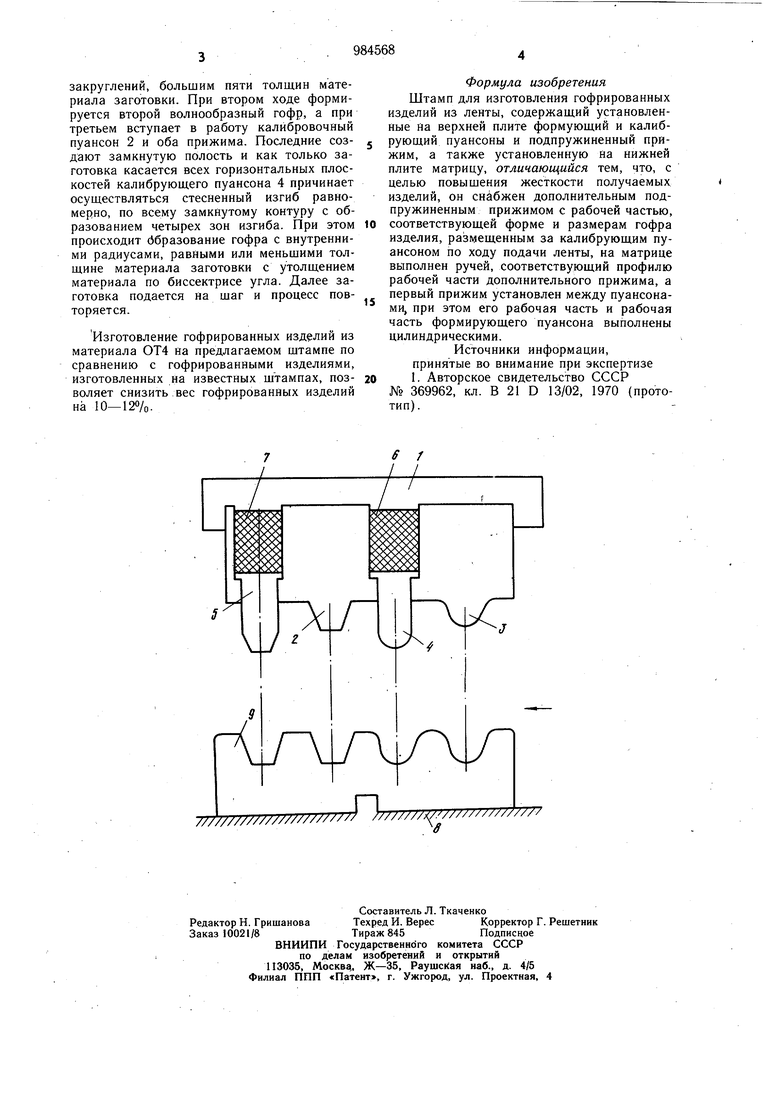
Изобретение относится к обработке металлов давлением и может быть использовано для получения гофрированных изделий повышенной жесткости. Известен штамп для изготовления гофрированных изделий из ленты, содержаш,ий установленные на верхней плите формующий и калибрующий пуансоны и подпружиненный прижим, а также установленную на нижней плите матрицу 1. Однако на известном штампе получают гофрированные изделия с утоненной угловой частью, что снижает его жесткость гофров. Цель изобретения - повыщение жесткости получаемых изделий. Поставленная цель достигается тем, что штамп для изготовления гофрированных изделий из ленты, содержащий установленные на верхней плите формуюш.ий и калибруюш,ий пуансоны и подпружиненный прижим, а также установленную на нижней плите матрицу, снабжен дополнительным подпружиненным прижимом с рабочей частью, соответствующей форме и размерам гофра изделия, размещенным за калибрующим пуансоном по ходу подачи ленты, на матрице выполнен ручей, соответствующий профилю рабочей части дополнительного прижима, а первый прижим установлен между пуансонами, при этом его рабочая часть и рабочая часть формующего пуансона выполнены цилиндрическими. На чертеже схематически изображен пре алагаемый штамп. Штамп состоит из установленных на верхней плите 1 калибрующего 2 и формующего 2 пуансонов и прижимов 4 и 5, установленных на упругих основаниях 6 и 7, а также установленной на нижней плите 8 матрицы 9. Пуансон 3 и прижим 4 имеют цилиндрическую рабочую поверхность с ра-. диусом больше пяти толщин материала заготовки. Рабочая часть прижима 5 выполнена по форме и размерам готового гофра. Матрица 9 имеет ручьи, соответствующие профилю рабочих частей пуансонов и прижимов. Штамп работает следующим образом. Ленточную заготовку подают в направлении стрелки на многоручьевую матрицу 9 и осуществляют первый ход верхней плиты 1. При этом пуансар 3 формует волнообразный гофр с относительным радиусом закруглений, большим пяти толщин материала заготовки. При втором ходе формируется второй волнообразный гофр, а при третьем вступает в работу калибровочный пуансон 2 и оба прижима. Последние создают замкнутую полость и как только заготовка касается всех горизонтальных плоскостей калибрующего пуансона 4 приминает осуществляться стесненный изгиб равномерно, по всему замкнутому контуру с образованием четырех зон изгиба. При этом происходит ббразование гофра с внутренними радиусами, равными или меньшими толщине материала заготовки с утолщением материала по биссектрисе угла. Далее заготовка подается на шаг и процесс повторяется. Изготовление гофрированных изделий из материала ОТ4 на предлагаемом штампе по сравнению с гофрированными изделиями, изготовленных на известных щтампах, позволяет снизить вес гофрированных изделий на 10-120/0. Формула изобретения Штамп для изготовления гофрированных изделий из ленты, содержащий установленные на верхней плите формующий и калибрующий пуансоны и подпружиненный прижим, а также установленную на нижней плите матрицу, отличающийся тем, что, с целью повышения жесткости получаемых изделий, он снабжен дополнительным подпружиненным прижимом с рабочей частью, соответствующей форме и размерам гофра изделия, размещенным за калибрующим пуансоном по ходу подачи ленты, на матрице выполнен ручей, соответствующий профилю рабочей части дополнительного прижима, а первый прижим установлен между пуансонами, при этом его рабочая часть и рабочая часть формирующего пуансона выполнены цилиндрическими. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 369962, кл. В 21 D 13/02, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2518016C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2324561C2 |
| Штамп для изготовления гофрированных листов | 1980 |
|
SU902910A1 |
| Штамп для изготовления полос с поперечными гофрами | 1982 |
|
SU1091962A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп совмещенного действия | 1976 |
|
SU592489A1 |
| Штамп для изготовления петли, на преимущественно крупногабаритной листовой заготовке | 1982 |
|
SU1050789A1 |
| Штамп для получения полых изделий | 1990 |
|
SU1784364A1 |
