Изобретение относится к металлургии и литейному производству, конкретнее к устройствам для разливки металла.
Цель изобретения - повышение стойкости футеровки емкости.
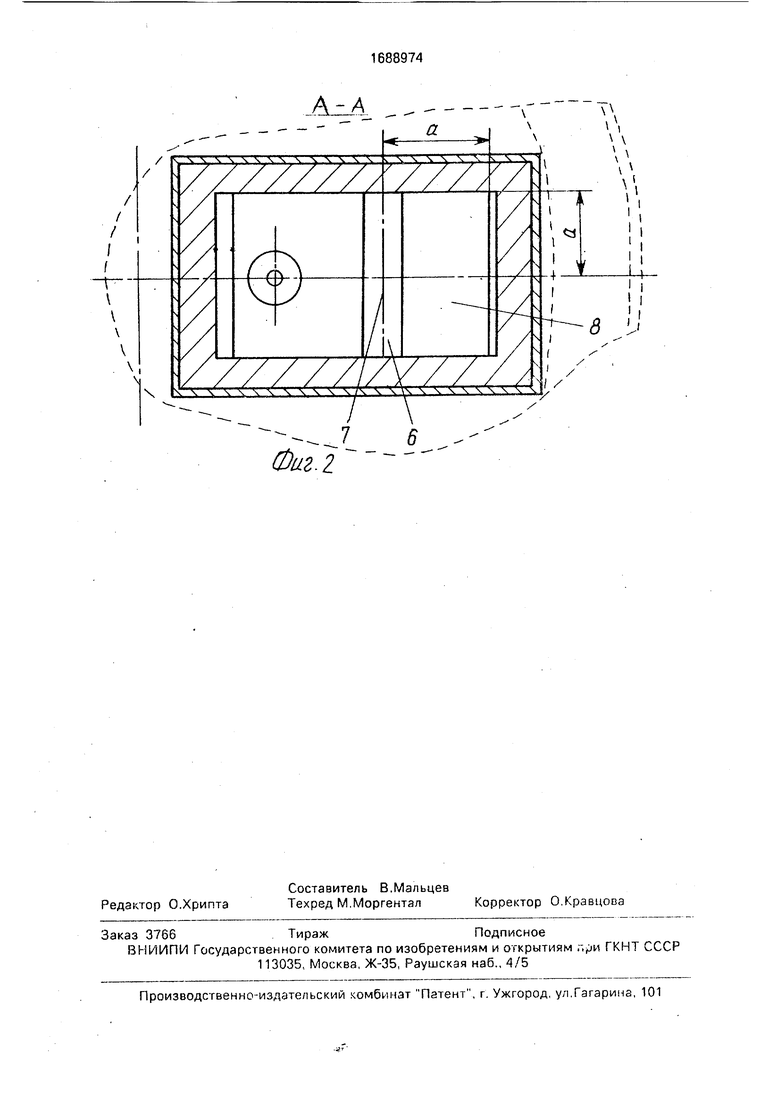
На фиг, 1 изображены сталеразливочный ковш и промежуточная емкость, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Промежуточная емкость расположена под ковшом 1 и включает футерованную огнеупором крышку 2 с приемным отверстием 3, образующую с корпусом 4 емкости плоскость 5 разъема. Футеровка боковой грани емкости состоит из наклонного участка б, являющегося местом 7 падения истекающей из ковша 1 струи, и ступени 8 футеровки. Позицией 9 обозначен разливочный стакан емкости. Расстояние а от оси приемного отверстия крышки до боковых граней емкости составляет (0,025-0,25) Н, т.е. напора металла в разливочном ковше.
Разливку металла из ковша 1 осуществляют следующим образом.
После открытия стопорного устройства канала разливочного стакана ковша 1 струя металла поступает в полость емкости через оборудованное в крышк., 2 емкости приемное отверстие 3 и, взаимодействуя с огнеупорной футеровкой корпуса 4 емкости, ее наклонным участком 6 в месте 7 заливки металла, разделяется. Потоки металла распространяются как по наклонной плоскости 6 к сливному каналу разливочного стакана 9, гак и в направлении плоскости 5 разъема крышки 2 и корпуса 4 промежуточной емкости.
Кинетическая энергия потоков, распространяющихся в полости емкости, пропорциональна скорости истекающей из канала стакана струи, т.е. напору метапла в разливочном ковше.
Уменьшение расстояния а от оси приемного отверстия крышки до боковых граней емкости менее 0,025 Н не исключает вероятность образования настылей в плс кости
СП
С
о
ОС ОС
: jЈ
разъема. Капли металла, образующиеся при распаде поступающей в емкость струи, достигают плоскости разъема и, кристаллизуюсь, формируют настыль.
Увеличение расстояния а более 0,25 Н рационально, так как приводит к росту габаритных размеров емкости, повышению удельного расхода огнеупоров, а следовательно, и себестоимости металла. Более того, з связи, с ростом размеров емкости увеличивается олощздь,зеркала ванны жидкого металла, что интенсифицирует его охлаждение и, как следствие, вероятность Образования настылей в ее полос™ и снижение стойкости футеровки при их удале-
НИИ.
Размещение боковых граней емкости на расстоянии а, равной (0,025-0,25)Н от ocw приемного отверстия крышки, обеспечивает повышение стойкости футеровки данной конструкции до 7 циклов.
Повышение стойкости футеровки емкости достигается вследствие выполнения наклонной боковой грани ступенчатой. В данной конструкции исключается вероят- иость распространения потока вверх, к плоскости разъема крышки и корпуса емкости. Наличие ступени футеровки боковой грани обеспечивает гашение кинетической энер- гии потоков, распространяющихся вверх, что исключает заполнение упомянутой плоскости металлом, образование настылей,
сваривающих крышку с корпусом. Процесс демонтажа емкости данной конструкции исключает операцию удаления настылей, что гарантирует монолитность ее футеровки и, следовательно, обеспечивает возможность использования промежуточной емкости данной конструкции для разливки ряда плавок.
Формула изобретения Промежуточная емкость, включающая футерованный удлиненный корпус, одна из боковых граней которого выполнена наклонной, разливочный стакан, встроенный в дно корпуса со стороны, противоположной наклонной боковой грзни симметрично продольной оси, крышку с отверстием для приема металла, расположенным на той же оси над наклонной боковой гранью, отличающаяся тем, что, с целью повышения ее стойкости путем исключения вероятности попадания металла в стык между корпусом и крышкой, на наклонной боковой грани выполнена соединяющая ее наклонные участки промежуточная горизонтальная площадка, начало которой расположено выше пересечения оси отверстия для приема металла с наклонным участком, а расстояние оси упомянутого отверстия до линии пересечения верхнего торца футерованного корпуса с верхним участком наклонной боковой грани равно половине ширины рабочего пространства емкости.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОВШ ДЛЯ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2147484C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| ПРОМЕЖУТОЧНЫЙ КОВШ | 2000 |
|
RU2167030C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОГО ВЫПУСКА МЕТАЛЛА ИЗ ЕМКОСТИ | 1993 |
|
RU2042472C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1991 |
|
RU2025200C1 |
| Установка для непрерывной разливки стали | 1988 |
|
SU1715483A1 |
| Установка поточного вакуумирования стали | 1990 |
|
SU1778195A1 |
Изобретение относится к металлургии и литейному производству и может быть использовано при разливке металла в излож- ницы, кристаллизаторы и формы. Целью изобретения является повышение стойкости огнеупорной футеровки емкости, что до- стигается тем. что в промежуточной емкости, включающей металлический корпус, крышку, огнеупорную футеровку, разливочный стакан, установленный в дне емкости, боковую грань емкости, выполненную в месте заливки металла наклонной, соединяющей днище и верхнюю кромку емкости, наклонная боковая грань емкости выполнена ступенчатой, причем расстояние а от оси приемного отверстия крышки до боковых граней емкости составляет (0,025- 0,25)Н напора металла в разливочном ковше. 2 ил.
Фиг.}
АпА
Фиг. 2
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
