Известны уже станки, предназначенные аля приготовления цил:индрическмх образцов из xepiaoB и кусков горных норо;;Однако недостатко м этих стадаков является необхоанмость в нлоСК1ИХ и парал.чельных торцах зажимаемого образца, а т;гкже необхояи мость во вращаюинихся iiG,iyo:.Hx, чувствительных к пыли и перекосам, прнчбм, еслн в процессе обр.аботки час-;ь зерен образца нод держатеЛЯЛ1И осыпется, то зажатие образца неизбежно нарушится.
В предлагаелЮМ стагп-се указанные недостатк устра нены тем, что держатель с помоии ю ноднружинснных гребенок позволяет раср.олоЖНТ1) образец обрабатываемой породы на .чюбом рассто:)1Н1Ии от центра абразива с целью выбора онтимальной екороспи обработки под любым углом к р адиусу абразивного диска; при этом к образцу (прижатому к абраз иву не жестко) нриложепы две составляюнтие движения абразива: Одна еоетавляющая катпт образец oтпoe.итe.lьнo ;|б азнва и дробит его с повер хнсстн, другая еоставляюпдая-истцрает его.
ТакиЛ , станок обеспечивает возможность обработки цилиндрической HOBepxHociH сце меНТ1Ирован1тых образцов и образцов, имеюнш-гх грубо обработанные торцовые поверхпост.
Пыль и перекосы, вызываемые. иенрпв1 лышй формой заготовк образца, ие иренятетзуют нор.лгальной работе, а закрепление образца не иаруи1ается.
Наконец, аистема простых приснособлепий стайка позволяет одиовреманно о-брабатьн.ать несколько (например шесть) образцов разл1ичцых пород.
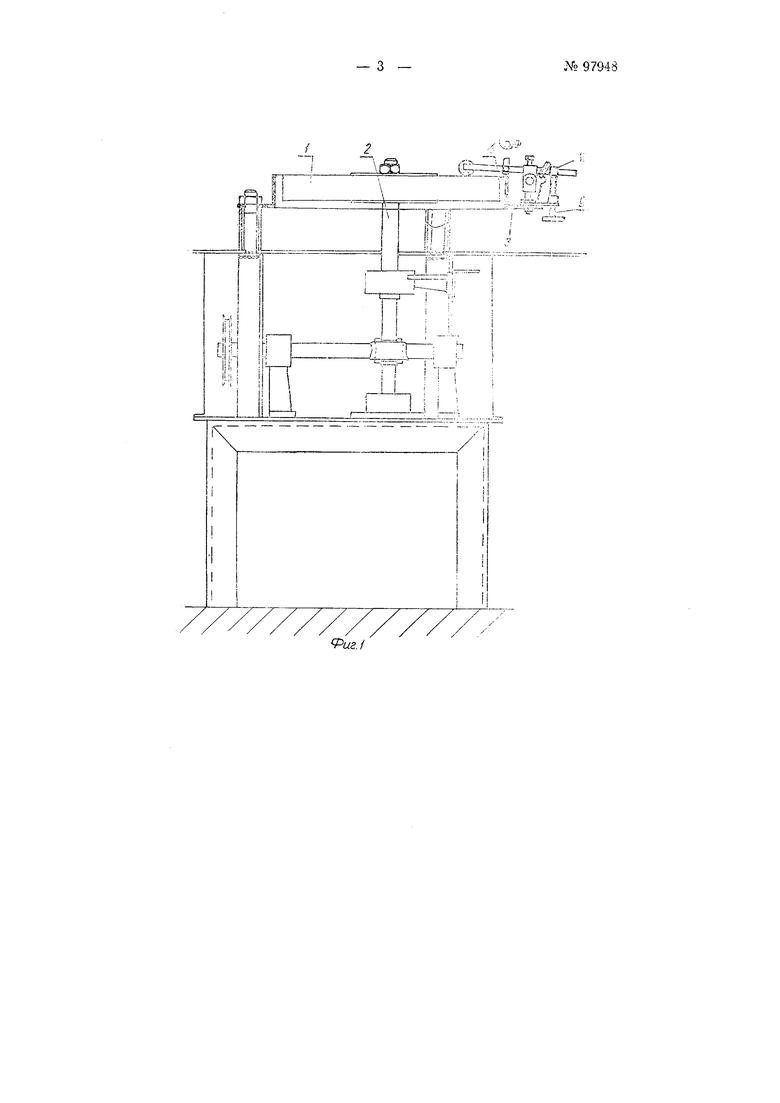
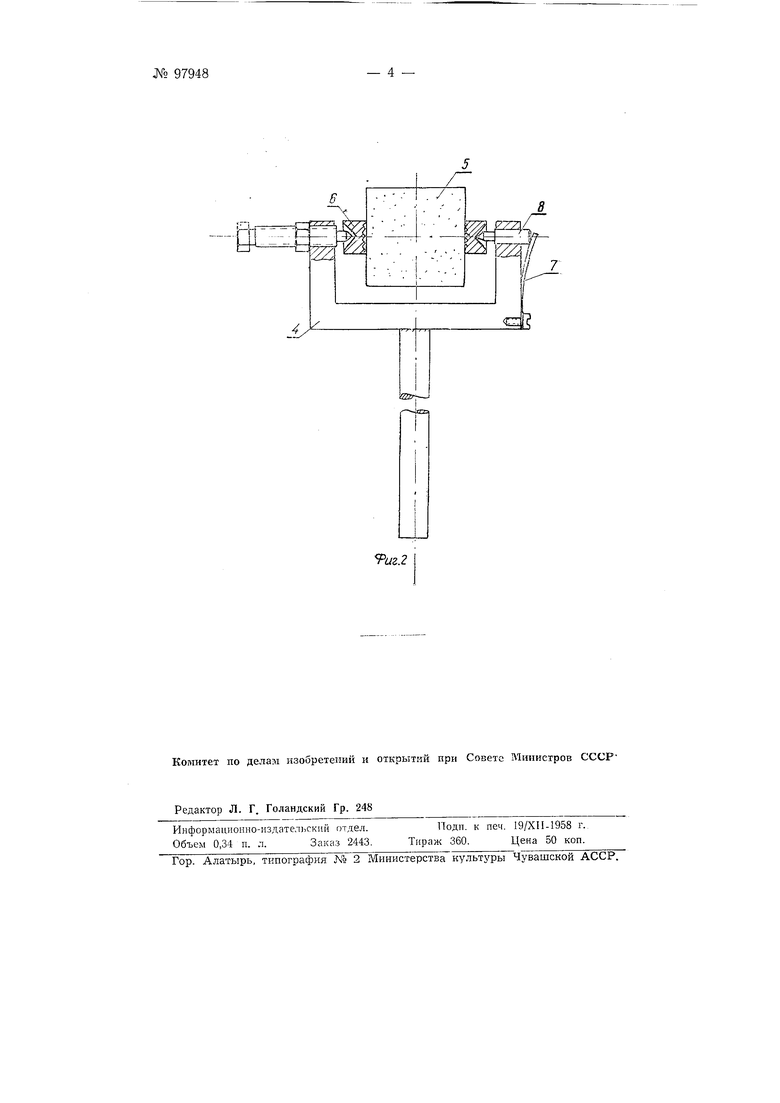
На фиг. 1 показана схелта предлагаемого станка, па фиг. 2-установка обрабатываемого изделия.
Станок имеет карборуидовый диск / на зертикально-м валу 2 и стойки 3 с держателями кернов 4. Обрабатываемый образец ,5, ;ко:торому предварительно грубо придана форма цил.индра, удерживается в держателе 4 с по|мои1.ью гребенок 6, прижимаемых к образцу пружиной 7,
JVo 97948- /. -
воздействующей на полуось о . Ось образца раслоложена под углом от О до 45° к радиусу карборундового диска /. Последний своей торцовой поверхностью обрабатывает и вращает образец.
Образец прижимается к карборундовому диску с помощью регулятора подачи 9, имеющего резиновую прокладку 10, которая воспр HHiMaCT возможные удары в начале обработки и этим предотвращает смещение образца отпосительно гребепок.
При обработке торцов образца последпий прижимается к карборупдово1Му диску под действием своего веса и веса держателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Способ изготовления фольг и микрошлифов и устройство для изготовления фольг и микрошлифов | 1980 |
|
SU928188A1 |
| Инструментальная головка | 1977 |
|
SU738794A1 |
| Станок для выбивания и расчесывания кистей | 1941 |
|
SU66293A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Способ абразивной обработки и станок для его осуществления | 1989 |
|
SU1701486A1 |
| Способ осуществления продольной подачи суппорта токарного станка | 1937 |
|
SU59127A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2071414C1 |
Станок для обработки кернов торцовой поверхпостью щлифовального круга, отличающийся там, что, с целью обеспечения возможности обработк1И цилиндрической поверхности -слабо сцементирозанных образцов и образцов, имеющих грубо обработанные торцовые поверхности, держатели, в которых закрепляются указанные образцы при обработке на станке, снабжены гребенками, прижимаемыми к образцу пружиной, воздействующей на одну из двух полуосей, вокруг центров которых вращаются гребенки с закрепленным1и здежду ними образцами.
(
i-..-.-;,-J,;-.5.;
j H K- r С - / 5 -i r n., n /:
