1
Изобретение относится к металлургической промышленности, к области производства способом высокочастотной сварки сварных лент из двух и более исходных полос.
Изобретение наиболее эффективно может быть использовано при производстве способом высокочастотной сварки термобиметаллических лент при соединении кромок внахлестку в производстве сварных лент из разнородных материалов.
Известен способ высокочастотной сварки биметаллических полос, в котором полосы задаются в сварочную клеть под углом 2- 5° с помощью углозадающего устройства. Токоподвод к кромкам исходных полос осуществляется с помощью специального контактного устройства, причем один из контактов располагают на внутренней поверхности кромки исходной полосы, а второй контакт располагают на наружной поверхности кромки другой исходной полосы 1.
Недостаток этого способа заключается в том, что в результате такого подвода тока возникают дополнительные потери мощности из-за растекания тока на той полосе, токоподвод к которой осуществляется с наружной поверхности кромки.
В качестве недостатков конструкции реализующего этот способ устройства можно отметить сложность контактного устройства, 5 которое должно иметь пружинный механизм поджима контактных наконечников к кромкам исходных полос.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ, при котором полосы подают под определенным углом друг к другу с помощью углозадающего устройства, контактным устройством подводят к кромкам ток высокой частоты, разогревают их до сварочной температуры и обжигчают 2
Из известных устройств для высокочастотной сварки полос внахлестку наиболее близкой к предлагаемой является установка, содержащая установленные в технологической последовательности тянущий механизм,
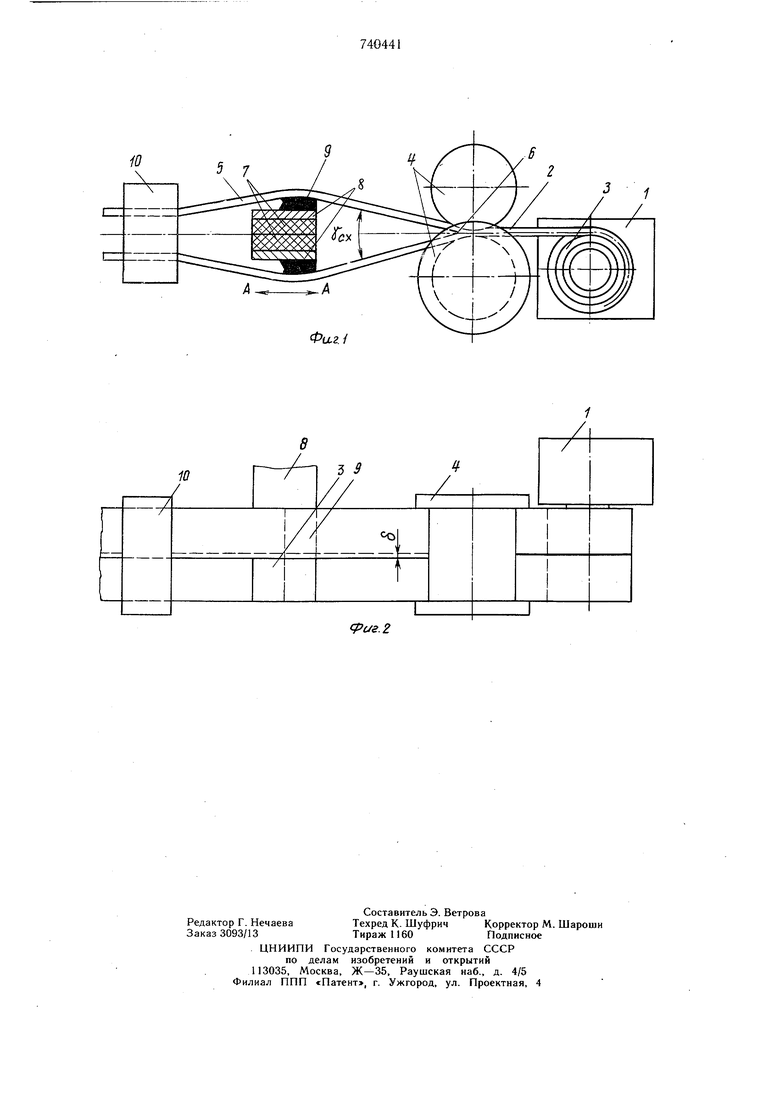
20 углозадающее устройство, контактное устройство, связанное с источником высокочастотной энергии медными водоохлаждаемыми щинами, сварочный узел и тормозное устройство 2. Однако этот способ также не обеспечивает токоподвода на обращенные друг к другу кромки, а реализующая его установка громоздка, а ее контактное устройство также имеет пружинный механизм поджима контактных наконечников. Цель изобретения - улучшение токоподвода и уменьшение потерь мощности, подводимой к свариваемым кромкам, а также упрощение конструкции установки. Это достигается тем, что в предлагаемом способе углозадающее и контактное устройства размещают между свариваемыми кромками, а поджим полос к контактам контактного устройства осуществляют за счет пружинных свойств полос. Для осуществления этого способа предлагаемое углозадающее устройство выполнено в виде изоляционной вставки с укрепленными на ней контактами и водоохлаждаемыми шинами контактного устройства. Такое решение технической задачи, когда углозадающее устройство одновременно несет функции контактного устройства, позволяет значительно упростить конструкцию установки, а расположение контактов между свариваемыми кромками значительно улучшить токоподвод вследствие уменьшения потерь мощности, подводимой к свариваемым кромкам. На фиг. 1 изображена предлагаемая установка для высокочастотной сварки полос, вид сбоку ; на фиг. 2 - то же, вид сверху. Установка для высокочастотной сварки полос состоит из тянущего устройства 1, предназначенного для равномерного протягивания сварной ленты 2 и одновременной намотки ее в рулоны 3. Сварочный узел 4 служит для фиксации полос 5 в зоне сварки 6 и создания необходимого усилия осадки. В качестве углозадающего устройства, ко торое одновременно несет функции контактного устройства, используется изоляционная вставка 7 с укрепленными на ней медными водоохлаждаемыми шинами 8, к которым крепятся контактные наконечники 9 из износостойкого тугоплавкого материала. Тормозное устройство 10 применяется для создания необходимого усилия прижатия исходных полос 5 к контактным наконеч никам 9, а также с целью создания необходимого смещения 8 кромок полос 5 перед сваркой. В процессе сварки полосы 5 в силу пружинных свойств и вследствие торможения в тормозном устройстве 10 поджимаются к контактным наконечникам 9. Кроме того, в тормозном устройстве 10 происходит фиксация полос 5 и необходимое смещение кромок б перед сваркой и осадкой в сварочном узле 4. Регулировка угла схождения кромок у„ с целью получения качественного соединения, а также выравнивание нагрева кромок при сварке разнородных металлов производится смещением изоляционной вставки 7 с укрепленными на них медными водоохлаждаемыми шинами 8, к которым крепятся контактные наконечники 9 в направлении А-А, а также регулированием толщины изоляционной вставки. Предлагаемый способ высокочастотной сварки полос и установка для его реализации по сравнению с известными позволяет упростить конструкцикэ установки и улучшить токоподвод. Отпадает необходимость в применении специального углозадающего устройства, и что особенно важно при сварке на частоте 440 кГц, устройства поджима контактов к кромкам исходных полос. Кроме того, токоподвод осуществляется на обращенные друг другу кромки исходных полос, что приводит к уменьшению потерь мощности и улучщению качества сварного соединения. Формула изобретения 1.Способ высокочастотной сварки полос внахлестку, при котором полосы подают под определенным углом друг к другу с помощью углозадающего устройства, контактным устройством подводят к кромкам ток высокой частоты, разогревают их до сварочной температуры и обжимают, отличающийся тем, что, с целью улучшения токоподвода и уменьшения потерь мощности, подводимой к свариваемым кромкам, углозадающее и контактное устройства размещают между свариваемыми кромками, а поджим полос к контактам контактного устройства осуществляют за счет пружинных свойств полос. 2.Установка для осуществления способа по п. 1, содержащая установленные в технологической последовательности тянущий механизм, углозадающее устройство, контактное устройство, связанное с источником высокочастотной энергии медными водоохлаждаемыми шинами, сварочный узел и тормозное устройство, отличающаяся тем, что углозадающее устройство выполнено в виде изоляционной вставки с укрепленными на ней контактами и водоохлаждаемыми шинами контактного устройства. Источники информации, принятые во внимание при экспертизе 1.Глуханов Н. П. и Богданов В. Н. Сварка металлов при высокочастотном нагреве. М.,-Л., Машгиз. 1962, с. 184. 2.Патент Франции № 1522892, кл. В 23 К 13/00, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактное устройство для высокочастотной сварки | 1978 |
|
SU774858A1 |
| Способ регулирования процесса высокочастотной сварки и устройство для его осуществления | 1979 |
|
SU863248A1 |
| Контактное устройство | 1975 |
|
SU642113A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU346055A1 |
| Кондуктор для высокочастотной сварки | 1976 |
|
SU617208A1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
8
3 3
10
/
(риг. 2
