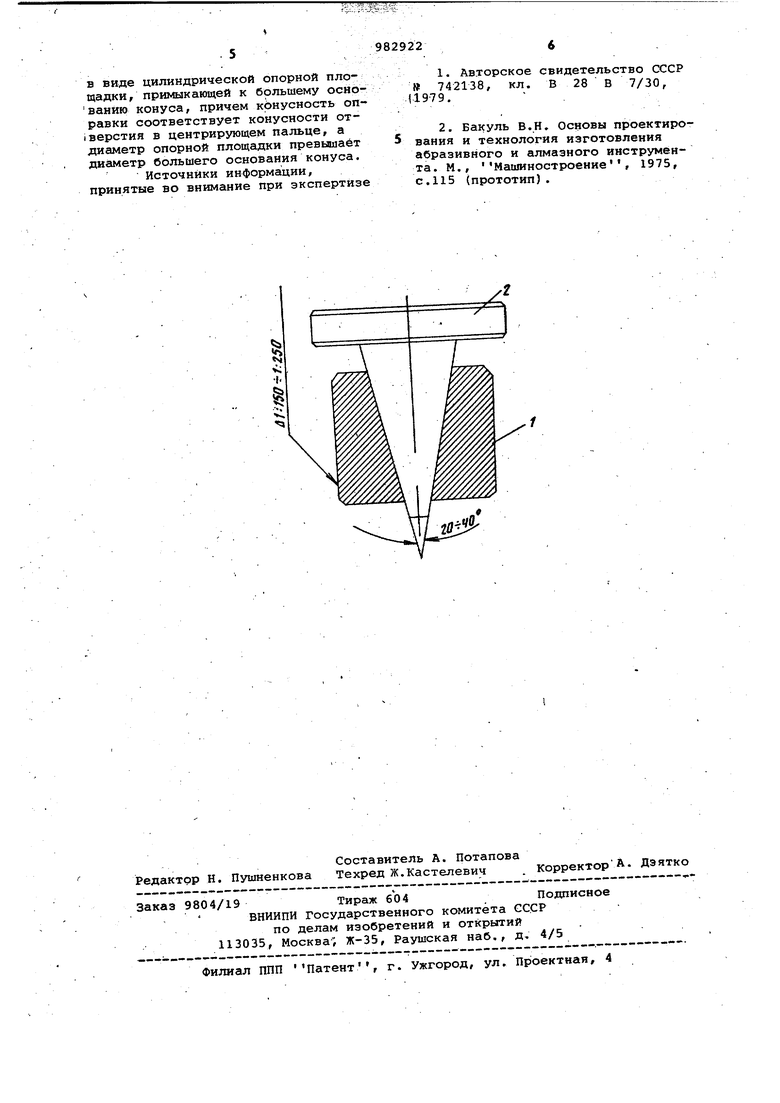
Изобретение относится к технолог прессования изделий из разных материалов и может быть использовано при изготовлении абразивных кругов различного профиля. Известен сердечник для формирова ния пустот в объемных элементах fl однако данный сердечник сложен по конструкции. .Известен, также центрирующий палец для пресс-форм, имеющий форму усеченного конуса с конусностью 0,004-0,0066 и шлифованную боковую поверхность Через 800-1200 прессований на бо ковой поверхности этого пальца за счет абразивного износа образуются углубления. По достижении величины углубления, равной 0,2-0,3 ри1 ующий палец не может быть исполь зован для дальнейшей работы и долже быть заменен другим, а изношенный палец подвергают реставрации 2 3. Недостатками известного пальца являются незначительное количество реставраций в пределах допустимой высоты пальца, сложность и малая надежность процесса реставрации. Цель изобретения - .повышение ра ботоспособности пальца, упрощение и пов1лшение надежности процесса реставрации. Указанная цель достигается тем, что в центрирующем пальце для прессформ, преимуптественно для прессования абразивных кругов, имеющем форму усеченного конуса с конусностью . 0,004-0,006 и шлифованную боковью поверхность конуса, по продольной оси симметрии пальца выполнено .сквозное конусное отверстие с углом при вершине конуса, равным 20-40°,причем угол при вершине конусного отверстия находится в пределах 30-32°,при этом в оправке для реставрации центрирующего пальца, включающей корпус с основанием, корпус имеет усеченного конуса, а основание выполнено в виде цилиндрической опорной площадки, приколкающей к большему основанию конуса, причем конусность оправки соответствует конусности отверстия в центрирующем пальце, а диаметр опорной площадки превыйзает диаметр большего основания конуса. На чертеже показан центрирующий палец с оправкой для его реставрации, продольный разрез. . Изделие с помощью центрирующего пальца в пресс-форме прессуется следующим образом. Полость между нижним пуансоном, обоймой и центрирующим пальцем 1 заполняют абразивной массой. -Уста-, навливают в обойму на центрирующий палец 1 верхний пуансонf к которому прикладьюают усилие пресса, наприме по схеме до упора . По окончании прессования, разбирают пресс-форму и извлекают из нее готовое изделие абразивный круг. При появлении на боковой поверхности центрирующего пальца 1 износа (углубления), превышающего допустимые значения, центрирующий палец подвергают реставрации. Для этого центрирующий палец нагревают до 900-950°С, устанавливают в отверстие конусную оправку 2, с помощью пресса создаю давление на опорную площадку оправки 2 и доводя наружный диаметр пальца в месте углубления до заданной величины, по ле чего извлекают оправку 2 из цент рирующего пальца и подвергают палец 1 закалке и последующей ишифовкё. Пример. Для. прессования шли фовального круга типа ПП размером мм применяют центрирующий палец из ст.45 с.начальнойвысотой 44 мм и диаметром меньшего основани конуса 75,8+0,2 мм. В пальце по про дольной оси симметрии выполнено сквозное конусное отверстие с углом при вершине конуса, равным 30°.При этом диаметр большего основания внутреннего конуса равен 21 мм. При образовании на бокобой поверхности углубления абразивного из носа величиной 0,2-0,3 мм центрирую щий палец подвергают реетаврации, С этой целью палец нагревают до 900 950°С, устанавливают в отверстие пальца конусную опрааку, с помощью пресса усилием 30-45 т силы создают давление на опорную площадку оправки, доводят наружный диаметр пальца в месте углубления до величины 76,5-77 мм и подвергают палец немедленной закалке до П 45-50, По ле закалки палец шлифуют с обраэова .нием конусности 0,005 до диаметра меньшего основания конуса, равного 76,13+0,05 мм. Высота центрируюй1.его пальца в процессе одной реставрации уменьшается на 0,1-0,2 мм. Следовательно уменьшая высоту пальца от 44 до 41,5 мм можно произвести 10-15 реставраций одного пальца. Оправку изготавливают из того же материала, что и центрирующий палец и закаливают. Увеличение диаметра опорной площадки по сравнению с большим основанием icoHyca создает повышение удобства эксплуатации оправки при установке ее в палец и обеспечивает извлечение ее из пальц после реставрации последнего. Угол при вершине конуса центрирующего пальца и корпуса оправки в пределах 20-40° обеспечивает равномерность деформации пальца при реставрации и исключ.ает заклинивание оправки в центрирующем пальце. Наиболее полное выдавливание пальца при реставрации в месте углубления . при минимальном уменьшении высоты пальца и исключении заклинивания оправки в центрирующем пальце обеспечивает угол 30-32°. Равномерность деформации пальца по всей его высоте исключает образование бочкообразной формы пальца. Это позволяет не проводить в дальнейшем токарную обработку пальца и исключи ть предварительный отпуск, а использовав фактор незначительного охлаждения пальца в процессе деформации его под прессом,-сразу после деформации осуществить его закалку. Предложенная конструкция центрирующего пальца и оправки для его реставрации позволяет увеличить количество реставраций в 10-15 раз, в 3 раза уменьшить мощность оборудования, необходимого для осуществления деформации пальца прл реставрации, значительно сократить продолжительность процесса реставрации за счет исключения таких операций как токарная, отпуск, а также объединения нагрева пальца для деформации и закалки. При этом за счет выполнения в пальце конусного отверстия на 30% уменьшается вес пальца в сравнении с пальцем без отверстия. Равномерность деформации пальца оправкой значительно повышает надежность процесса реставрации. Формула изобретения 1.Центриругавлий палец для прессформ, преимущественно для прессования абразивных кругов, имеющий форN y усеченного конуса с конусностью 0,004-0,066 и пшифованнло боковую поверхность конуса, отличающ и и с я тем, что, с целью повышения работоспособности пальца, упрощения и повышения надежности процесса его реставрации, по продольной оси симметрии пальца выполнено сквозное отверстие с углом при вершине конуса, равным 20-40, 2.Центрирующий палец для прессформ по п. 1, отличающийся тем, что угол при вершине конусного отверстия находится в пределах 30-32°. 3.Оправка для реставрации центрирующе го пальца, включающая корпус с основанием, отличающаяся тем, что корпус имеет форму усеченного конуса, а основание выполнено
в виде цилиндрической опорной площадки, примыкающей к большему основанйю конуса, причем конусность оправки соответствует конусности от1верстия в центрирующем пальце, а диаметр опорной площадки превышает диаметр большего основания конуса.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР - 28 В
7/30,
2. Бакуль В.Н. Основы проектирования и технология изготовления абразивного и алмазного инструмента. М., Машиностроение, 1975 с.115 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТРУБОК | 1945 |
|
SU69486A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| Пресс-форма для формования высоких абразивных кругов | 1976 |
|
SU640504A1 |
| ОПРАВКА ДЛЯ МОНТАЖА АРМАТУРЫ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ ЦВЕТНОГО КИНЕСКОПА | 1971 |
|
SU297221A1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2223169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
| СЕРДЕЧНИК БРОНЕБОЙНОЙ ПУЛИ ИЗ ТВЕРДОГО СПЛАВА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ, ПУЛЯ, В КОТОРОЙ ИСПОЛЬЗОВАН СЕРДЕЧНИК, ПАТРОН, В КОТОРОМ ИСПОЛЬЗОВАНА ПУЛЯ | 2023 |
|
RU2831034C1 |
| Устройство для закалки деталей | 1982 |
|
SU1054431A1 |
| СОСТАВНАЯ ПРЕСС-ШАЙБА | 2003 |
|
RU2238812C1 |
