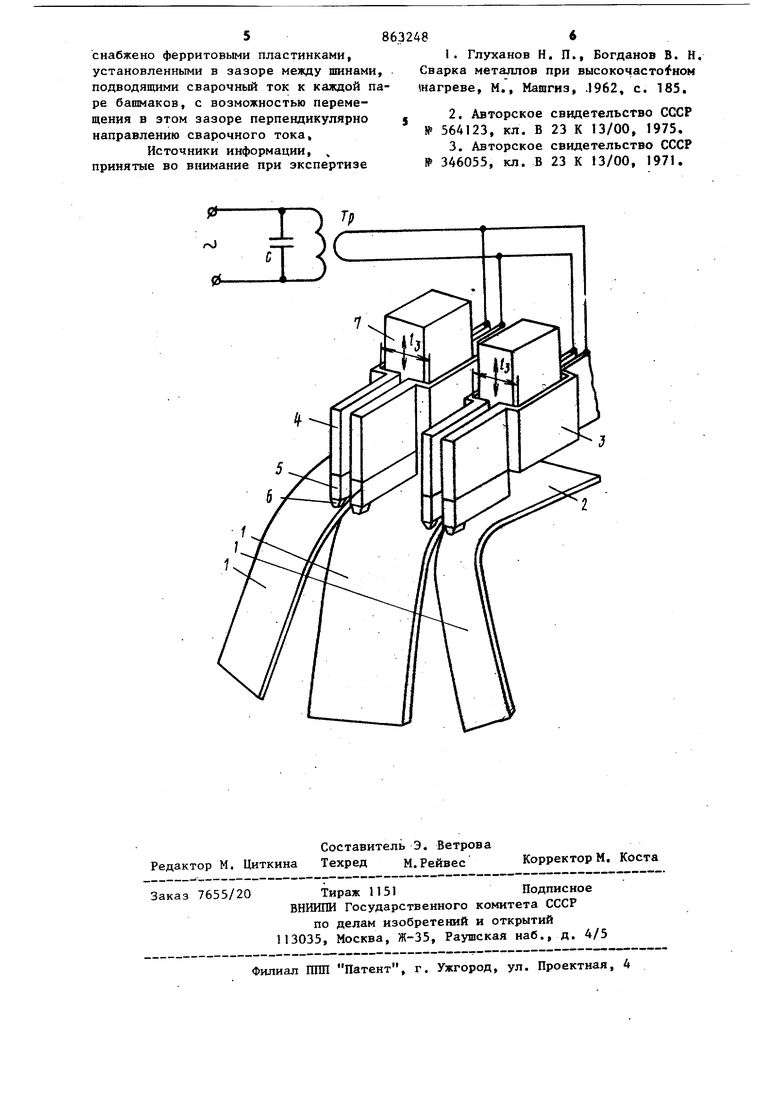
Изобретение относится к металлургической промьпиленности, а именно к производству с помощью высокочастотной сварки сварных полотнищ из двух и более исходных полос. Изобретение наиболее эффективно может быть использовано при производстве способом высокочастотной сварки термобиметаллических лент при стыковом соединении кромок, производстве сварных полотнищ из однородных либо разнород ных материалов одновременно двумя и более швами. Известен способ регулирования нагрева при сварке биметаллических поло путем изменения расстояния от контактов до точки схождения кромок tllj. Однако применение.такого способа регулирования нагрева, особенно при настройке йа режим с целью получения сварного соединения удовлетворительного качества, сопряжено с трудностями механической регулировки сложиз1х контактных токоподводов. Кроме того. такое регулирование является ступенчат№1, что при сварке с большими скоростями при значительном выбеге иесваренных участков ленты вследствие механической инерции привода приводит к большим потерям металла. Особенно это сказывается при сварке одновременно двумя и более швами при параллельном соединении нагревательных устройств, Когда необходимо выравнивать нагрев на обоих швах, иначе будет наблюдаться коробоватость и серповидиость сваренного полотнища. Наиболее близким по технической сущности к предлагаемому является способ регулирования процесса высокочастотной Кварки, при котором изменяют энергию нагрева свариваемых кромок, для чего изменяют магнитное сопротивление пути магнитного потока 2 }. Известно также устройство для ре-« гулироваиия процесса высокочастотной сварки, содержащее пары контактных наконечников, связанные токоведущими шинами с источником высокочастотной энрргии. Это устройство обеспечивает изменение расстояния от контактов до точки схождения кромок 3j. Данное устройство обладает теми же недостатками, что и предыдущее. Цель изобретения - возможность .плавного и раздельного регулирования нагрева каждого из швов и улучшение качества сварного соединения при одновременной сварке двумя или более швами при параллельном соединений нагревательных устройств. Поставленная цель достигается тем, что изменяют магнитное сопротивление воздушного зазора между шинами, подво дящими сварочный ток к нагревательному устройству. Для осуществления этого способа устройство для автоматического регулирования процесса высокочастотной сварки снабжено ферритовыми пластинками, установленными в зазоре между шинами, подводящими сварочный ток к каждой паре наконечников, с возможностью перемещения в этом зазоре перпен дикулярно направлению сварочного тока Такой способ регулирования нагрева по сравнению с известными способами позволяет плавно и раздельно регулировать нагрев каждого из швов непосредственно в процессе сварки, улучшить качество сварного соединени упростить процесс подбора режима сва ки, с целью получения качественного соединения, уменьшить трудозатраты и количество отходов металла, связан ных с необходимостью подбора режима сварки. На чертеже показано контактное устройство для осуществления предла гаемого способа регулирования нагрева. Контактное устройство предназначе но для подвода сварочного тока к кро кам исходных полос 1. В данном приме ре рассматривается случай сварки полотнища 2 одновременно двумя швами из трех исходных полос 1. Токоподводящие шины 3 крепятся к контактным башмакам 4, которые снабж ны сменными контактными наконечникам 5 с вольфрамовыми напайками 6. В воз душные зазоры В каждой пары токопод водящих шин 3 введены фгрритовые пла стинки 7, перемещением которых вверх и ВШ13 перпендикулярно направлению сварочното тока с помощью привода (н чертеже не показан) изменяют степень заполнения этих воздушных зазоров. процессе сварки исходные полосы сводят под углом друг к другу за счет изгиба их по форме цилиндров равных радиусов, оси которых расположены под углом друг к другу в плоскости, перпендикулярной направлению сварки. Токоподвод к кромкам исходных полос I от источника питания через понижающий трансформатор Тр, зашунтированный емкостью С, осуществляется по токоведущим шинам 3 через контактные башмаки 4 и контактные наконечники 5 с вольфрамовыми напайками 6. Изменяя степень заполнения воздушного зазора t каждой пары токоведущих шин 3 с помощью ферритовых пластинок 7, изменяют магнитное сопротивление этого воздушного зазора, тем самым изменяют и сварочный ток, текущий через даннзло пару контактов. Предлагаемый способ регулирования нагрева при высокочастотной сварке и контактное устройство для его осуществления по сравнению с известным позволяет плавно и раздельно регулировать нагрев каждого из швов, улуч- , шить качество свАрного соединения, упростить процесс подбора режима сварки, уменьшить трудозатраты и количество отходов металла, связанных с необходимостью подбора режима сварки. Формула изобретения 1.Способ регулирования процесса высокочастотной сварки, при котором изменяют энергию нагрева свариваемых кромок, для чего изменяют магнитное сопротивление пути магнитного потока, отличающийся тем, что, с целью повышения качества сварного соединения при одновременной сварке двумя и более швами и осуществления возможности плавного и раздельного регулирования нагрева каждого из швов в отдельности, изменяют магнитное сопротивление воздушного зазора между шинами, лодводящими сварочный ток к нагревательному устройству. 2.Устройство для регулирования процесса высокочастотной сварки, содержащее пары контактных башмаков, связанные токоведущими шинами с источником высокочастотной энергии, отличающееся тем, что оно снабжено ферритовыми пластинками, установленными в зазоре между шинам подводящими сварочный ток к каждой ре башмаков, с возможностью перемещения в этом зазоре перпендикулярно направлению сварочного тока. Источники информации, принятые во внимание при экспертизе 86 1. Глуханов Н. П., Богданов В. Н, Сварка металлов при высокочастотном 1нагреве, М., Машгиз, .1962, с. 185. 2,Авторское свидетельство СССР № 564123, кл. В 23 К 13/00, 1975. 3,Авторское свидетельство СССР № 346055, кл. В 23 К 13/00, 1971,
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактное устройство для высокочастотной сварки | 1978 |
|
SU774858A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| "Способ высокочастотной сварки полос внахлестку и установка для его осуществления | 1977 |
|
SU740441A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
| Способ изготовления сварных полотнищ из двух и более полос | 1977 |
|
SU721280A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU724294A1 |
| Способ изготовления сварных полотнищ | 1975 |
|
SU546450A1 |
| Формовочно-сварочный узел стана высокочастотной сварки спиральношовных труб внахлестку | 1983 |
|
SU1281318A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
