Lb
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической сварки пенополистироловых моделей отливок со стояком | 1988 |
|
SU1572738A1 |
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
| Литниково-питающая система для выплавляемых модельных блоков | 1987 |
|
SU1614888A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Установка для укладки арматурных стержней в упоры поддона | 1982 |
|
SU1071727A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
УСТАНОВКА ДЛЯ СБОРКИ МОДЕЛЬНЫХ БЛОКОВ, содержащая размещенные на основании механизм крепления стояка и устройства электронагрева и подачи моделей к стояку, снабженные приводами, отличающаяся тем, что, с целью повышения производительности сборки блоков, установки снабжена закрепленным на основании механизмом, обеспечивающим взаимодействие устройств элек :тронагрева и подачи моделей к стояку и выполненным в виде шарнирно связанной системы рычагов, а также установленными на устройстве подачи моделей и системе рычагов упорами с направляющими для автоматического управления устройством электронагрева.
ел
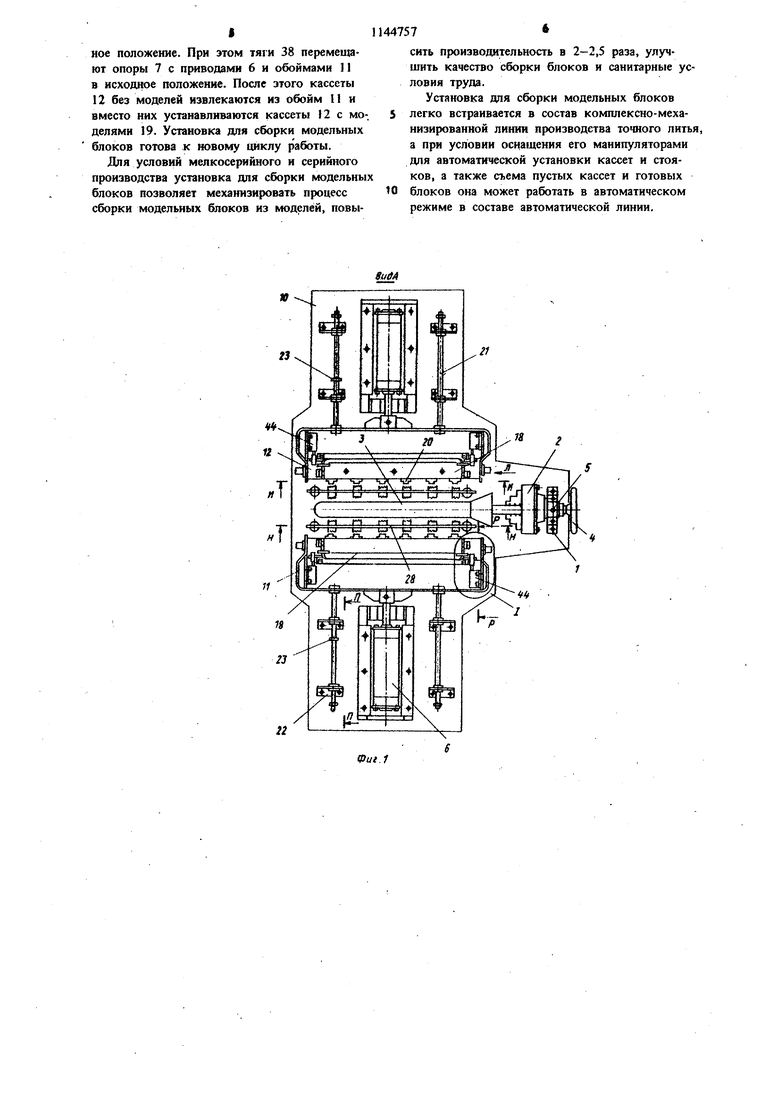
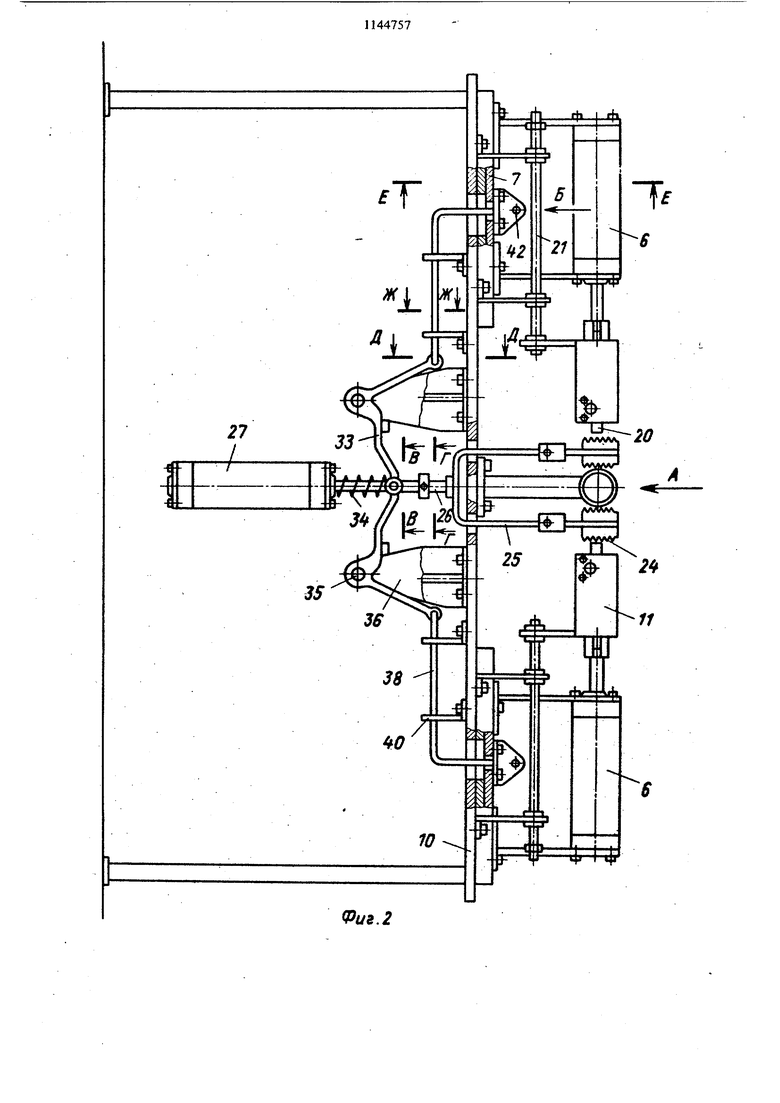
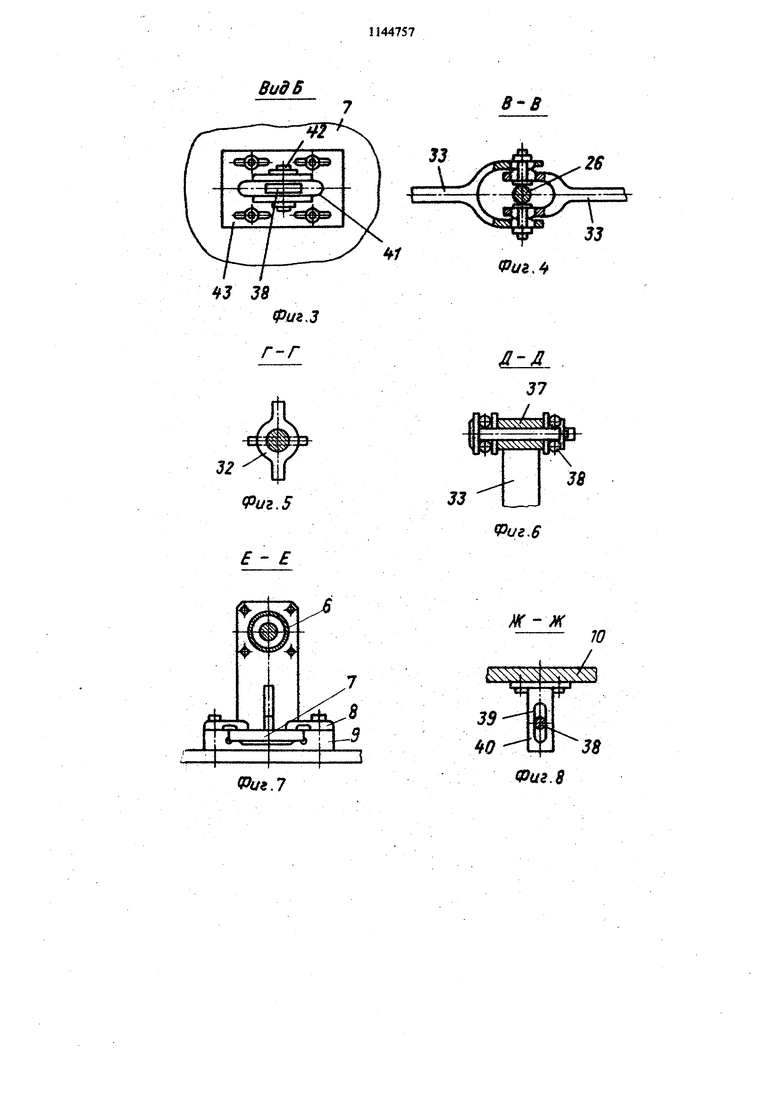
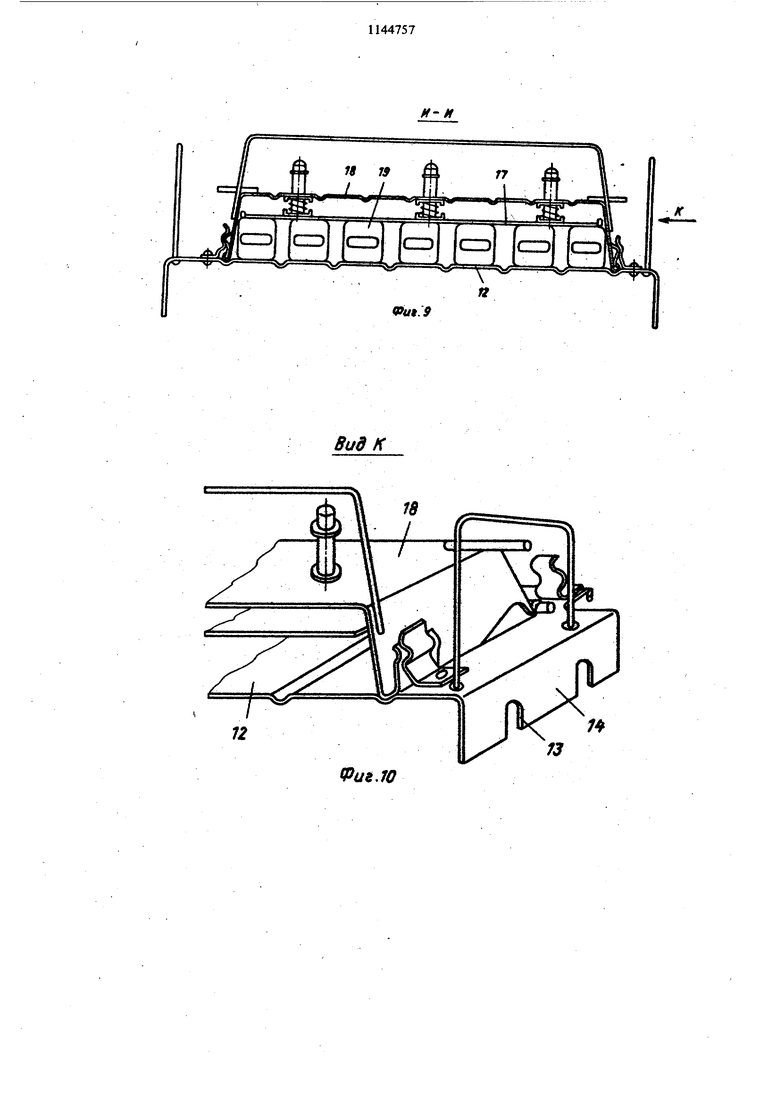
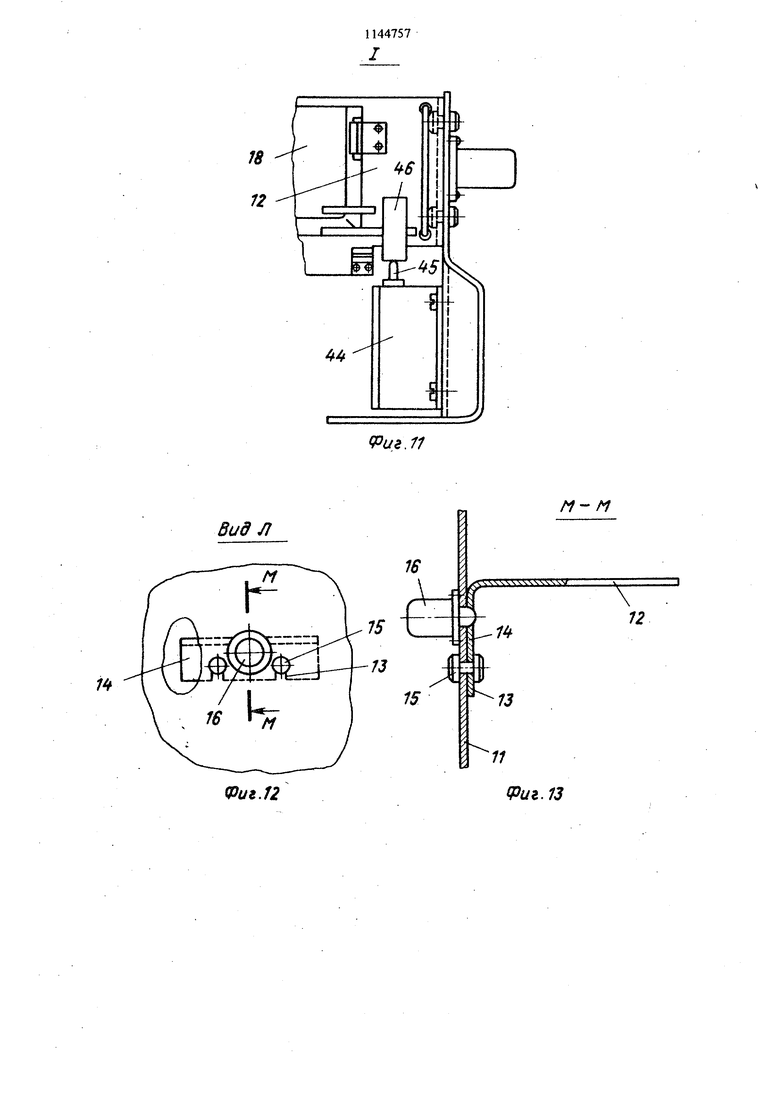
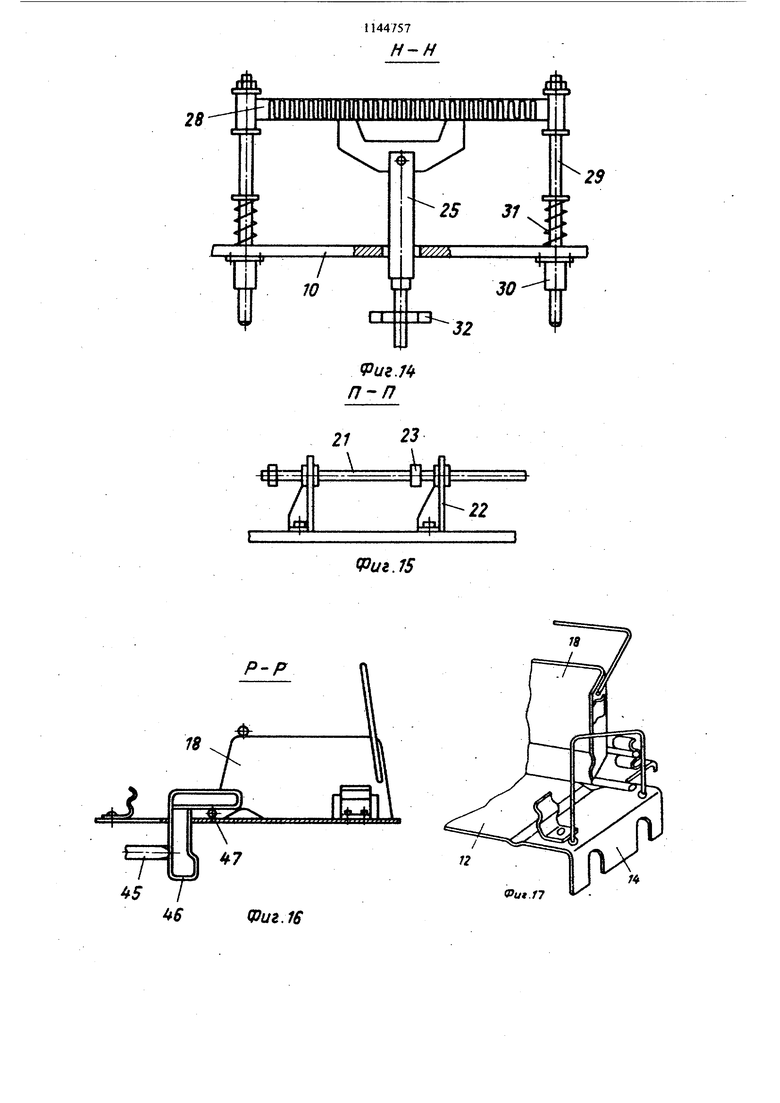
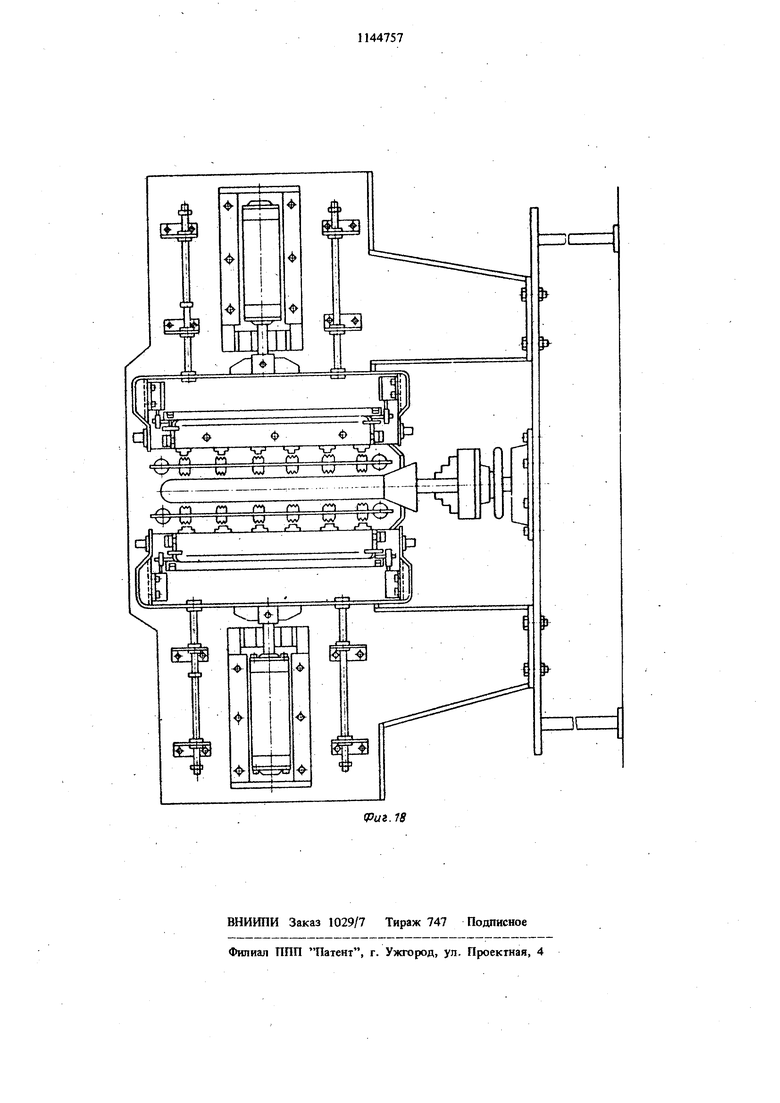
М Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям, и может быть использовано при сборке модельных блоков. Известен способ согласно которому припаиванне моделей деталей к модели литниковой системы в условиях мелкосерийного производства обычно производится вручную при помощи подогретого лезвия ножа или паяльника {1 Однако данный способ не обеспечивает вьгсо кой производительности из-за высоких затрат ручного труда. Известна установка для сборки модельных блоков, включающая устройство для закрепления и поворота стояка в горизонтальной плоскости. Модели в количестве 4-16 иЬук набираются в cMeifflyio кассету с фиксирующим элементом так чтобы питатели моделей находились в одной плос кости и выступали из кассеты, после этого вручную окунают питатели в ванночку с жидким модельным составом и прижимают все питатели моделей к стояку одновременно 2. Однако в данной установке кассета является ручным приспособлением, используемым дл ручной сборки блоков. Кроме того, нанесение модельного состава только на питатели моделей не обеспечивает высокого качества сборки блоков. Наиболее близкой к изобретению по технич кой cyuyiocTH и достигаемому результату является установка для сборки модельных блоков, содержащая размещенные на основании механизм крепления стояка и устройства злектронагрева и подачи моделей к стояку, снабженные приводами {3. Однако известная установка характеризуется тем, что при большой номенклатуре и небольшой серийности моделей, характерных для мелкосерийного производства, необходимо производить частую смену наконечника, выполненного по форме модели, а наличие четырех пневмоприводов усложняет управление установкой. Модели поодиночке вручную устанавливают в сменный наконечник перед при пайкой, что требует значительных затрат ручного труда. Механизировано лишь перемешивание рабочей головки пресса со сменным наконечником и нагревателем относительно стояка по трем координатам с помощью четырех приводов. Вследствие этого -снижается производительност процесса сборки блоков. Цель изобретения - повышение производительности сборки блоков. Поставленная цель достигается тем, что уст новка для сборки модельных блоков, содержащая размещенные на основании механизм крепления стояка и устройства злектронагрева 71 и подачи моделей к стояку, снабженные, приводами, дополнительно снабжены закрепленным на основании механизмом, обеспечивающим взаимодействие устройств электронагрева и подачи моделей к стояку и выполненным в виде щарнирно связанной системы рычагов, а также установле1шыми на устройстве подачи моделей и системе рычагов упорами с направляющими для автоматического управления устройством злектронагрева. На фиг. 1 изображен вид А на фиг. 2; на фиг. 2 - установка, поперечный разрез; на фиг. 3 - вид Б, на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 2; на фиг. 8 - разрез Ж-Ж на фиг. 2; на фиг. 9 разрез И-И на фиг. 1; на фиг. 10 - вид К на фиг. 9; на фиг. П - узел I на фиг, I; на фиг. 12 - вид Л на фиг. 1; на фиг. 13 - разрез М-М на фиг. 12; на фиг. 14 - разрез Н-Н на фиг. 1; на фиг. 15-, разрез П-П на фиг. 1; на фиг. 16 - разрез Р-Р на фиг. 1; на фиг. 17 - кассета в раскрытом положении; на фиг. 18 - вариант применения установки. Установка для сборки модельнь1х блоков содержит механизм крепления стояка, механизм крепления моделей, устройство подачи моделей к стояку и устройство электронагрева. Механизм крепления стояка состоит из бабки 1 с пневмопатроном 2, в котором закреплен стояк 3, привода поворота стояка, выполненного в виде маховика 4 и фиксирующего устройства 5 угла поворота стояка. Устройство подачи моделей выполнено в виде двух симметрично размещенных относительно стояка 3 приводов 6 установленных перпендикулярно продольной оси стояка 3, каждый из приводов 6 смонтирован на опоре 7, установленной с возможностью перемещения в направляющих 8 и 9 основания 10 (фиг.7). На конце штока каждого привода 6 смонтирована обойма И, в которой размещен механизм крепления моделей. Механизм крепления моделей выполнен в виде c :eннoй кассеты 12, установленной в обойме 11 посредством четырех натравляющих пазов 13 (фиг. 10), вьшолненкмх на обоях боковых стенках 14 кассеты 12, на чешрех центрирующих штырях 15, расположенных на вн)ггренних сторонах стенок обойкгы 11 (фиг. 12 и 13). Кассета 12 зафиксирована посредством двух подпружиненных шариковых фиксаторов 16, размешенных на наружной стороне стенок обоймы 11 и контактирующих с боковыми лтенками 14 кассеты 12 (фиг. 13). На верхней плоскости панели кассеты 12 размещен зажимный механизм в виде подпружиненной планки 17, смонтированной на откидной кры ке 18, шарнирно закрепленной на панели кас сеты 12 (фиг. 9 и 10). Зажнмной механизм кассеты 12 обеспечива ет фиксированное положение моделей 19 перед припайкой, т.е. питатели 20 по высоте установлены на одну величину и размещены в плоскости параллельной продольной оси стояка. Обойма 11 устройства подачи моделей к стояку снабжена двумя направляющими штан гами 21, установленными с возможностью пе ремещения в кронштейнах 22, закрепленных основанни 10 (фиг. 1 и 15). На одной из направляющих штанг 21 закреплен упор 23, взаимодействующий при перемещении с бесконтактным конечным выключателем (не показан), служащим для замыкания злектроцепи и подачи электропитания на оба нагрева теля 24. Электронагреватели 24 размещены по обе стороны стояка 3 параллельно его продольно оси и смонтированы на П-образной скобе 25 закрепленной на штоке 26 привода 27 подачи нагревателей (фиг. 1). Каждый злектронагреватель 24 снабжен опорной планкой 28 с двумя направляющими 29, установленными с возможностью перемещения в центрирующих втулках 30, закрепленных на основании 10. Направляющие 29 подпружинены относительно основания посредством пружин 31. На штоке 26 жестко закреплен упор 32 (фиг. 14 своими выступами взаимодействующий при перемещении на два ширнирно соеданенных двуплечих рычага 33, поджатых пружиной 34 относительно корпуса привода 27 (фиг. 1 и 4), Упор 32 установлен с возможностью взаимодействия при ходе штока с бесконтакт ным конечным выключателем (не показан), снимающим электропитание с обоих злектронагревателей 24. Шарнирно связанные рычаги 33 установлены с возможностью поворота на осях 35 кронштейнов 36, укрепленных на основании 10 (фиг. 1). На конце каждого рычага 33 установлена ось 37, на которой шарнирно закреплена тяга 38 (фиг. 1 и 6), проходящая через прорезь 39 кронштейна 40 жестко скрепленного с основанием 10, а про резь 41 основания 10 шарнирно соедт1ена с осью 42 кронштейна 43 (фиг. 1, 3 и 8), , жестко укрепленного на опоре 7. Таким образом, кинематическая связь рычагов 33 с обоймами 11 и кассетами 12 осуществлена посредством тяги 38, кронштейна 43 и опоры 7. .Для освобождения моделей 19 от крепления их в кассете 12 поела припайки предусмотрены электромагниты 44, посредством вы движных Штоков 45 контактирующие с упорами 46, закрепленными на осях 47 откидной крышки 18 кассеты 12 (фиг. 11 и 16). Установка работает следующим образом. В пневмопатроне 2 бабки 1 устанавливают и закрепляют хвостовую часть стояка 3. Скомплектованные модели 19 на позиции комплектащш кассеты 12 устги авливан тся в обойму 11 на центрирующие штри 15 и фиксируются фиксаторами 16, Затем подается сжатый вбздух в привод 27 и зяектронагреватели 24 вводятся в рабочую зону, устанавливаясь параллельно продольной оси стояка 3. После установки зяектронагревателей в рабочей зоне подают воздух в оба привода 6, иггоки которых вместе с обоймами 11 перемещаются также в рабочую зону, при этом упоры 23, размещенные на левых направляющих штанг 21, в конце хода воздействуют на бесконтактные конечные выключатели, которые подают электропитание на нагреватели 24. Нагревателями 24 производится одновременное подплавление питателей 20 моделей 19 и ответных мест их припайке на стояке 3. После нодплавления приводом 27 производится отвод нагревателей 24 в исходное положение, при этом от упора 32 срабатывает бесконта ст ный конечный выключатель, который снимает электропитание с нагревателей 24 и включает реле времени. Одновременно своими выступами упор 32 перемещает рычаги 33, а вместе с ними посредством тяг 38 и кронштейнов 43 опоры 7 с приводами 6 к стояку 3, преодолевая взаимодействие пружины 34. При этом подплавленные питатели 20 моделей 19 прижимаются к подплавленным местам на стояке 3 и происходит припайка моделей 19 к стояку 3. После некоторой выдержки, необходимой для надежного припаивания моделей 19 к стояку 3, подается элекгтропитание на электромагниты 44, вьздвигаются штоки 45 и нажимают на упоры 46, в результате чего крышка 18 кассеты 12 откидывается вверх, освобождая модели 19 от крепления их в кассете. После зтого подачей сжатого воздуха в -приводы 6 производится отвод обойм .11 от стояка 3. Маховиком 4 производится поворот стояка 3 вокруг оси на необходимый угол и фиксация его в зтом положении устройством для фиксации 5. После этого производится подача сжатого воздуха в привод 27 и нагреватели 24 перемещаются в рабочую зо; ну. Питание с электромагнитов 44 снимается упором 23 при перемещении направляющей штанги 21 во время отвода приводов 6 от стояка 3. При перемещении электронагревателей 24 в рабочую зону упор 32, закрепленный на штоке 26, освобождает рычаги 33 и они под действием прутюшы 34 возвращаются в исход-г
I1
ное положение. При этом тяги 38 перемещают опоры 7 с приводами 6 и обоймами 11 в исходное положение. После этого кассеты 12 без моделей извлекаются из обойм 11 и вместо них устанавливаются кассеты 12 с мо-. делями 19. Установка для сборки модельных блоков готова к новому циклу работы.
Для условий мелкосерийного и серийного производства установка для сборки модельных блоков позволяет механизировать процесс сборки модельных блоков из моделей, повы144757
сить производительность в 2-2,5 раза, улучшить качество сборки блоков и санитарные условия труда.
Установка для сборки модельных блоков 5 легко встранвается в состав комплексно-механизированной линии производства точного литья а при условии оснащения его манипуляторами для автоматической установки кассет и стояков, а также съема пустых кассет и готовых 10 блоков она может работать в автоматическом режиме в составе автоматической линии.
В ид Б
8-В
33
(раг.З Г-Г
38
33
иг.6
Ж - Ж
Ю
39 0
38
(.7
Фиг. В
Вид К
18
12 Вид Л
74
иг.Г2
fPui.11
(Риг. 13 М- М
21 23
fPuiJ
22
PP
5
fPuz.lS Ч 4j / л г лл S- W W W W f ГЛ т;; тц) сз с; г ,-% г-Ч
(Pi/a. 7if с; ггт.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье по выплавляемым моделям | |||
| Под редакцией И | |||
| Я | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Машиностроение, 1971, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
