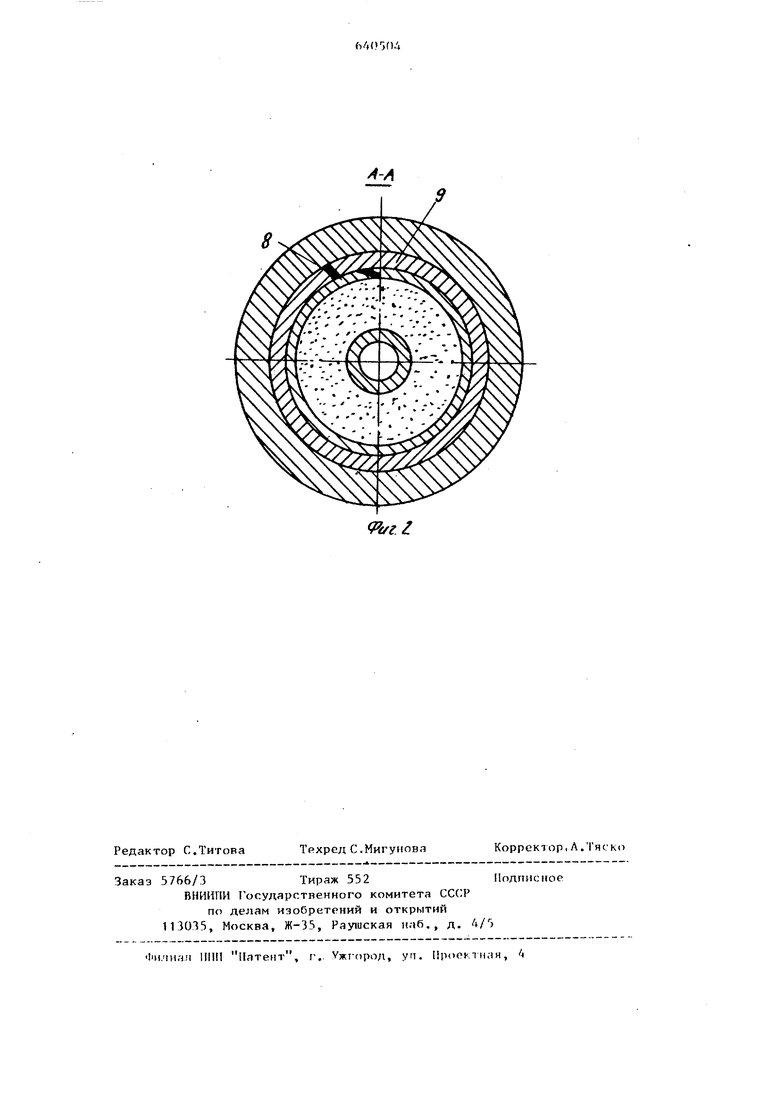
Изобретение относится к производ ству абразивного инструмента. Известна пресс-форма для шлифовальных кругов, включающая матрицу, оправку, верхний и нижний пуансоны . Недостаток этой пресс-формы состоит в том, что при прессовании высоких абразивных кругов подпрессовываются верхние и нижние части изделия, серздина остается недопрес сованной, т.е. изделия получаются неравномерной плотности. Наиболее близкой к изобретению по технической сущности является форма для изготовления образцов из порошкообразных материалов путем прессования, в которой матрица изготовлена в виде разъемного станка с конусным углублением в внешней части его основания, в которое вход конус расклинивателя, и резьбовыми отверстиями для винтов, фиксирующих в матрице пуансон, а обжимная втулк установлена с возможностью образова НИН с матрицей клинового соединения С23. Однако в таком устройстве матриц формы не раздвигается во время прес сования, что не позволяет уменьшить величину трения абразивной массы о стенки формы, т.е. работает во врем прессования как неразъемная форма, и не дает возможности пропрессоват изделия .большой высоты с получением равномерной твердости. В случае использования ее с раздвижением во время прессования фор муемая масса вьщавливается в образ вавшиеся зазоры между элементами матрицы, а в заформованном изделии в местах, соприкасающихся с зазоро матрицы, образуются трещины, что недопустимо. Цель изобретения - повьшаение ка чества абразивных кругов. Указанная цель достигается тем, что пресс-форма для формования выс ких абразивных кругов, содержащая кольцевую матрицу с расположенной в ней оправкой, верхний и нижний пуансоны, обжимную обойму, охватывающую матрицу, снабжена лентой, р мещенной внутри матрицы и перекрывающей стык матрицы, выполненной разрезной, а пуансон выполнен с упорами, взаимодействующими с обжи 42 ной шайбой, которые могут быть выполп1ены регулируемыми. На фиг.1 показана предлагаемая пресс-форма в исходном положении, разрез, на фиг.2 - разрез Л-А на фиг.1. Пресс-форма из разрезной матрицы 1, оправки 2, служащей для получения отверстия в изделиях, верхнего 3 и нижнего 4 пуансонов, обжимной обоймы 5, ленты 6 и регулируемых упоров 7, смонтированных на верхнем пуансоне 3. Работает устройство следующим образом. После заполнения пресс-формы абразивной массой верхний 3 и нижний 4 пуансоны, внедряясь в матрицу 1, сжимают находящуюся в ней абразивную массу. Упоры 7 во время прессования, воздействуя на обжимную обойму 5, перемещают ее вниз по конусной поверхности. По мере опускания обжимной обоймы 5 и воздействия пуансонов 3 и 4 на абразивную массу разрезная матрица 1 под действием радиальных с.ил увеличивается в диаметре, что способствует снижению сил пристенного трения. Снижение сил пристенного трения позволяет равномерно пропрессовать изделие по всему объему. Разрез 8, выполненный по всей высоте образующей матрицы 1, перекрьшается лентой 6, имеющей стык 9, например косой. Стык 9 ленты смещен относительно разреза 8 матрицы 1. Извлечение заформованного изделия из матрицы 1 и возврат обжимной обоймы 5 в исходное положение осуществляются щтырями выталкивателя, которые на чертеже условно не показаны. Использование данной пресс-формы для формования высоких абразивных кругов обеспечивает получение изделий равномерной плотности во всем объеме, даже в случае формования изделий высотой до 250 мм, за счет уменьшения сил пристенного трения снижается удельное давление прессования. Введение ленты, перекрывающей разрез матрицы, позволяет ликвидировать выдавливание массы через щель разреза и обеспечивает получение изделии без трещин.
8
(fl I
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования керамических изделий | 1990 |
|
SU1788929A3 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2223169C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2176590C1 |
| Роторный пресс для формования абразивных кругов | 1986 |
|
SU1447678A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301720C2 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
1. ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ВЫСОКИХ АБРАЗИВНЫХ КРУГОВ, содержащая кольцевую матрицу с расположенной в ней оправкой, верхний и нижний пуансоны, обжимную обойму, охватывающую матрицу, отличающаяся тем, что, с целью повьше- НИН качества абразивных кругов, она снабжена лентой, размещенной внутри матрицы и перекрывающей стык матрицы, выполненной разрезной, а пуансон выполнен с упорами.2. Пресс-форма по п.1, о т л и - чающаяся тем, что упоры выполнены регулируемыми.с(О(Л054^оСПО 4^
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прессформа для фасонных шлифовальных кругов | 1939 |
|
SU55938A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР | |||
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ | 0 |
|
SU262677A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
