1
Изобретение относится к обработке металлов давлением, в частности к операциям отрезки и гибки полосовой заготовки, например, при изготовлении коитровок (замков) для крепления лопаток газотурбинных двигателей.
Известен штамп 1 для гибки листовых заготовок с пуансоном и матрицей, выполненный в виде помещенных в стойки роликов, оси которых установлены с -возможностью упругого перемещения в плоскости гибки.
Недостаток указанного штампа применительно к изготовлению деталей типа контровок заключается в том, что в нем возмол на только одноугловая гибка.
Известен штамп 2 совмещенного действия, содержащий пуансон и прижатый к его торцу рабочей поверхностью подпружиненный прижим, взаимодействующие двумя боковыми поверхностями соответственно с гибочиой и с отрезной матрицами. Однако на этом штампе также можно осуществлять одноугловую тибку.
С целью повышения производительности за счет обеспечения гибки заготовки в трех плоскостях за один ход штампа, в предлагаемом штампе прижим и гибочная матрица выполнены с ручьями, размещенными на их рабочих поверхностях, причем ручей прижима расположен под заданными углами относительно его боковой поверхности, а гибочная матрица установлена с возможностью перемещения вдоль этой боковой поверхности пуансона.
Гибочная матрица может быть выполнена в виде ролика.
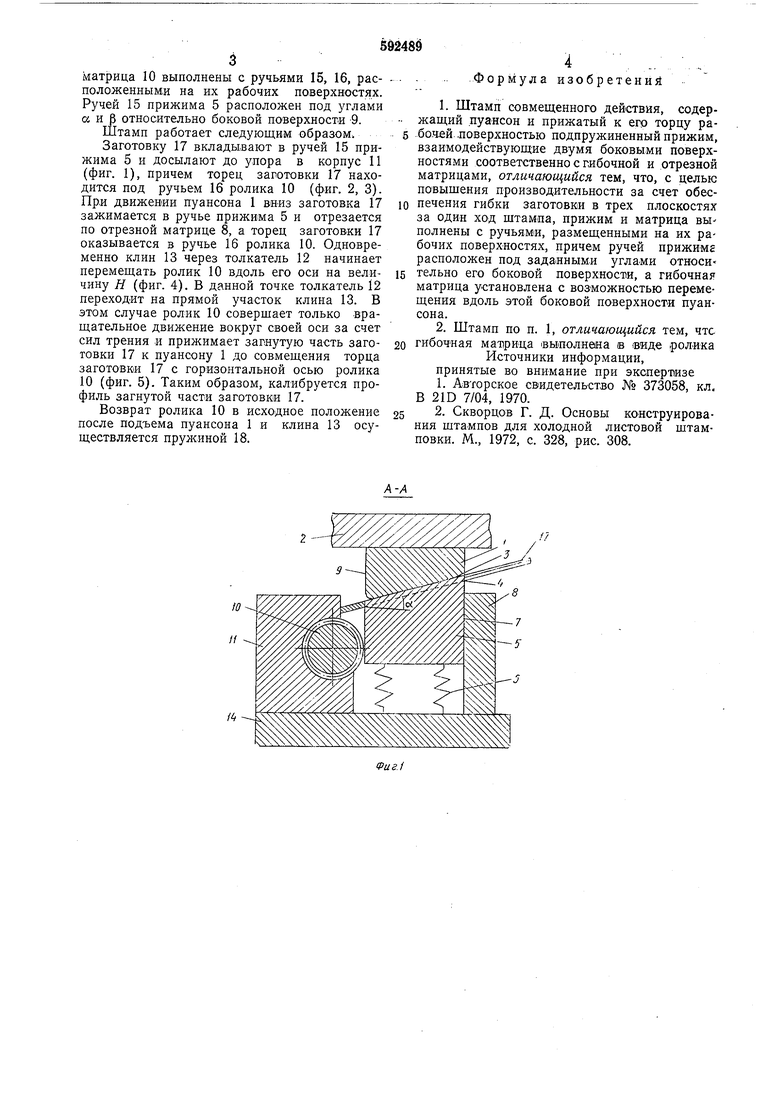
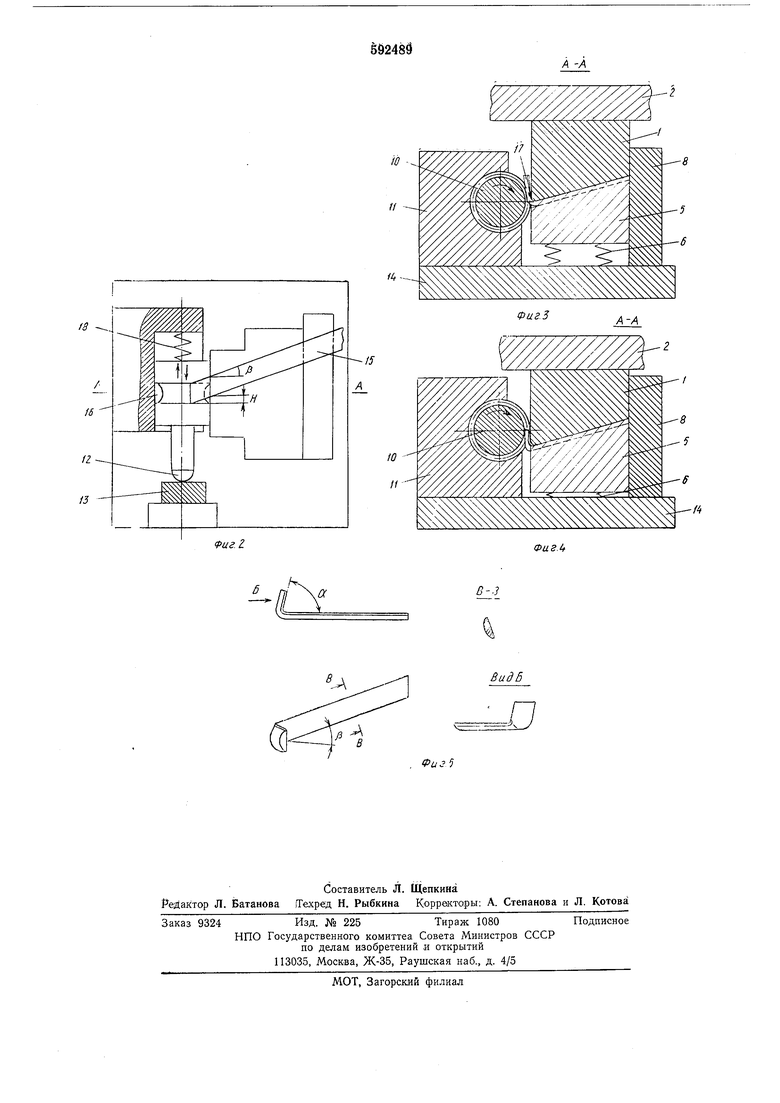
На фиг. 1 показан описываемый штамп; на фиг. 2 - раскрытый штамп (условно без пуансона и верхней плиты); на фиг. 3 - ролик 3 в крайнем положении перемещения вдоль оси, при которой начинается калибровка профиля изогнутой части заготовки; на фиг. 4- пуансон в крайнем нижнем положении, в котором завершается процесс гибки и
калибровки профиля заготовки; на фиг. 5 - готовая деталь-контровка в трех проекциях. Штамп содержит пуансон 1, закрепленный на верхней плите 2 и взаимодействующий своим торцом 3 с рабочей поверхностью 4 прилсима 5, прижатого к пуансону 1 пружинами 6. Пуаисон 1 и прижим 5 боковой поверхностью 7 взаимодействуют с отрезной 8 матрицей, а боковой поверхностью 9 --с гибочной 10 матрицей, выиолненной в виде ролика, установленного в корпусе 11 с возможностью перемещения вдоль поверхности 9 при помощи толкателя 12 и клина 13, закрепленного на верхней плите. На нижней 14 плите закреплены отрезная матрица 8 и корпус И
гибочной матрицы 10. Прижим 5 и гибочная матрица 10 выполнены с ручьями 15, 16, расположенными на их рабочих поверхностях. Ручей 15 прижима 5 расположен под углами аир относительно боковой поверхности -9. Штамп работает следующим образом. Заготовку 17 вкладывают в ручей 15 прижима 5 и досылают до упора в корпус 11 (фиг. 1), причем торец заготовки 17 находится под ручьем 16 ролика 10 (фиг. 2, 3). При движении пуансона 1 вниз заготовка 17 зажимается в ручье прижима 5 и отрезается по отрезной матрице 8, а торец заготовки 17 оказывается в ручье 16 ролика 10. Одновременно клин 13 через толкатель 12 начинает перемещать ролик 10 вдоль его оси на величину Я (фиг. 4). В данной точке толкатель 12 переходит на прямой участок клина 13. В этом случае ролик 10 совершает только вращательное движение вокруг своей оси за счет сил трения и прижимает загнутую часть заготовки 17 к пуансону 1 до совмещения торца заготовки 17 с горизонтальной осью ролика 10 (фиг. 5). Таким образом, калибруется профиль загнутой части заготовки 17. Возврат ролика 10 в исходное положение после подъема пуансона 1 и клина 13 осуществляется пружиной 18. Формула изобретений 1.Штамп совмещенного действия, содержащий пуансон и прижатый к его торцу рабон й .поверхностью подпружиненный прижим, взаимодействующие двумя боковыми поверхностями соответственно с гибочной и отрезной матрицами, отличающийся тем, что, с целью повышения производительности за счет обеспечения гибки заготовки в трех плоскостях за один ход штампа, прижим и матрица выполнены с ручьями, размещенными на их рабочих поверхностях, причем ручей прижиме расположен под заданными углами относительно его боковой поверхности, а гибочная матрица установлена с возможностью перемещения вдоль этой боковой поверхности пуансона. 2.Штамп по п. 1, отличающийся тем, что гибочная матрица 1вььполне1на в виде ролика Источники информации, принятые во внимание при эксперт1изе 1.Авторское свидетельство № 373058, кл. В 21D 7/04, 1970. 2.Скворцов Г. Д. Основы конструирования штампов для холодной листовой штамповки. М., 1972, с. 328, рис. 308.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Штамп совмещенного действия для гибки и отрезки выводов радиоэлементов | 1980 |
|
SU974619A1 |
| Совмещенный штамп | 1976 |
|
SU618163A1 |
| Штамп последовательного действия | 1980 |
|
SU912347A1 |
| Штамп совмещенного действия для отрезки заготовки от ленты и гибки острого угла изделия | 1984 |
|
SU1278072A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
W
И
б ni X аВ-.1
ВидБ
: - .
, (j J 5
