Изобретение относится к химикотермической обработке стали и может быть использовано при цементации гильз пресс-форм из высокохромистых сталей в твердом карбюризаторе.
Известен способ цементации деталей из высокохротиистых ста.пей в активном карбюризаторе, где в качестве депассиваторов окисных пленок используют различные активные добавки, например NH.CI, ,, ВаС.., K.Fe(CN,) «3
Этот способ приводит к получению неравномерного цементационного слоя с пятнистой твердостью. Причиной образования пятнистой твердости является неравномерное омывание поверхности металла парами депассивирующих добавок из-за наличия в некоторых местах плотного контакта между зернами твердого карбюризатора и поверхностью металла, препятствующего равномерному олилванию.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ цементации высокохромистых сталей в -твердом активном карбюризаторе с предварительной обмазкой деталей пастой из 99% графита (карбюризатор) и 1%
K.Fe(CN), 1депассивирующая добавк) 2.
Недостатками данного способа являются образование пятнистой твердости цементационного слоя из-за возможного растрескиваний защитной пасты в процессе ее подсушивания, сложное нанесение защитной пасты на внутреннюю поверхность гильз пресс-форм техноло10гически, в результате чего получается неравномерный слой пасты, который является причиной неравномерной диффузии углерода вглуб металла, значительная трудоемкость. Кроме того,
15 известный способ, обеспечивая улучшение в отношении пятнистой твердости (не исключая ее), вызывает появление зоны сплошных карбидов в цементационном слое. Объясняется это тем, что
20 на поверхность металла одновременно из защитной пасты и активного карбюризатора генерируется избыточное количество активного углерода.
25
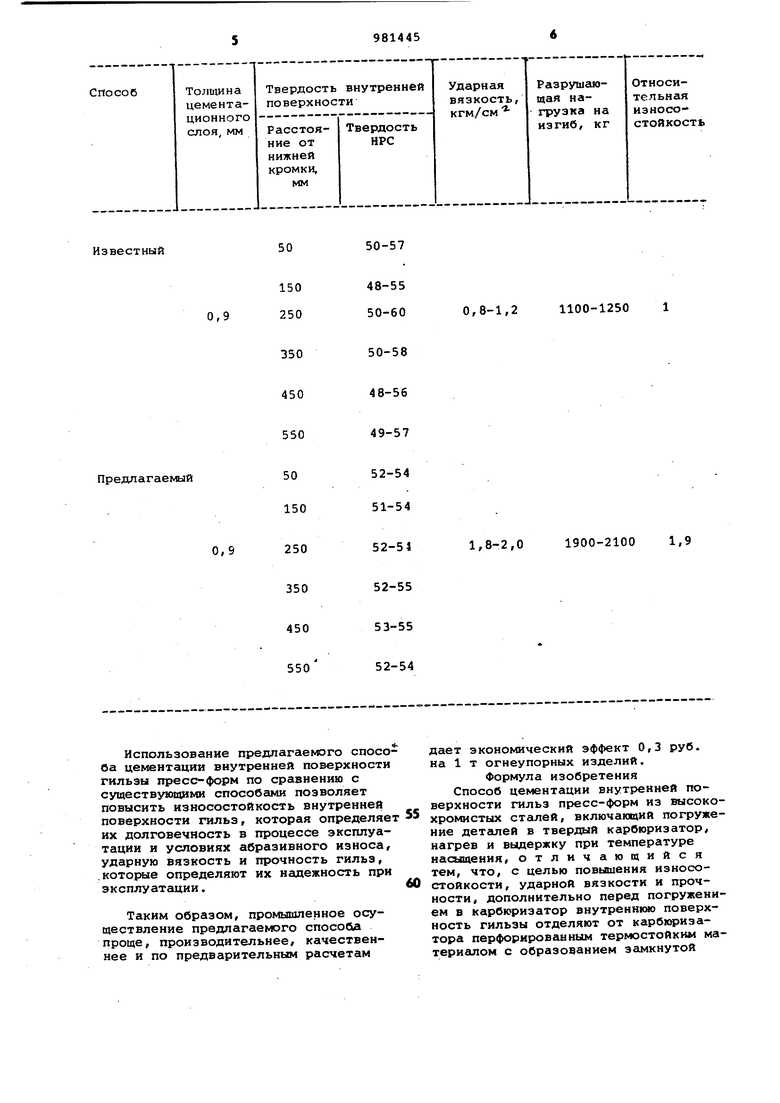
Цель изобретения - повышение износостойкости, ударной вязкости и прочности гильз пресс-форм за счет исключения пятнистой твердости и зоны сплошных карбидов в цементацион30ном слое. Поставленная цель достигается тем, что согласно способу цементации гильз пресс-форм из BucoKoxpot/mcTbix сталей, включающем погружение детале в твердый карбюризатор, нагрев и вы держку при температуре насыщения, до полнительно перед погружением в карбюризатор внутреннюю поверхность гильзы отделяют от карбюризатора пер форированным термостойким материалом с образованием замкнутой полости,ограниченной инутрсиней поверхностью гильзы и поверхностью перфорированно го материала. Отделение внутренней поверхности гильз пресс-форм от активного карбюризатора с образованием полости в непосредственной близости от внутренне поверхности гильз создает условия дл интенсивного беспрепятственного ONMпания внутренней поверхности гильз парами депассивнрующих добавок актив ного карбюризатора в процессе цементации. При этом происходит полное восста новление пассивной плетен окислов хромг и беспрепятственная ргпзномерная диффузия углерода вглубь металла что обеспечивает полное исключение пятнистой твердости и зоны сплошных карбидов, которые предопределяют износостойкость и прочностные свойства внутренней рабочей поверхности гильз пресс-форм. .Пример . Пpeдлaгae ый способ испытан п лабораторных условиях. Проводят цементацию гильз прессформ из стали 12X13 для прессования огнеупорных трубок (внутренний диаметр гильзы - 1:40 мм, толщина, стенки 6 мм, высота - 600 мм) д;вумя способа tvM: изпестш.ам способом в твердом карбюризаторе с защитой поверхности гильзы пастой, состоящей из 99% графита и 1% K FelCN) , нанесенной на внутреннюю поверхность гильзы слоем толщиной 2 мм, и предлагаемым способом, при котором внутреннюю поверх ность гильзы изолируют листовой сталью толщиной 1 мм, с диаметром выполненных отверстий, меньшим нижнего предела фракции карбюризатора, а именно 5 мм, расстояние между цент рами отверстий равно 8 мм. Изоляцию производят таким образом что между поверхностью стального перфорированного листа и внутренней поверхностью гильзы пресс-форм образуется замкнутая полость. Расстояние между ограничивающими эту полость поверхностями берут в пределах 3-4 мм с учетом исключения касания поверхностей при деформации их в процессе цементации. Затем гильзу с изолированной внутренней поверхностью помещают в цементационный ящик и засыпают активным карбюри 3 атором. В качестве карбюризатора используют смесь равных частей свежего и отработанного бондюжского карбюризатора (ГОСТ 2407-73) и 15% Na,CO (сода кальцинированная-). Цементационный ящик герметизируют огнеупорной глиной и загружают в нагревательную печь. Цементацию проводят при 1030-104ос 9 ч, а закалку производят от температуры цементации. Металлографические исследования образцов, вырезанных из различных участков гильзы, показывают, что полученный цементационный слой по предлагаемому способу характеризуется высокой равномерностью распределения углерода по всей площади внутренней поверхности гильзы и в макроструктуре образца не наблюдается ни одного мягкого пятна. Таким образом полностью исключается пятнистая твердость внутренней поверхности гильз пресс-форм, в результате чего обеспечивается ее высокая износостойкость. Для определения ударной вязкости из цементованных гильз вырезают образцы 10-10-55 мм в продольном направлении. Такие же образцы подвергают испытаниям на статический изгиб при расстоянии между опорами 40 мм. Твердость замеряют на образцах; вырезанных по высоте гильзы через 100 мм. Испытания на износостойкость проводят на лабораторной установке, иммитирующей условия изнашивания Гильз пресс-форм при изготовлении стопорных огнеупорных трубок. Результаты испытаний приведены таблице.
50
Известный
150 250
0,9
350 450 550
50 150
Предлагаемый
250 350 450
550
50-57
48-55
0,8-1,2 1100-1250 1 50-60
50-58 48-56 49-57
52-54 51-54
1,8-2,0 1900-2100 1,9
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей из нержавеющих хромистых сталей | 1990 |
|
SU1765250A1 |
| Цементуемая ферритная сталь | 1990 |
|
SU1740484A1 |
| Способ цементации стальных изделий | 1988 |
|
SU1640202A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ НИЗКОУГЛЕРОДИСТЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2041286C1 |
| Способ цементации деталей из конструкционных и инструментальных сталей в цементуемой пасте | 2019 |
|
RU2704044C1 |
| Способ термической обработки деталей из высокохромистых сталей | 1981 |
|
SU988883A1 |
| СОСТАВ ДЛЯ НИТРОЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2314363C1 |
| СПОСОБ ЦЕМЕНТАЦИИ СО СТУПЕНЧАТЫМИ ИЗОТЕРМИЧЕСКИМИ ВЫДЕРЖКАМИ В ОБЛАСТИ ТЕМПЕРАТУР ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ | 2011 |
|
RU2463380C1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
| Состав для нитроцементации изделий | 1982 |
|
SU1047994A1 |
Использование предлагаемого способа цементации внутренней поверхности гильзы пресс-форм по сравнению с су1деств5П01цими способами позволяет повысить износостойкость внутренней поверхности гильз, которая определяе их долговечность в процессе эксплуатации и условиях абразивного износа, ударную вязкость и прочность гильз, .которые определяют их надежность при эксплуатации.
Таким образом, промышленное осуществление предлагаемого способа проще, производительнее, качественнее и по предварительным расчетам
дает экономический эффект 0,3 руб. на 1 т огнеупорных изделий.
Формула изобретения Способ цементации внутренней поверхности гильз пресс-форм из высокохромистых сталей, включающий погружение деталей в твердый карбюризатор, нагрев и выдержку при температуре насыщения, отличающийся тем, что, с целью повышения износостойкости, ударной вязкости и прочности, дополнительно перед погружением в карбюризатор внутреннюю поверхность гильзы отделяют от карбюризатора перфорированным термостойким материалом с образованием згц кнутой
7 9814458
полоски, ограниченной внутреннейтута, вып. 50. м., Оборонгиз, 1961,
поверхностью гильзы и поверхностьюс.17-23. перфорированного материала.
Источники информации,2. Слободинский И.И., Бондарев Г.И,
принятые во внимание при экспертизе, Прогрессивная технология термической
