съемный чехол t1. Недостатком тигля известной конст рукции является невозмох{иость с его помощью получения изделий с несколькими продольными отверстиями. Наиболее близким к изобретению по технической сущности является уст ройство для перетягивания блоков сте ла при получении изделия с нескольки ми продольными отверстиями, В1слпнающее тигель с корпусом, дюзой и (формующим пуансоном, проходящим через вы работочное отверстие о дюзе L2j. Этот тигель также позволяет получать изделия из кварцевого стекла лишь с одним осевым отверстием. Изделия с несколькими продольными отверстиями получают посредством дальнейшей длительной механической обработки вытянутых из расплава cTeicna стержней или полос: сверлением, шлифованием и полированием, причем в ходе этих процессов имеют место существенные потери обраПптмваемого материала, а полированная (микроабразивами) поверхность полученных каналов содержит сеть микротрецин, снижаю(дихмеханическую и лучевую прочность изделий . Целью изобретения является повышение производительности и улучшение качества изделий. Поставленная цель достигается тем, что устройство для перетягивания блоков cTetcna при получении изделия с несколькими продольными отверстиями включающее тигель с корпусом, дюзой и Лормующим пуансонои, проходящий через выработочное отоерстие в дюзе,
тигель снабжен по крайней мере одним дополнительным формукхцим пуансоном, а корпус тигля выполнен с расположен ным по оси цилиндрическим выступом с вертикальными сквозными отверстиями для установки Оормующих пуансонов, диаметр выступа равен диаметру осевого отверстия в перетягиваемом блоке стекла, а высота составляет высоты корпуса, причем концы формующих пуансонов отстоят от нижней поверхности дюзы на 1/t-l/7 высоты корпуса тигля„
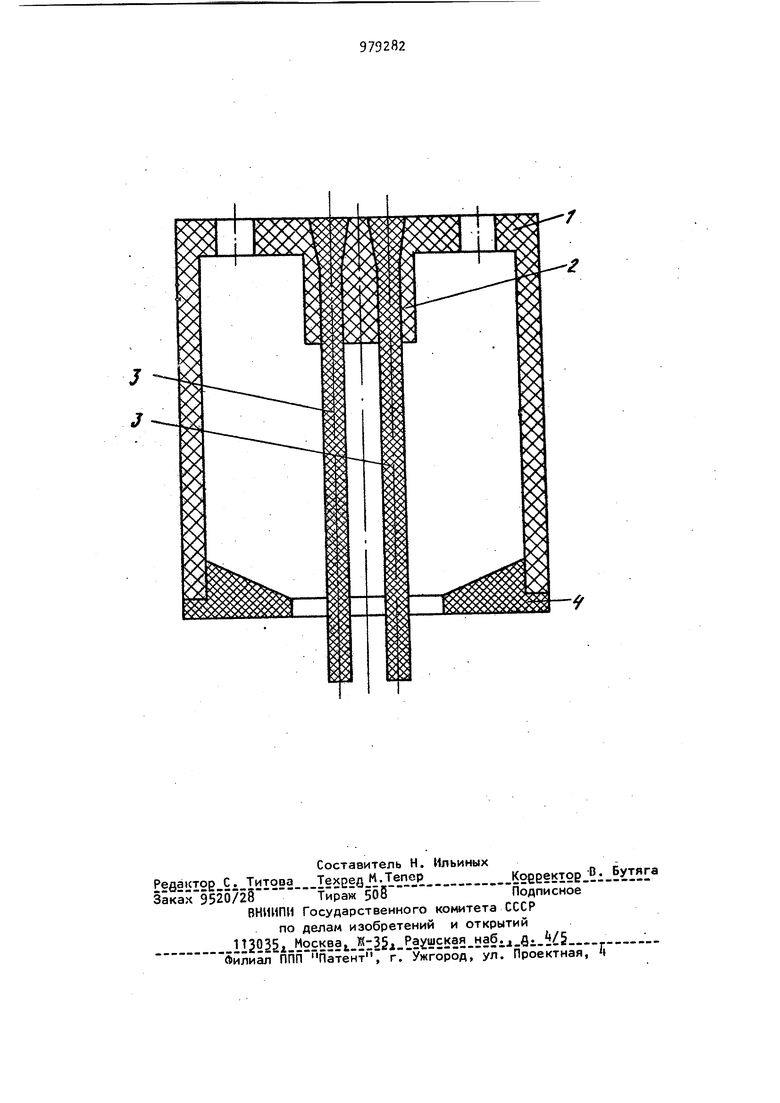
На чертеже показано устройство в разрезе..
Тигель содер)чит корпус 1 с осевым цилиндрическим выступом 2, формукхдие пуансоны 3 и дюзу . Жесткое закрепление формующих пуансонов в осевом цилиндрическом корпусе достигается тем, что верхние части пуансонов и соответствующие отверстия в указанной части корпуса выполнены коническими.
Вязкий расплав стекла вытекает рев номерно через все пространство между дюзой и пуансонами и с помощью обычного тянульного устройства формуется в изделие с заданными формой и -количеством отверстий,
Высота выступа в пределах 1/t-1/5 высоты корпуса обеспечивает жесткое закрепление формующих пуансонов и надежное удерживание блока стекла с соответствующим осевым отверстием при его помещении в тигель. Меньшая высота выступа не позволит жестко закрепить формующие пуансоньь При большей высоте выступа расплав стекла может не успеть полностью затечь в пространство между стержнями, и изделие заданного профиля не будет получено.
Длина нижних частей Формующих пуансонов, выступающих.,ИЗ тигля, в пределах высоты корпуса тигля в зависимости от режима охлаждения вытягиваемого стеклянного изделия в зоне формования, обеспечивает оптимальный ход процесса. При меньшей, чем 1/7 высоты корпуса тигля, длине выступающих из тигля частей лормующих пуансонов не обеспечиваются заданние форма и размеры продольных отверстий в стеклянном изделии. Выбор большей, чем Vt высоты корпуса, длины указанных частей формующих пуансонов приводит к резкому увеличению трения вытягиваемого изделия о поверхность формуюи1их стержней и иару4Вению-нормального хода процесса вытягивания, вынужденному его прекращению.
Применение указанного устройства позволяет сократить затраты на изготовление изделий с двумя или несколькими лродольными отверстиями, используемым, например, п лазерной технике, не менее, чем в 3 раза, и повысить их качество.
Формула изобретения
Устройство для перетягивания блоков стекла при получении изделия с несколькими продольными отверстиями, включающее тигель с корпусом, дюзой и формующим пуансоном, проходящим через выработочное отверстие, в дюзе, Отличающееся тем, что, с целью повышение производительности и улучшениякачества изделий, тигель снабу ен по крайней мере одним дополнительным формующим пуансоном, а корпус тигля выполнен с расположенным по оси цилиндрическим выступом с вертикальными сквозными отверстия ли для установки формующих пуансонов, диаметр выступа равен диаметру осевого отверстия в перетягиваемом блоке стекла, а высота составляет высоты корпуса, причем концы формующих пуансонов отстоят от нижней поверхности дюзы на 1/|-1/7 высоты корпуса тигля.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 360322, 1сл. С 03 8 5/П8, 197П.
2.Дементьева А.И. Исследование разрушения поверхностного слоя кварце вого стекла при механической обработке. Отчет ГНИЙ кварцевого стекла
№ 173(0), индекс И 88, Л., 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Способ вытягивания труб из расплава стекла | 1981 |
|
SU975595A1 |
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| Тигель для выработки труб из кварцевого стекла | 1983 |
|
SU1105480A2 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Тигель для получения труб и стержней из высококремнеземистых и кварцевых стекол | 1982 |
|
SU1020382A1 |
| Устройство для вытягивания труб из кварцевого стекла | 1987 |
|
SU1460047A1 |
| Тигель для получения калиброванных кварцевых труб | 1981 |
|
SU962220A2 |
| Тигель для вытягивания фасонныхТРуб из КВАРцЕВОгО СТЕКлА | 1977 |
|
SU821414A1 |