Изобретение относится к термической обработке с электроконтактным на гревом и может быть использовано для обработки длинномерных изделий, например тонкостенных труб.
Известен способ электроконтактного нагрева длинномерных изделий путем пропускания тока вдоль поступательно движущегося изделия, при этом оно нагревается поэлементно при перемещении от начала участка подачи напряжения к его концу l.
Данный способ применен к обработке изделий длиной свьаае 20-30 м, например проволоки.
Наиболее близким к изобретению по технической сущности является способ электроконтактного нагрева, включающий зажим изделий в токоподврдящих контактах и подачу напряжения 2.
Недостатком известного способа, особенно при нагреве тонкостенных труб, прутков, является брак концов изделий, так как контакты отводят тепло, что приводит к недогреву.
Целью изобретения является увеличение выхода годного за счет обеспечения равномерности нагрева по всей длине изделия.
Поставленная цель достигается тем, что в способе электроконтактного нагрева, включающем подачу заготовок концами на токопроводящие неподвижные контакты, зажим их подвижными контактами, подачу напряжениям и нагрев током, проходящим через изделие, концы изделия перед нагревом покрывёиот электропроводной об10мазкой, содержащей 50% шамота, 20% хрома и 30% лака ПФ-283.
Предлагаемый и известный способы опробовываются при термообработке опытной партии стали 1Х18Н10Т
15 размером 13x0,4x1500 мм.
Термическая обработка -труб осуществляется .в условиях на электроконтактной установке СКБ-2026 конструкции ВНИИЭТО.
20
Режим термообработки.
Температура нагрева ИОСгС, выдержка 3 с и охлаждение на воздухе. В процессе термообработки температура труб контролируется при помощи
25 оптического пирометра npoMiHb.
Концы труб длиной 50 мм, равные длине захвата, покрывают электропроводной шамотно-хромистой обмазкой толщиной 2 мм с удельным электросо30противлением большим, чем удельное
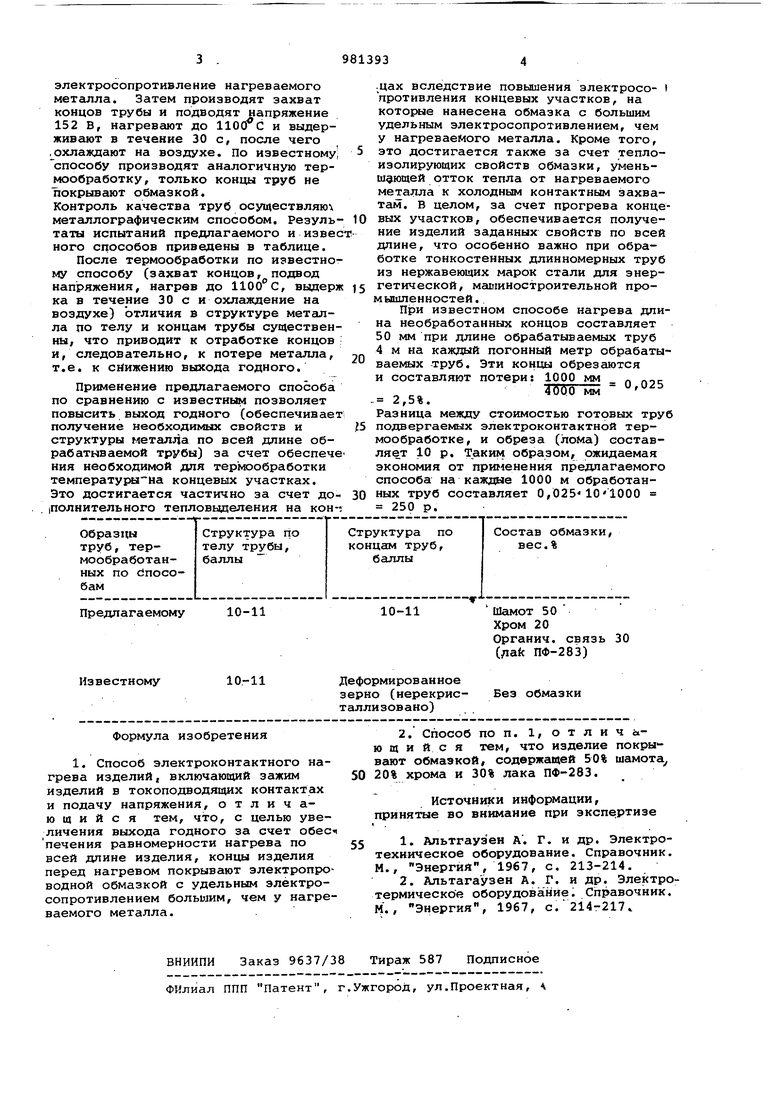
электросопротивление нагреваемого метёипла. Затем производят захват концов трубы и подводят напряжение 152 В, нагревают до ИОСгС и выдерживают в течение 30 с, после чего .охлаждают на воздухе. По известному способу производят аналогичную термообработку, только концы труб не Ъокрывают обмазкой. Контроль качества труб осуществляют металлографическим способом. Результаты испытаний предлагаемого и извес ного способов приведены в таблице.
После термообработки по известному способу (захват концов, подвод напряжения, нагрев до , выдерж ка в течение 30 с и охлаждение на воздухе) отличия в структуре металла по телу и концам трубы существенны, что приводит к отработке концов ; и, следовательно, к потере металла, т.е. к снижению выхода годного.
Применение предлагаемого способа по сравнению с известным позволяет повысить выход годного (обеспечивает получение необходимых свойств и структуры металла по всей длине обрабатываемой трубы) за счет обеспече ния необходимой для термообработки температуры йа концевых участках. Это достигается частично за счет до|полнительного тепловыделения на конч
.цах вследствие повышения электросо- i противления концевых участков, на которые нанесена обмазка с большим удельным электросопротивлением, чем у нагреваемого металла. Кроме того, это достигается также за счет теплоизолирующих свойств обмазки, уменьш ющей отток тепла от нагреваемого металла к холодным контактным захватам. В целом, за счет прогрева концевых участков, обеспечивается получение изделий заданных свойств по всей длине, что особенно важно при обработке тонкостенных длинномерных труб из нержавеющих марок стали для энергетической, машиностроительной промышленностей.
При известном способе нагрева длина необработанных концов составляет 50 мм при длине обрабатываемых труб 4 м на каждый погонный метр обрабатываемых труб. Эти концы обрезаются и составляют потери: 1000 мм ,.
4ддО мм - 2,5%.
Разница между стоимостью готовых труб подвергаемых электроконтактной термообработке, и обреза (лома) составляет 10 р. Таким образом, ожидаемая экономия от применения предлагаемого способа на каждые 1000 м обработанных труб составляет 0,025lOlOOO 250 р.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата концов труб при электроконтактной обработке | 1981 |
|
SU1025987A1 |
| Устройство для безокислительной термообработки длинномерных изделий в псевдоожиженном слое частиц | 1980 |
|
SU973640A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1990 |
|
RU2034053C1 |
| Способ термической обработки тонкостенных холоднодеформированных труб из нержавеющих однофазных сталей | 1982 |
|
SU1068511A1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2006 |
|
RU2340683C2 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для термообработки труб | 1982 |
|
SU1076466A1 |
| Способ охлаждения цилиндрического полого изделия | 1980 |
|
SU931765A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2215797C1 |
