Изобретение относится к. литейному производству, в частности к центробежному литью, и может быть использовано для изготовления фасонных отливок в условиях массового и крупносерийного производства. Цель изобретения - расширение номенклатуры отливаемых изделий и улучшение их качества. На чертеже схематически представлена предлагаемая машина. Центробежная машина состоит из планшайбы 1 с металлоприемником 2 и радиальными литниковыми ходами 3, укрепленной на шпинделе 4 машины, затвора 5 литниковых ходов с приводом 6, разъемной формы 7 с формообразующими полостями 8 и радиальными входными каналами 9, . привода 10, привода 11 враш,ения шпинделя. На разъемной форме установлены фиксаторы 12, а на планшайбе выполнены соответствуюш.ие углубления 13 для фиксации разъемной формы. Ограждающий кожух 14 предотвращает выплески металла из формы в процессе заливки. Машина работает следующим образом. После приобретения планшайбой 1 скорости вращения 1000 об/мин подается сигнал на включение привода 6 затвора 5. При этом последний занимает крайнее верхнее положение и перекрывает литниковые ходы 3. Доза алюминиевого сплава АМО7-8 при 700°С подается во вращающуюся машину с помощью мерного ковша (не показан) или избыточного давления. Металл под действием центробежных сил заполняет дозирующие углубления, причем доза металла рассчитана так, что в металлоприемнике 2 излишки металла не остаются. Одновременно с этим включается привод 10 вращения формы 7. При достижении обоймой частоты вращения 990 об/мин включаются фиксаторы 12. Вращающаяся форма 7, отставая от вращающейся планшайбы 1, отыскивает и попадает фиксаторами 12 в соответствующие углубления 13 планшайбы 1. Далее форма 7 и планшай122 ба 1 вращаются синхронно и литниковые ходы 3 расположены против радиальных входных каналов 9 формообразующих полостей 8. После выдержки времени вращения, при которой происходит очистка металла от плен, неметаллических и газовых включений срабатывает привод затвора 5. При этом затвор 5 занимает крайнее нижнее положение и открывает литниковые ходы 3 во входные каналы 9 и металл заполняет формообразующие полости 8 в форме 7. После выдержки времени затвердевания подается сигнал на включение фиксатора 12. При этом фиксаторы 12 выходят из-углубления 13. Далее отключается привод 10, вращение формы 7 приостанавливают. После остановки форму размыкают с помощью автоматизированных механизмов (не показаны) и извлекают отливки, а формообразующие полости 8 очищают и окрашивают. Таким образом, форма, выполненная с формообразующими полостями с радиальными входными каналами для жидкого металла, позволит осуществлять после остановки сложный разъем формообразующих полостей и извлекать фасонные отливки любой конфигурации, что расширяет номенклатуру отливаемых деталей. Осуществление разъема, после остановки формы позволяет перед последующим циклом заливки выполнить очистку и окраску формообразующих полостей. Это позволяет избежать попадания частиц, отслоивщихся от облоя, при извлечении отливки или отслоившейся краски в формообразующие полости, что улучшает качество литья. После очистки и окраски формообразующих поверхностей форму смыкают и включают привод 10 вращения формы 7 и цикл повторяется. Применение предлагаемой центробежной мащины позволит расширить номенклатуру отливаемых отливок, улучшить качество литья путем снижения брака по трещинам, раковинам и ужимам до 2-3%
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежного литья | 1977 |
|
SU707684A1 |
| Установка для центробежного литья | 1981 |
|
SU980942A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU772696A1 |
| Машина для центробежного литья сВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU827257A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Машина для центробежного литья роторовэлЕКТРОдВигАТЕлЕй | 1979 |
|
SU831301A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
ЦЕНТРОБЕЖНАЯ МАШИНА С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ, содержащая разъемную форму с радиальными литниковыми каналами, металлоприемник, приводной затвор литниковых каналов и привод вращения формы, отличающаяся тем, что, с целью расширения номенклатуры отливаемых изделий и улучшения их качества, она снабжена дополнительным приводом для вращения металлоприемника, выполненного раздельно с разъемной формой, и механизмом фиксации разъемной формы с металлоприемником. / (Л со Од 1C ю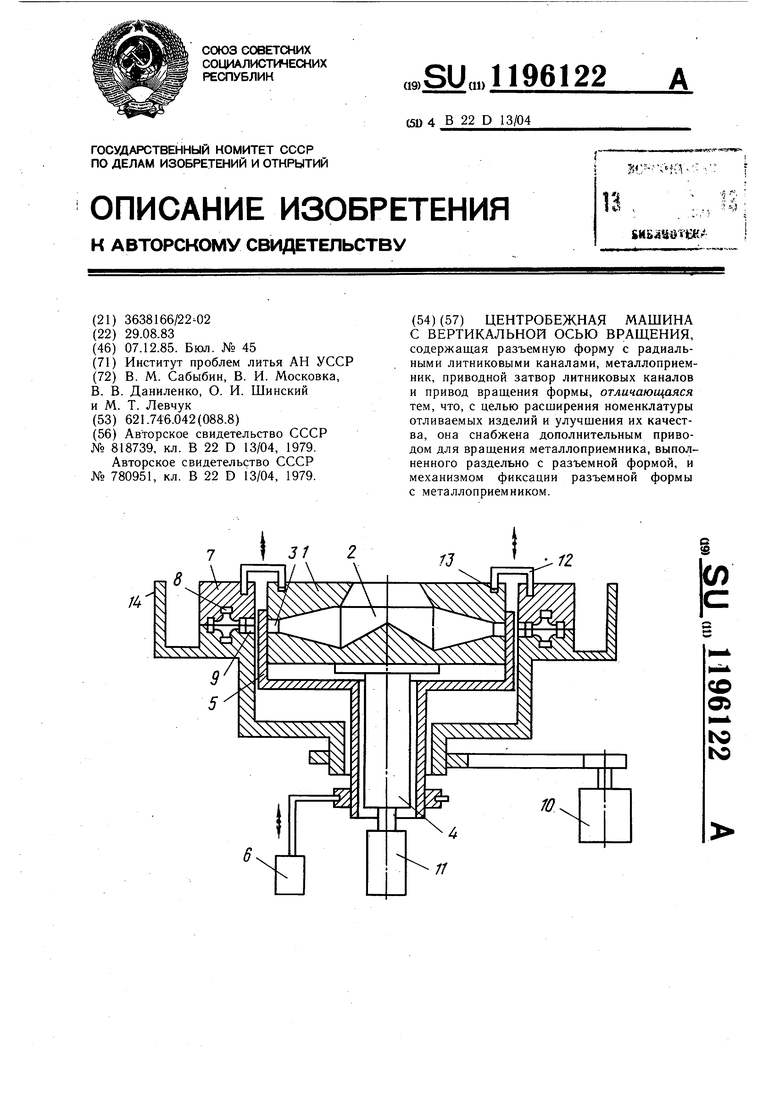
| Центробежная машина с вертикальнойОСью ВРАщЕНия | 1979 |
|
SU818739A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU780951A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
