(54) УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| Устройство для изготовления кольцевых гофров на трубных заготовках | 1987 |
|
SU1426670A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Устройство для раздачи труб | 1980 |
|
SU893335A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| Устройство для гидравлической раздачи труб с осевым подпором | 1977 |
|
SU631242A1 |
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 2000 |
|
RU2191651C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
I
Изобретение относится к методам изменения диаметра труб обработкой давлением.
Известно устройство для раздачи труб, со. держащее установленную в корпусе оправку с навитой на нее эластичной трубкой, один конец которой заглушен, а другой соединен с гидросистемой 1.
Однако при раздаче известным устройством на внутренней поверхности труб могут образоваться выступы в месте контакта трубы с участком сопряжения двух витков эластичной трубки.
Цель изобретения - повышение качества изделия путем обеспечения возможности перемещения оправки на половину шага витков .трубки для повторной раздачи трубы в месте, где имеются выступы.
Поставленная цель достигается тем, что устройство, содержащее установленную в корпусе оправку с навитой на нее эластичной трубкой, один конец которой заглушен, а другой соединен с гидросистемой, снабжено жестко закрепленной в корпусе по оси устроства штангой, на которой подвижно в осевом направ,лешш смонтирована оправка, и приводом перемещения оправки .
При этом привод перемещения оправки может быть вьшолнен в виде жестко связанного с оправкой поршня и размещенного в корпусе цилиндра.
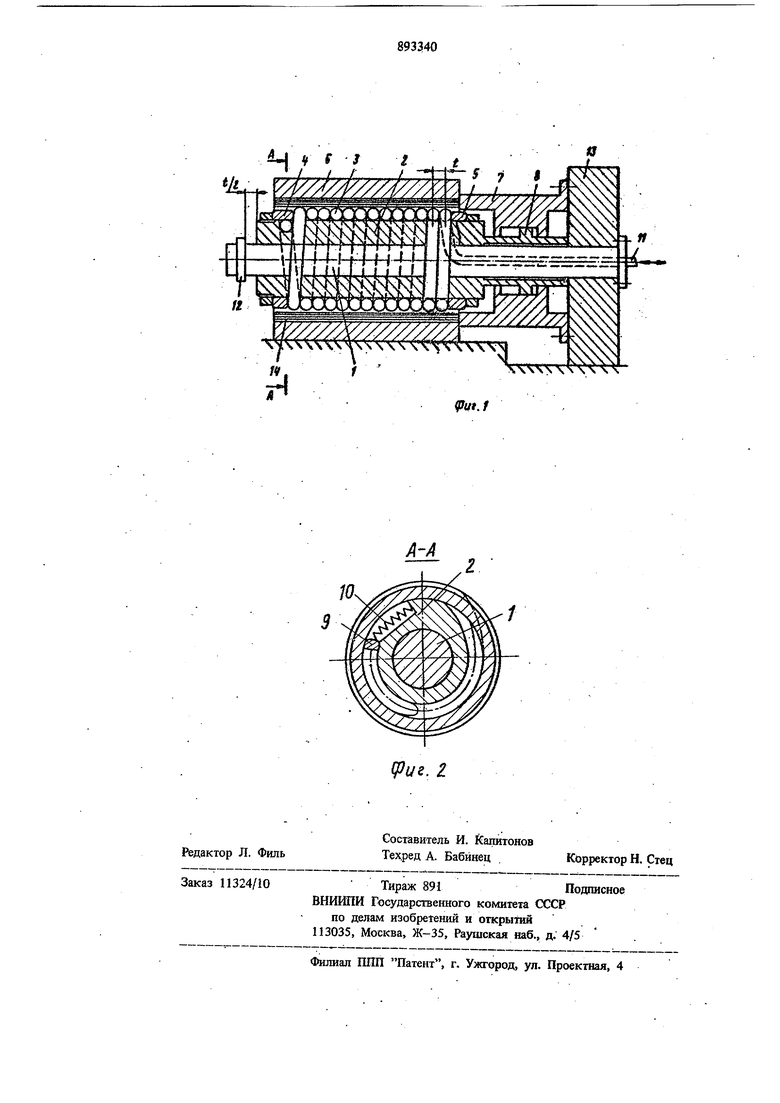
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из штанги 1, оправки 2, эластичной трубки 3, размещенной на оправке между регулируемыми упорами 4 и 5, полуматриц 6 с механизмом их запирания (не показан). Привод оправки вьшолнен в виде неподвижного цилиндра 7 с порщнем 8, шток которого соединен с оправкой 2. Один конец
15 9 злacти шoй трубки заглушен и подпружинен с оправкой посредством пружины 10, второй 11 - закреплен на оправке и соединен с гидросистемой высокого давления. Оправка имеет возможность перемещаться до joiopa 12, а в другую сторону до корпуса 13.
Трубная заготовка 14 установлена неподвижно.
Устройство для раздачи тонкостенных труб рабо1ает следующим образом. При отсутствии давления жидкости в эластичной трубке 3 посредством упоров 4 и 5 регулируют ее длину так, чтобы витки без (Зазоров между ними располагаюсь равномерно на оправке по всей ее длине. На оправку устанавливают трубную заготовку 14, охватьшают ее по наружному диаметру полуматрицами 6 и запирают их. Через, неподвижный конец И подают жидкость под высоким давлением в эластичную трубку 3. При этом до ликвидации зазора между внутре1шей стенкой трубной заготовки и витками эластич ной трубки под действием этого давления происходит смещение витков относительно оправки. Это перемещение возрастает от нулевого З1ичения у закрепленного конца эластичной трубки до максимального у ее свободного конца. Перемещение свободного конца эластичной трубки вызывает растяже1ше пружины 10. При дальнейшем действии этого усилия осуществляется раздача трубной заготовки до ликвидации зазора между внутренними поверхностями полуматриц 6 и наружной поверх ностью трубной заготовки 14. Снимают давле1ше жидкости, в эластичной трубке 3, и под действием пружины 10 витки ее возвращаются в исходное положе1ше. Подают жидкость под давлением в правую поршневую полость цилиндра 7, и поршень 8 со штоком переводит оправку 2 до упора 12 шгганги 1. Это перемещение равно половине шага винтовой лигош спирали эластичной трубки 3. С целью ликвидации возмояшых неровностей междувитковых участков трубной заготов ки повторяют процесс раздачи ее в описанно последовательности. Снимают давление жидкос ти в эластичной трубке. Подав жидкость в л взао поршневую полость цилшщ{)а 7, оправку возвращают в исходное положение - до упо pa штока поршня 8 в корпус 13, Размыкают полуматрицы 6 и С1шмают готовую трубу с оправки. При изготовлении многослойных тонкостенных труб на оправку устанавливают последовательно следующую трубную заготовку с наружным диаметром, меньшим внутреннего диаметра готовой трубы, roTOBjTo трубу в той же последовательности осуществляют раздачу второй трубы по ликвидации зазора между трубами. Эти операции повторяют до получения необходимого количества слоев многослойной то1жостенной трубы. Предлагаемая конструкция устройства для раздаш тош остет1ых труб позволяет качественно осуществить процесс раздачи труб и с повышает надежность устройства, так как в нем отсутствуют механические элементы, непосредственно взаимодействующие с эластичной камерой, вызьшающие преждевременный ее износ. Формула изобретения 1.Устройство для раздачи труб, содержащее установленную в корпусе оправку с навитой на нее эластичной трубкой, один конец которой заглушен, а другой соединен с гидросистемой, отличающееся тем, что, с целью повышения качества изделия, оно снабжено жестко закрепленной в корпусе по его оси штангой, а оправка - приводом ее осевого перемещения, при этом оправка установлена на штанге. 2.Устройство по п. 1, отличающееся тем,. что привод перемещения оправки вьшолнен в виде . жестко связанного с оправкой поршня, размещешюго в цилиндре, смонтированном в корпусе. Источники информации, принятые во В1шмание при экспертизе 1. Авторское свидетельство СССР по заявке № 2925805/25-27, кл. В 21 D 39/06, 27.02.80 (прототип).
