1
Изобретение относится к прокатному производству. Наиболее эффективно оно может быть использовано в чистовых группах высокоскоростных проволочных станов.
Наиболее близким техническим решением к изобретению является прокатный стан для прокатки профилей особо малого сечения, включающий расположенные последовательно клети с горизонтальными и вертикальными консольными
.валками и установленные перед ними направляющие роликовые проводки с
. приводными роликами Г 1 j .
Недостаток известной конструкции прокатного стана состоит в том, что недежность передачи прокатываемых профилей из клети в клеть уменьшается силовым сопротивлением, оказываемым полосе при входе в направляющие проводки утолщенного переднего конца проката.
Указанный стан характеризуется не- V достаточной долговечностью роликов направляющей проводки КЗ-за малого диаметра роликов, что обуславливает большую скорость вращения и недостаточную долговечность и грузоподъемность подшипников ролика вследствие стесненных габаритов для их установки.
Кроме того, быстрый износ подшипп - : (О ков, на которые опираются ролики, обусловлен их расположением в зоне интенсивного отрицательного влияния окалины и охлаждающей воды.
Целью изобретения является повыше- t5 ние устойчивости профилей при их передаче между клетями за счет максимал ного приближения роликов проводок к очагу деформации.
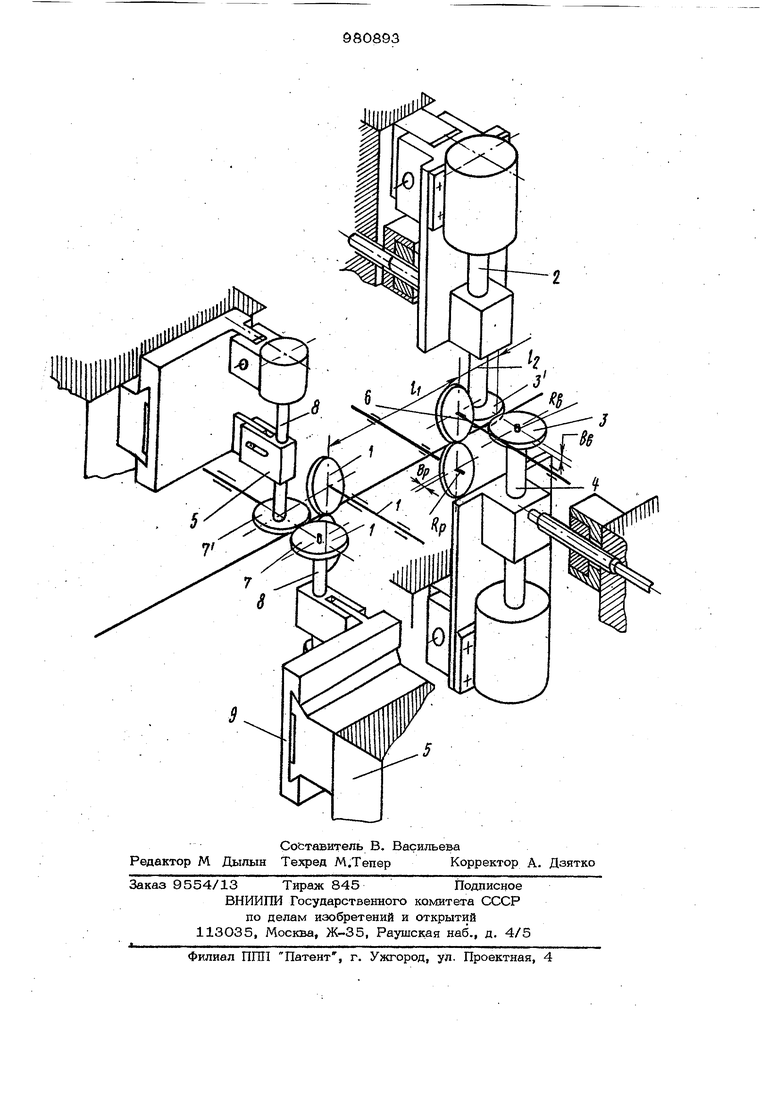
Указанная цель достигается тем, что 20 в прокатном стане для прокатки профилей особо малого сечения, включающем расположенные последовательно клети с горизонтальными и вертикальными консольными валками и установленные перед ними направляющие роликовые проводки, последние установлены консольно на своих приводных валах, расположенных перпендикулярно оси прокатки, причем плоскость вращения роликов проводок перпендикулярна плоскости вращения прокатных валков последующей клети. Кроме того, расстояние между осям . приводных роликов проводки и валками . последующей прокатной клети равно VRBBp-B /4, где RP и R - радиусы роликов проводки и валков клети; В р и 5 - ширина роликов проводки и валков клети; g - расстояние между ролика ми проводки и валками клети. Диаметры роликов проводки составля ют ,8 диаметров валков последующей клети. В результате этого происходит .. продольный изгиб профиля в межклетевом промежутке и его застревание. Такое конструктивное вьшолнение стана позволяет повысить надежность передачи полосы из клети в клеть, осуществить прокатку профилей особо малого сечения и увеличить долговечнос работы приводной направляющей проводки. Повыщение надежности передачи проката из клети вклеть обеспечивает использование направляющей проводки с приводными роликами. Количество застр ваний проката при входе в ролики проводки уменьщается, так как приводные ролики обретают способность захват ; полосы за счет сил контактного трения Кроме того, за счет этих же сил трени улучшается продольная устойчивость прокатываемой полосы при заходе ее в рабочие валки, так как протяженность участка неустойчивости сокращается до величины, равной расстоянию от роликов проводки до рабочих валков. Это позволяет осуществлять прокатку профилей особо малых сечений. Увеличение долговечности роликов напр ляющей проводки достигается за счет увели чения их диаметра, которое оказалось возможным вследствие того, что рабочие валки заходят в зев роликов проводки. Для пояснения изобретенияниже приводится конкретный пример его выполнения. На чертеже изображен прокатный стан с двумя рабочими клетями. Прокатный стан состоит из чередующихся горизонтальной 1 и вертикальной 2 клетей с валками 3, установленными консольно на несущих приводных валках 4, направляющих роликовых проводок 5 и 6, расположенных перед каждой клетью. Каждая направляющая роликовая проводка вьшолнена с консольно расположенными роликами 7 приводные вальт 8 которых размещены в плоскости, перпендикулярной оси прокатки, при этом плоскость вращения роликов, перпендикучк лярна плоскости вращения рабочих валков последующей клети и лежит на оси прокатки. Направляющие роликовые проводки снабжены устройствами 9 для перемещения в направлении оси прокатки. Расстояние между роликами проводки и рабочими валками, равное Р,, и вьфажаемое формулой, достигнуто, за счет введения зева роликов проводки в зев рабочих валков, при этом диаметр роликов увеличен приблизительно до диаметра рабочих валков и находится в пределах, указанных в соотнощёнии 1-0,8. Стан работает следующим образом. Вначале. прокатьшаемый профиль подается в приводную направляющую роликовую проводку 5, установленную перед клетью 1. За счет контактных сил трения между роликами проводки и передаваемой полосой последний легко заходит в проводку И с силой, равной указанным контактным силам трения, задается в в рабочие валки клети 1, где профиль обжимается и поступает в роликовую проводку 6, передающую его в рабочую клеть 2. Расстояние между роликами проводки с помощью известного подпружиненного механизма устанавливается такое, чтобы ролики с полосой имели постоянный контакт. Приближение роликов направляющей проводки на расстояние „ к рабочим валкам достигается одноручье- вым исполнением ролшюв и рабочих валков. При смене валков рабочей клети или роликов проводки суппорты 9, несущие проводки, отодвигаются по их направляющим в удобное для обслуживания место, при этом улучщается доступ и к рабочим валкам. Прокатный стан обеспечивает более надежную передачу прокатываемой полосы из клети в клеть, в результате чего уменьшается число недокатов и сокраща . ются простои, вызванные устранением последствий застреваний полосы. Кроме того, стан позволяет ocymecT влять прокатку более тонких :сечений полос, что обеспечивает дополнительный экономический эффект за счет увеличени длины товарного проката, например обвязочной проволоки при минимальных за тратах, и увеличить производительность стана за счет сокращения простоев в результате большего срока службы роликов направляющих проводок. Стан наи больший технико-экономический эффект дает при использовании его в качестве чистового стана, предназначенного для горячей прокатки профилей особо малых сечений, когда продольная устойчивость полосы настолько мала, что сопротивление неприводных роликов проводок ока- зьшается непреодолимым. Экономический эффект в расчете на высокоскоростной проволочный стан производительностью 1,4 млн/ т/год составляет 9,66 млн. руб./год. Ф о р мула изобретения 1. Прокатный стан для прокатки профилей особо малого сечения, содержащий расположенные последовательно клети с консольными валками и установленными перед ними направляющие роликовые проводки с приводными роликами, отличающийся тем. что, с целью повышения устойчивости профилей при их передаче между клетями за счет максимальйого приближения роликов проводок к очагу деформации, ролики установлены консольно на своих приводных валах, расположенных перпендикулярно оси прокатки, причем плоскость вращения роликов проводок перпендикулярна плоскости вращения прокатных валков последующей клети. 2. Стан ПОП.1, отличающнйс я тем, ЧТО; расстояние между осями приводных роликов проводки и валками последующей прокатной клети равно -- Р Б в - дЪр-Ьр 4, где RP J5 Rj4 - радиусы роликов проводки и валков клети; Зр Вл ширина роликов проводки и валков клети; P,j - расстояние между роликами проводки и валками клети. 3. Стан по П.1, отличающийся тем, что диаметры родиков проводки составляют 1-О,8 диаметра валков последующей клети. Источники информации, .принятые во внимание при экспертизе 1 Патент ГДР № 138141, кл. 7 а, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Приспособление к прокатному стану для сворачивания в бунты тонких полос при выходе их из валков | 1937 |
|
SU55117A1 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |