О
о а
о
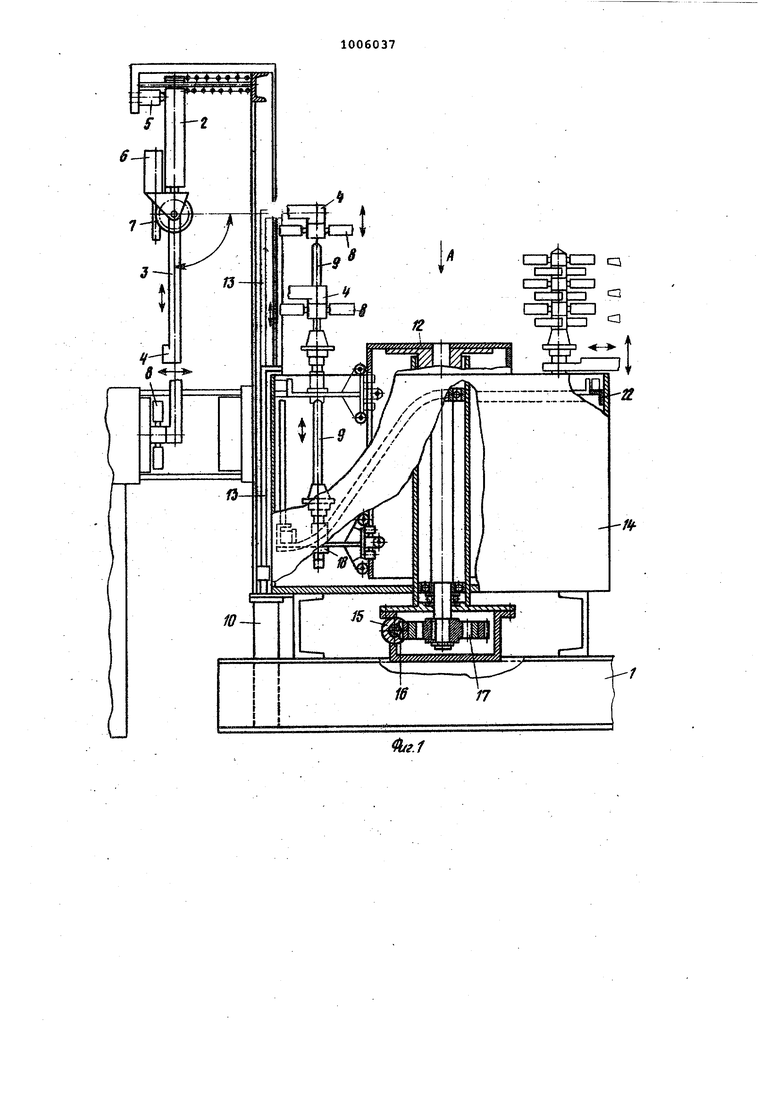
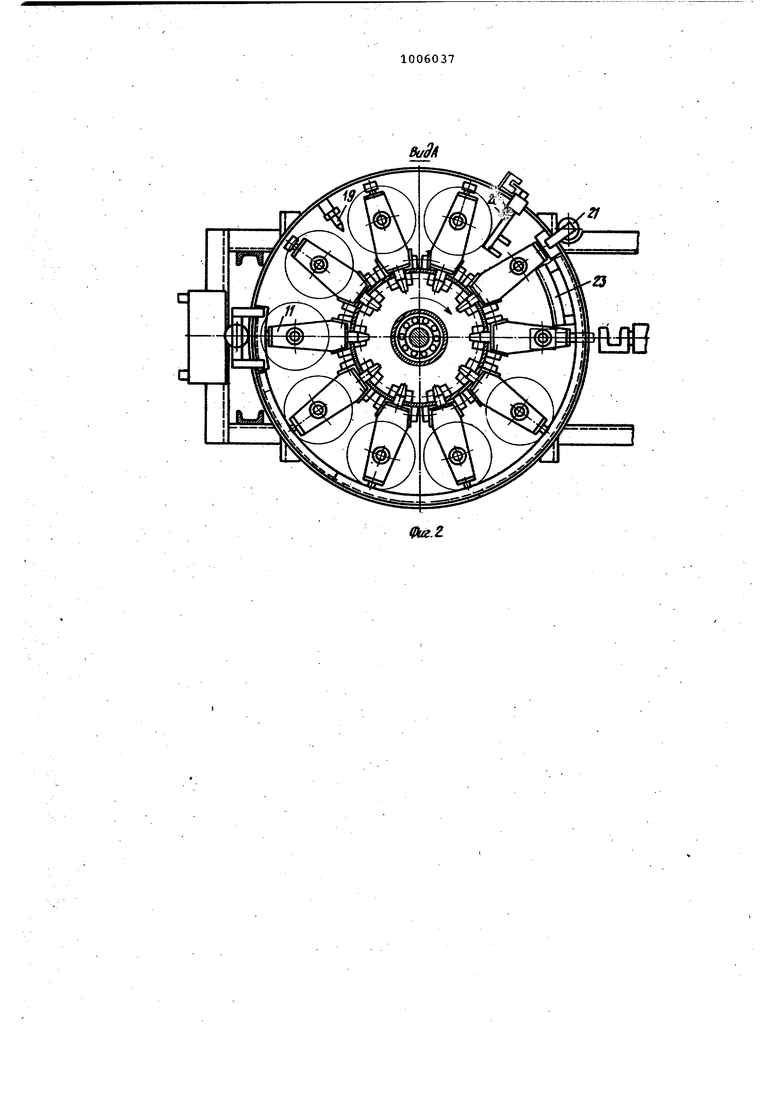
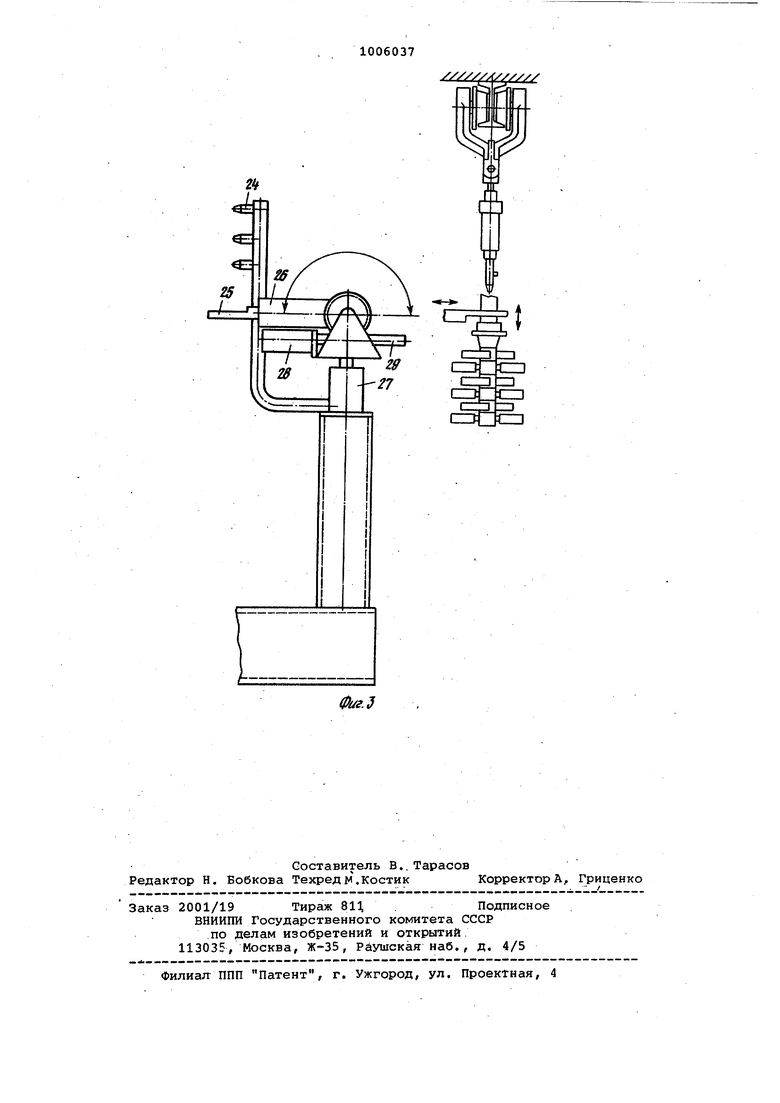
САд Изобретение относится к литейному производству и может быть использовано для сборки модельных зве ев в блоки, охлаждения модельного блока-и навешивания его на контейне при производстве литья по выплавляемым моделям. Известна автоматическая линия изготовления форм по выплавляемым моделям, содержащая установленные в технологической последовательноети ванну обмазки, манипулятор для закрепления, съема, передачи и уста новки блоков, и конвейерное съемное устройство Ci. Наиболее близким к изобретению потехнической сущности и достигаемому результату является устройств для изготовления моделей, состоящее из механизма захвата для передачи и установки звеньев блока на стояки и ротора сборки с каретками перемещения по копирам в ванне для охлаждения звеньев 2, Цель изобретения - автоматизация сборки звеньев в блок. Для достижения поставленной цели в устройстве,содержащем установленные в технологической последователь ности механизм захвата для передачи и установки звеньев блока на стояки ротор сборки с каретками перемещения по копирай в ванне для охлаждения звеньев, ротор сборки снабжен механизмом ориентации звеньев, следящим механизмом наполнения и захва том для съема блоков с ротора и навешивания их на подвеску конвейера, выполненным в виде вилки, при этом механизм захвата для передачи и установки звеньев блока на стояки выполнен в виде пневмоприсоски, Кроме того, ротор сборки снабжен механизмом обдува сжатым воздухом. На фиг. 1 изображен механизм за,хвата и.транспортировки модельных звеньев; на фиг. 2 - виД А на фиг. 1 на фиг. 3 - механизм обдува и захва для навешивания блоков на конвейер. На общей раме 1 установлен механизм захвата и транспортировки модельных звеньев, состоящий из пневм цилиндра 2 главного движения, руки 3 захвата и транспортировки модельных звеньев с пневмоприсоской 4, пневмоцилиндра 5 горизонтального движения, пневмоцилиндра б поворота руки и реечной передачи 7. Ротор сборки модельных звеньев 8 состоит из стояка 9 (фиг. 1), пневм цилиндра 10, каретки 11 ротора 12, тяги 13, ванны 14, пневмоцилиндра 15 реечной передачи 16, обгонной муфты 17, шестерни 18, делителя 19, следящего механизма 20, пневмоцилин ра 21, направляющей 22, рейки 23. Механизм навешивания модельных блоков на конвейер состоит из сопел 24 механизма обдувки, вилкообразной руки 25, пневмоцилиндров 2,6-28, реечной передачи 29. Устройство работает следующим образом. В исходной позиции рука 3 находится в вертикальном положении. При раскрытии пресс-форм пневмоцилиндр 2 перемещает руку 3 с пневмоприсоской 4 в полость пресс- формы до совмещения оси пневмоприсоски с центром модельного звена 8, пневмоцилиндр 5 подводит руку 3 с пневмоприсоской 4 к т.орцу втулки модельного звена 8. Включается отсос воздуха с пневмоприсоски 4, модельное звено прилипает к губкам пневмоприсоски и об ратным ходом пневмоцилиндра 5 снимается со стержня пресс-формы. Обратным ходом пневмоцилиндра 2 модельное звено 8 извлекается из полости пресс-формы, а пневмоцилиндр 6 через реечную передачу 7 перемещает руку 3 в горизонтальное положение и модельное звено устанавливается по центру стояка 9, закрепленного в каретке ротора сборки. С одновременным включением пневмоцилиндров 2 и 10 модельное звено 8 с пневмоприсоской 4 и рукой 3 движется вниз, а стояк 9 со своей кареткой 11 ротора 12 через тяги 13 движется навстречу вверх. Модельное звено 8 нанизывается на стояк 9. Реле давления, установленное в пневмосистеме управления пневмоцилиндром 2, отключает отсос воздуха с пневмоприсоски 4 и возвращает шток пневмоцилиндра 2 с рукой 3 вверх,а каретку 11 со стояком 9 - в исходное положение вниз в ванну 14 с водой с помощью пневмоцилиндра 10 через тяги 13. Затем пневмоцилиндр 6 через реечную передачу 7 возвращает руку 3 в исходное вертикальное положение для захвата модельного звена. , С возвращением каретки 11 со стояком 9 вниз в ванну 14 происходит перемещение каретки со стояком на одну позицию по горизонтали с помощью пневмоцилиндра 15, через реечную передачу 16 .обгонной муфты 17 и ротора 12, при этом шестерня 18. задевается своими зубьями на делитель 19, поворачивает стояк 9 с модельными звеньями на заданный угол, и шток цилиндр а 15 возвращается в исходное положение. Таким образом, каретки 11 со стояками 9 (фиг. 1), собираемыми модельными звеньями рит-мично перемещаясь, вращаются в ванне с холодной водой до заполнения стояков с модельными авеньями, следящий механизм 20 замыкает электрическую цепь командоаппарата пневмоцилиндра 21. ПоСле окончания очередного перемещения кареток пневмоцилиндр 21 поднимает каретку 11 с заполненным стояком 9 (блоком) на верх ний уровень ванны. Дальнейшее движение поднятой каретки с блоком происходит по верхней направляющей 22, при этом шестерня 18, зацепляясь с рейкой 23, крутит модельный блок, одновременно модельный блок обдувается сжатым воздухом из сопел 24 (фиг. 1). Шток цилиндра 21 возвреицается в исходное положение и происходит подача вилкообразной руки 25, механизма навешивания на позицию съема блока с каретки 11 с помощью пневмрцилиндра 26 В конце пути очередного перемещения каретки 11 (фиг. 2) с модельным блоком по верхней направляющей 22 (фиг. блок захватывается вилкообразной ру кой 25 и снимается со штыря каретки с помо1цью пневмоцилиндра 27, обратным ходом штока пневмоцилиндра 26 выводится из зоны ротора сборки. Порожние каретки, двигаясь по верхней направляющей, загружаются порож ними стояками вручную и возвращаются по наклонной части направляющей вниз. При подходе свободной подвески конвейера электроннйй датчик, установленный на конвейере, дает команду на включение пневмоцилиндра 28 поворота руки и рука 25- с модельным блоком через реечную передачу 29 Д1оворачйвается на 186 в сторону кон вейера. После окончания поворота шток пневмоцилиндра 26 вьшвигает руку 25 с модельным блоком на линию движения подвесок конвейера, а шток пневмоцилиндра 27 об;ратным ходом опускает их вниз. При проходе подвески конвейера над модельным блоком Ёдектронный датчик дает команду на включение пневмоцилиндра 27, рука 25 поднимается вверх и одевает стояк с, модельным блоком на штырь подвески конвейера. Дальнейшее движение конвейера освобождает стояк из захвата руки 25. По команде от реле времени посредством пневмоцилиндров 26-28 рука 25 возвращается в исходное положение для приема следующего модельного блока. Все эти механизмы приводятся в движение электрическими команДоаппаратами, получающими сигналы от автоматических пресс-форм и движущегсгся конвейера. Таким образом, благодаря кинематическим и электрическим связям механизма захвата и транспортировки модельных звеньев, ротора сборки и механизма навеиивания модельных блоков на конвейер, достигается автоматизация сборки модельных звеньев, их охлаждение и навешивание модельных блоков на конвейер. Экономический эффект от внедрения устройства составляет 8,25 руб. на тонну литья. CD a
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Устройство для закрепления каркаса на конвейере | 1978 |
|
SU778901A1 |
| Ротор изготовления модельных блоков | 1987 |
|
SU1411092A1 |
| Приспособление для сборки модельных звеньев в блок | 1981 |
|
SU980926A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА И ПЕРЕДАЧИ ПОКРЫШЕК С ЛИНИИ ДЛЯ ИХ СБОРКИ | 1987 |
|
SU1438108A1 |
| Устройство для сборки модельных звеньев в блок | 1981 |
|
SU984632A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ МОДЕЛЬНОГО СОСТАВА НА МЕТАЛЛИЧЕСКИЙ КОЛПАЧОК | 1973 |
|
SU404543A1 |
| Устройство для съема автопокрышекС бАРАбАНА СбОРОчНОгО CTAHKA | 1979 |
|
SU835819A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Способ изготовления модельного блока | 1990 |
|
SU1748918A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ, . .ОХЛАЖДЕНИЯ И ТРАНСПОРТИРОВКИ МОДЕЛЬНЫХ БЛОКОВ, содержащее, установленные в технологической последовательHOQTH механизм захвата для передачи и установки звеньев блока на стояки. и ротор сборки с каретками перемещения по копирам в ванне для охлаждения звеньев, отличающееся тем, что, с целью автомати.эации сборки звеньев в блок, ротор .сборки снабжен механизмом звеньев, -следящим механизмом наполнения и захватом для съема блоков с ротора и навешивш1ия их на подвеску конвейера, . выполненным в виде вилки, при этом механизм захвата для передачи и установки Звеньев блока на стояки выполнен в виде пневмоприсоски. 2. Устройство по п. .1, о т л ичающееся тем, что ротор сборки снабжен механизмом обдува сжатым в.оздухом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для изготовления моделей | 1978 |
|
SU710749A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
