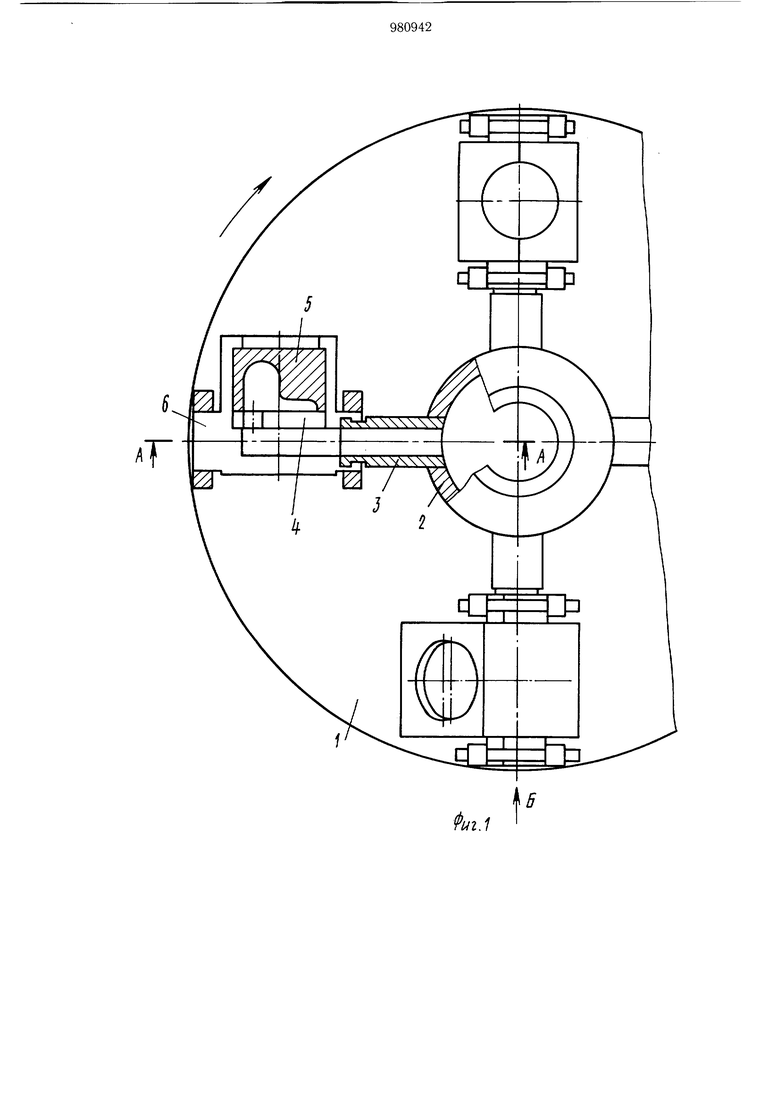
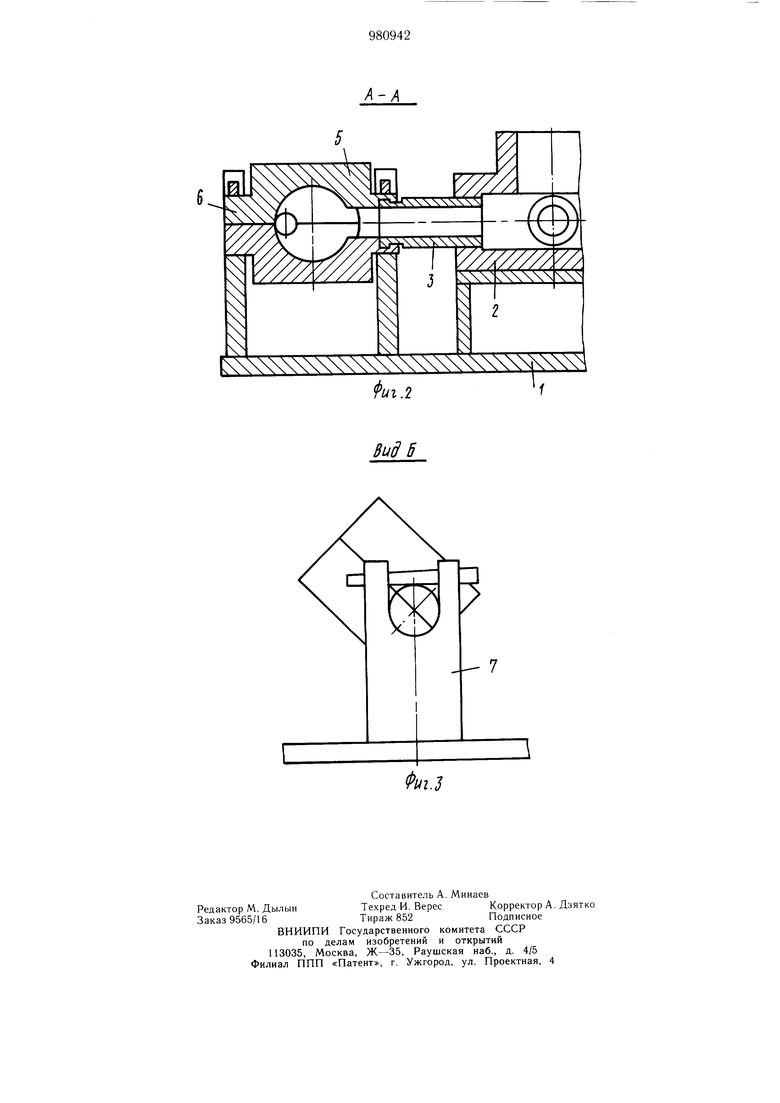
Изобретение относится к литейному производству, преимущественно к центробежному литью. Известны устройства для заполнения форм жидким металлом при получении фасонных отливок методом центробежного литья, состоящие из металлопрпемника, расположенного на центробежно.м столе и соединенного с литейными формами .литниковыми каналами I. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является установка для центробежного литья, включающая планщайбу с закрепленными на ней металлоприемником, литниковыми каналами, питателями, расположенными перпендикулярно осям литниковых каналов, и литейные формы 2 . Недостатком данного устройства является то, что оно позволяет получать качественнь е отЛивки фасонных деталей только определенной конфигурации, так как формы устанавливаются относительно литниковых каналов и направления вращения толь ко в одном положении, а как показала серия опытов, при центробежном литье фасонных деталей существует целый ряд возможных положений формы, питателя и литникового канала относительно друг друга и направления вращения. При этом ноложение, которое обеспечивает наиболее высокое качество литья, индпвндуальнэ для каждого типа конфигурации деталей и подбирается опытным путем. Кроме того, для получения качественных отливок металл должен подводиться в наиболее удаленную от оси вращения часть формы таким образом, чтобы первая порция расплава попадала на боковую стенку и под действием центробежной, кориолисоЕк:1Й и гравитационной сил не отрывалась от нее. Цель изобретения - расщи1)ение технологических возможностей установки. Указанная цель достигается тем, что установка для центробежного литья, включающая планшайбу с закрепленными на ней металлоприемником, литниковыми канала.ми, питателями, расположенными перпендикулярно осям литниковых каналов, и литейные формы, снабжена разъемными кассетами, установленными на планп.1айбе, в которых расположены питатели и съемные литейные формы, а питатели выполнены в виде разъемных колец с эксцентричными отверстиями и с возможностью поворота в кассете вокруг своей оси, причем наиболее удаленная от оси вращения стенка формообразующей полости литейной формы совпадает со сливным отверстием питателя. На фиг. 1 представлена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Установка для центробежного литья включает нланшайбу 1 с закрепленными на ней металлоприемником 2, литниковыми каналами 3, питателями 4 и съемными литейными формами 5. Питатели и съемные литейные формы помещены в разъемные кассеты 6, служащие продолжением литниковых каналов 3 и установленные на прикрепленные к планшайбе 1 опоры 7 с возможностью поворота вокруг осей, совпадающих с осями литниковых каналов. Питатели 4 представляют собой разъемные кольца с эксцентричными отверстиями и имеют возможность поворота в кассете б вокруг своей оси. Изменяя положение кассеты относительно литникового канала и направления вращения, а также положение сменной литейной формы и питателя в кассете, можно подобрать оптимальное положение каждой литейпой формы с целью получения бездефектных отливок. Перед заливкой приводят во вращение планщайбу 1, на которой расположен металлоприемник 2, соединенный литниковыми каналами 3 с литейными формами 5. Во время заливки жидкий металл попадает в металлоприемник 2 и под действием центробежных, кориолисовых и гравитационных сил устремляется в литниковые каналы 3, заполняя литейные формы 5. При этом, так как наиболее удаленная от оси вращения стенка формообразующей полости литейной формы совпадает со сливным отверстием питателя, первая порция расплава попадает на боковую стенку формы и под действием центробежной, гравитационной и кориолисовой сил плавно, без разбрызгивания заполняет форму, что обеспечивает высокое качество отливки. После кристаллизации и остывания-металла раскрывают формы и извлекают отливки. Предложенная установка позволяет сократить расходы на изготовление центробежных форм и расщирить номенклатуру отливок при сохранении их качества. Формула изобретения Установка для центробежного литья, преимущественно фасонных деталей, включающая планщайбу с закрепленными на ней металлоприемником, литниковыми каналами, питателями, расположенными перпендикулярно осям литниковых каналов, и литейные формы, отличающаяся тем, что, с целью расщирения технологических возможностей, она снабжена разъемными кассетами, установленными на планщайбе, в которых расположены питатели и съемные литейные формы, а питатели выполнены в виде разъемных колец с эксцентричными отверстиями и с возможностью поворота в кассете вокруг своей оси, причем наиболее удаленная от оси вращения стенка формообразующей полости каждой литейной формы совпадает со сливным отверстием питателя. Источники инфор.мации, принятые во внимание при экспертизе 1.Юдин С. Б. и др. Центробежное литье, изд. 2. М., «Мащиностроение, 1972, с. 266. 2.Авторское свидетельство СССР № 663479, кл. В 22 D 13/10, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Центробежная машина с вертикальной осью вращения | 1983 |
|
SU1196122A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| Машина для центробежного литья | 1977 |
|
SU707684A1 |
| Устройство для заполнения форм расплавом | 1976 |
|
SU597501A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| Литниковая система для центробежного литья фасонных отливок | 1986 |
|
SU1447557A1 |
Вид В
