Изобретение относится к обработке металлов давлением, точнее к устройствам для правки труб, и может быть использовано при калибровке навитых многослойных труб большого диаметра, используемых в магистральных газопроводах.
Известен инструмент для калибровки электросварных газонефтепроводных труб, содержащий смонтированную на штоке силового цилиндра многогранную клиновую оправку, установленные на ней с возможностью радиального перемещения клинья, на которых закреплены сегменты.
При этом наружная поверхность инструмента, образованная этими сегментами, представляет собой цилиндр, который увеличиваясь в диаметре при их раздвижении осуществляет калиб1эовкУ. труб с определенным диаметром tlj.
Недостатком известного инструмента является низкое качество калибровки навитых МНОГОСЛОЙНЫХ труб, внутренний диаметр которых имеет не строго цилиндрическую форму, а выполнен с наличием нахлеста одного слоя листового металла на другой. Указанный недостаток объясняется тем, что при калибровке навитых многослойных труб
инструментом с цилиндрической наружней поверхностью происходит искажение геометрической формы трубы, а на учас стке ее периметра в районе нахлеста возможно смятие кромки внутреннего слоя. Это обстоятельство приводит также к ухудшению качества сборки и сварки отдельных коротких многослойных
п труб В Сборную трубу необходимой для использования в трубопроводах длины. Цель изобретения - повьааение точности калибровки навитых многослойных труб путем устранения искажения форкы их поперечного сечения.
15
Поставленная цель достигается-тем, что в инструменте для калибровки навитых МНОГОСЛОЙНЫХ труб, содержацем смонтированную на штоке силового ци20линдра многогранную клиновую оправку, установленные на ней с возможностью радиального перемещения клинья, на которых закреплены сегменты, наружняя поверхность части приг«кающих один к другому сегментов на угле ин25струмента, равном или превваданядем 90, выполнена по архимедовой спирали с шагом,определяемым соотношением S 1 где h -толщина одного слоя трубы; К - длина наружной поверхнос
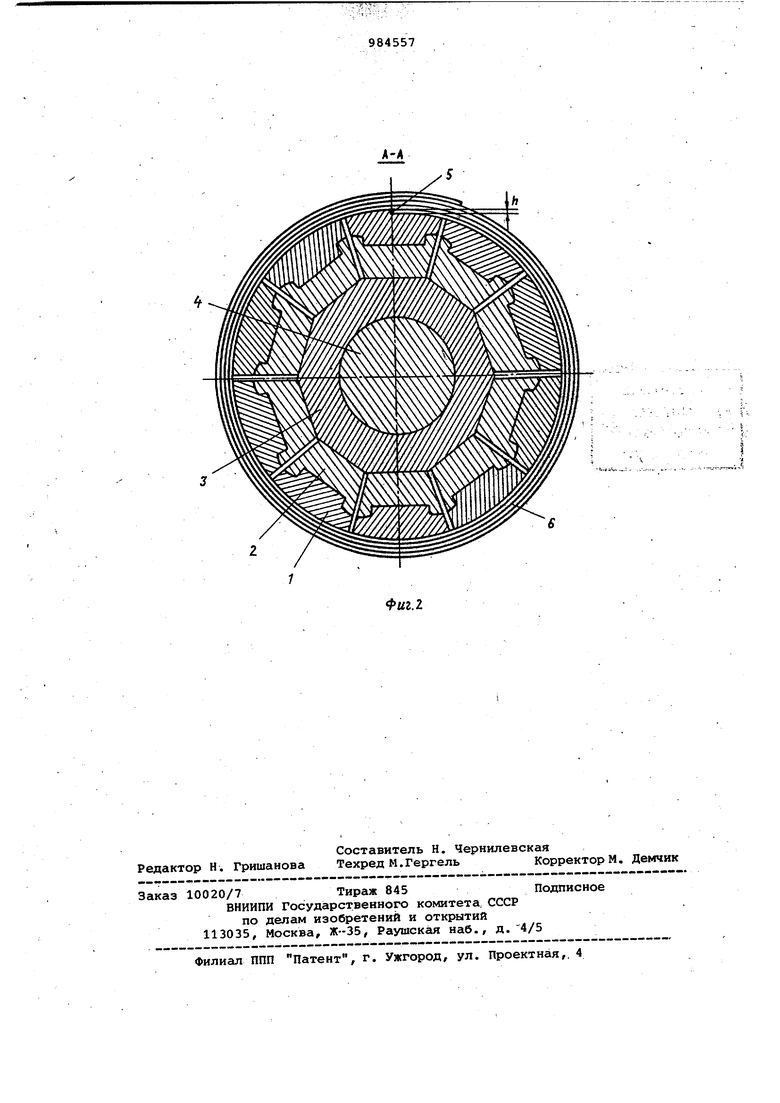
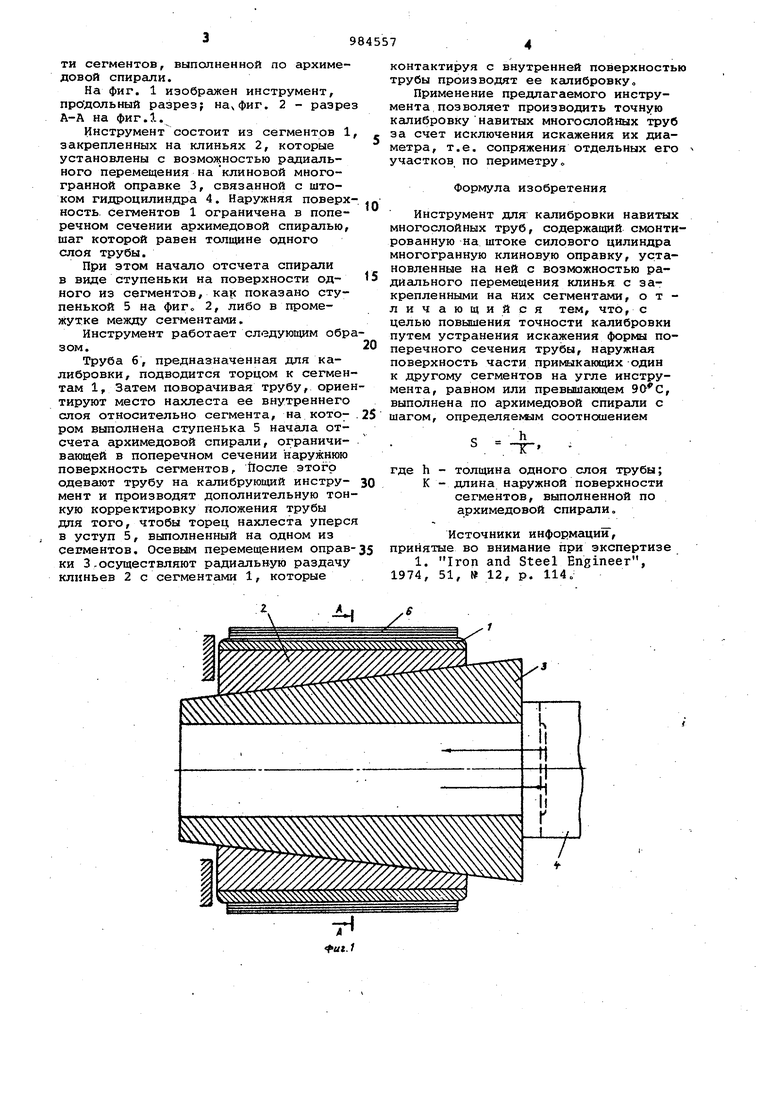
30 ТИ сегментов, выпсхпненной по архимедовой спирали. На фиг. 1 изображен инструмент, продольный разрез; науфиг. 2 - разре А-А на фиг.1. Инструмент состоит из сегментов 1 закрепленных на клиньях 2, которые установлены с возможностью радиального перемещения на клиновой многогранной оправке 3, связанной с штоком гидроцилиндра 4. Наружняя поверх ность сегментов 1 ограничена в поперечном сечении архимедовой спиралью, шаг которой равен толщине одного слоя трубы. При этом начало отсчета спирали в виде ступеньки на поверхности одного из сегментов, кар показано ступенькой 5 на фиг« 2, либо в промежутке между сегментами. Инструмент работает следующим обр зом. Труба б, предназгначенная для калибровки, подводится торцом к сегмен там 1, Затем поворачивая трубу, орие тируют место нахлеста ее внутреннего слоя относительно сегмента, на котором выполнена ступенька 5 начала отсчета архимедовой спирали, ограничивающей в поперечном сечении наружнюю поверхность сегментов, Йосле этого одевают трубу на калибрующий инструмент и производят дополнительную тон кую корректировку положения трубы для того, чтобы торец нахлеста уперс в уступ 5, выполненный на одном из сегментов. Осевым перемещением оправ ки 3,осуществляют радиальную раздачу клиньев 2 с сегментами 1, которые контактируя с внутренней поверхностью трубы производят ее калибровку, Применение предлагаемого инструмента позволяет производить точную калибровку навитых многослойных труб за счет исключения искажения их диаметра, т.е. сопряжения отдельных его участков по периметру. Формула изобретения Инструмент для калибровки навитых многослойных труб, содержащий смонтированную на штоке силового цилиндра многогранную клиновую оправку, установленные на ней с возможностью радиального перемещения клинья с закрепленными на них сегментами, отличающийся тем, что, с целью повышения точности калибровки путем устранения искажения формы поперечного сечения трубы, наружная поверхность части примыкающих один к другому сегментов на угле инструмента, равном или превышающем , выполнена по архимедовой спирали с шагом, определяе ым соотношением с - h . . ПГ где h - толщина одного слоя трубы; К - длина наружной поверхности сегментов, выполненной по архимедовой спирали. Источники информации, принятые во внимание при экспертизе 1. Iron and Steel Engineer, 1974, 51, 12, p. 114,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Копировальное устройство для обработки кулачков | 1987 |
|
SU1500464A1 |
| Механический экспандер | 1979 |
|
SU825239A1 |
| ШАРОВОЕ СЕДЛО ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ И ВЫСОКОЙ ТЕМПЕРАТУРЫ | 2011 |
|
RU2543011C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Устройство для раздачи труб | 1980 |
|
SU893340A1 |
| Способ изготовления теплообменника | 1989 |
|
SU1648717A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |