(54) УСТАНОВКА ДЛЯ ПЛАВКИ И ЛИТЬЯ В ВАКУУМЕ С ПРИМЕНЕНИЕМ ИНЕРТНОГО ГАЗА

| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ПЛАВКИ И ЦЕНТРОБЕЖНО-ВАКУУМНОГО ЛИТЬЯ | 2005 |
|
RU2304035C2 |
| Вакуумная плавильно-заливочная установка | 1990 |
|
SU1747238A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2172227C2 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления | 1988 |
|
SU1722218A3 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО ЛИТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| Способ получения отливок из дисперсно-упрочненных сплавов на основе алюминия или магния | 2018 |
|
RU2691826C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1992 |
|
RU2043848C1 |

1
Изобретение относится к литейному производству, а конкретнее к литью металла в вакууме с применением инертного газа.
Наиболее близким по технической суш,ности к изобретению является установка для литья металла в вакууме с применение.м инертного газа, содержащая вакуумную камеру с размещенным в ней контейнером для формы, плавильный агрегат и привод перемещения плавильного агрегата в вертикальной плоскости 1.
Тигель, служащий для передачи металла из ванны плавильного агрегата в форму. Находится вне герметичной камеры и для того, чтобы заполнить его металлом необходимо сть ковать герметичую камеру с дополнительной загрузочной камерой посредством щиберного устройства. Поэтому эта установка характеризуется сложностью конструкции, малой производительностью, а также недостаточно высоким качеством отливок из-за недостаточной герметизации контейнера для формы.
Целью изобретения является упрощение конструкции и повышение производительности процесса.
Эта цель достигается тем, что в установке для плавки и литья в вакуу.ме с применением инертного газа, содержащей вакуумную камеру с размещенным в ней контейнером для формы, плавильную печь
5 и привод перемещения плавильной печи в вертикальной плоскости, вакуумная камера выполнена составной в виде корпуса, подвещенного на поворотном кронщтейне, верхней крышки и нижней крыщки, связан,д ной с поршневы.м приводом ее перемещения в вертикальной плоскости, шток которого выполнен полым, а привод перемещения плавильной нечи выполнен в виде упругой диафрагмы, шарнирно связанной с двуплечим рычагом, взаимодействующим с плунжером, размещенным в щтоке поршневого привода перемещения нижней крыщки, при этом плавильная печь размещена в нижней крышке и связана с плунжером его привода.
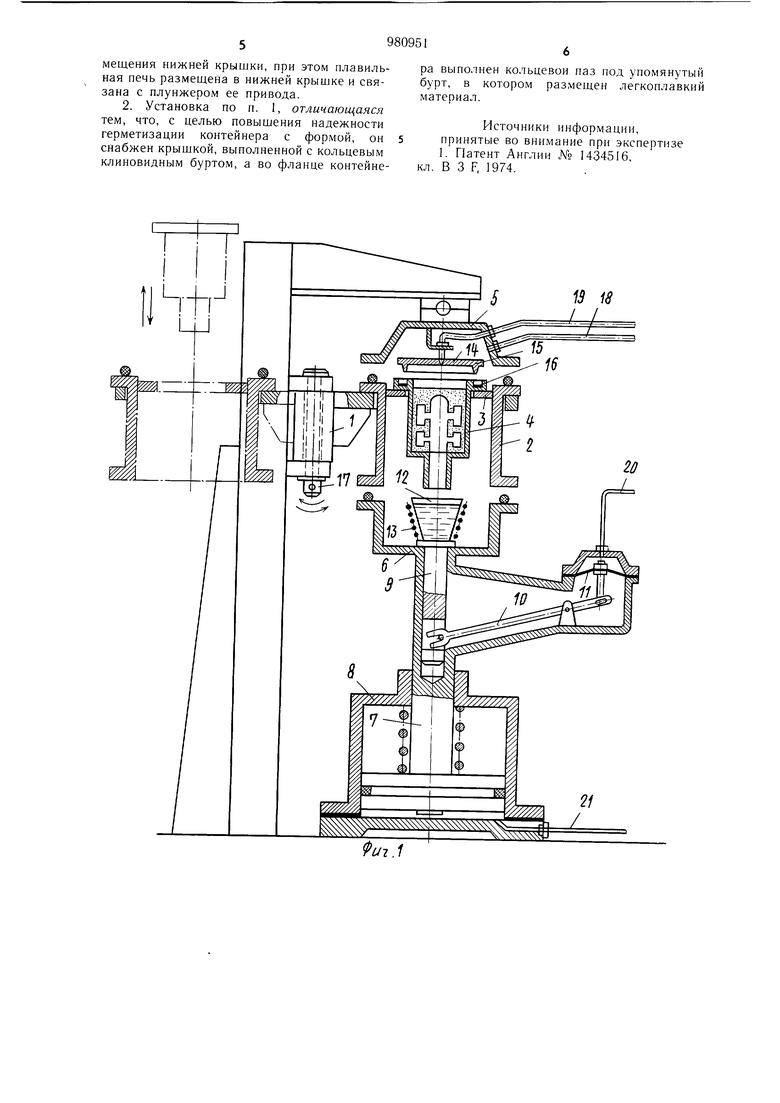
Для повьпнения надежности герметиза20ции контейнера для формы он снабжен крышкой, выполненной с кольцевым клиновидным буртом, а во фланце контейнера выполнен кольцевой паз под упомянутый бурт, в котором раз.мещен легкоплавкий материал. На фиг. 1 представлена установка в момент загрузки тигля и смены контейнера; на фиг. 2 - то же, в момент нлавки; на фиг. 3 - то же, в момент заливки формы. Установка состоит из новоротного кронштейна 1, на котором свободно подвешен корпус 2, выполненный с диафрагмой 3, в отверстии которой размешен контейнер 4 с газопроницаемой литейной формой. Корпус 2 стыкуется с жестко закрепленной верхней крышкой 5 и нижней подвижной крышкой 6, образуя герметичную вакуумную камеру. Подвижная крышка 6 жестко закреплена на полом штоке 7 привода ее перемеш,ения в вертикальной плоскости, выполненного в виде цилиндра 8. На плунжере 9, размещенном в полости штока 7 и шарнирно связанного посредством двуплечего рычага 10 с упругой диафрагмой II, установлена плавильная печь состоящая из тигля 12 с металлом и индуктора 13. Герметизация контейнера 4 осуществляется самоуплотняюшей крышкой 14, свободно подвешенной к верхней крышке 5. Для самоуплотнения контейнера 4 крышка 14 снабжена кольцевым клиновидным буртом 15, а фланец контейнера выполнен с кольцевым пазом, в котором размещен легкоплавкий материал 16. Замена контейнера 4 в корпусе 2 становится возможной при повороте кронштейна 1 относительно оси 17. Пневмосистема установки состоит из трубопровода 18, служащего для создания вакуума и заполнения инертным газом вакуумной камеры; трубопровода 19, соединенного с самоуплотняюшей крышкой 14 и служащего для поддержания вакуума в контейнере 4. Для подачи сжатого воздуха к диафрагме 11 и цилиндру 8 трубопроводы соответственно служат 20 и 21. Установка работает следующим обраПри опущенной в крайнее нижнее положение крышке 5 и повернутом кронштейне 1 относительно оси 17 так, чтобы верхняя крышка 5 не мешала извлечению контейнера 4, осуществляется удаление контейнера 4 после заливки его металлом и установка под заливку следующего контейнера. Одновременно с этим производится загрузка шихтой тигля 12. После этого кронштейн 1 поворачивается в исходное положение так, чтобы ось корпуса 2 совпала с осью установки. Затем в цилиндр 8 подается сжатый воздух, щток 7 вместе с крышкой 6 и плавильной печью поднимается. Нижняя крышка 6, прижимаясь к корпусу 2, поднимает его до упора в верхнюю крышку 5, при это.м крышка 14 своим буртом 15 устанавливается в паз во фланце контейнера 4. В результате стыковки нижней и верхней крышек с корпусом 2 образуется герметичная полость (для герметизации в местах стыка можно использовать водоохлаждаемую резину), из которой по трубопроводам 18 и 19 начинается отсос воздуха для создания вакуума. Одновременно с этим на индуктор 13 подают питание и начинают плавку металла в тигле 12. После окончания плавки по трубе 20 подают воздух. Диафрагма 11, шарнирно связанная с рычагом 10, поднимает плунжер 9, а вместе с ним и плавильную печь до погружения нижней части контейнера 4 в расплавленный металл. В этот же момент по трубе 18 прекраш,ается отсос воздуха и газов и по ней подается инертный газ, который создает давление в вакуумной камере, необходимое для вытеснения металла из тигля 12 в газопроницаемую форму контейнера 4. При этом в контейнере 4 посредством трубопровода 19 продолжает поддерживаться вакуум, а крышка 14 под действие.м собственного веса и давления инертного газа погружается своим кольцевы.м клиновидным буртом 15 в расплав .lerKOплавкого металла 16, нагретого тепловым излучением из тигля 12, до качания днища канавки во фланце контейнера 4. Для увеличения плотности отливок давление инертного газа в вакуумной камере можно повышать до требуемых величин, но при этом для предотвращения опускания плавильной печи давление воздуха, подводимого трубой 20, должно быть несколько выше, чем давление, созданное инертным газом в вакуумной камере. После окончательной кристаллизации металла в газопроницаемой фор.ме контейнера 4 трубопроводы 18 и 19 перекрывают, а трубопроводы 20 и 21 связывают с атмосферой, в результате чего плавильная печь, находящаяся на плунжере 9, и крышка б опускаются и происходит расстыковка вакуумной камеры. Годовой экономический эффект от внедрения предлагаемой установки составляет более 200000 тыс. руб. Формула изобретения 1. Уста.новка для плавки и литья в вакууме с применением инертного газа, содержащая вакуумную камеру с размещеннь1м в ней контейнером для формы, плавильную печь и привод перемещения плавильной печи в вертикальной плоскости, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности процесса, вакуумная камера выполнена составной в виде корпуса, подвешенного на поворотном кронштейне, верхней крышки и нижней крышки с поршневым приводом ее перемещения в вертикальной плоскости, шток которого выполнен полым, а привод перемещения плавильной печи выполнен в виде упругой диафрагмы, щарнирно связанной с двуплечим рычагом, взаимодействующим с плунжером, размещенным в штоке поршневого привода перемещения нижней крышки, при этом плавильная печь размещена в нижней крышке и связана с плунжером ее привода.
Источники информации, принятые во внимание при экспертизе 1. Патент Англии № 1434516, кл. В 3 F, 1974.
