(54) СПОСОБ ИЗГОТОВЛЕНИЯСОСУДА ДАВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сосуда давления | 1990 |
|
SU1791061A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ГАЗОЖИДКОСТНОЙ СМЕСИ ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2359734C2 |
| СМЕННЫЙ ПАТРУБОК И СПОСОБ ЗАМЕНЫ ПАТРУБКА В СОСУДЕ ПОД ДАВЛЕНИЕМ | 1993 |
|
RU2103595C1 |
| Способ присоединения пакета труб к плоскости | 1983 |
|
SU1234130A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |
| КОМПОЗИТНЫЙ ГАЗОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2000 |
|
RU2188356C2 |
| СПОСОБ РЕМОНТА ОСНОВАНИЯ ВЕРТИКАЛЬНЫХ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ НЕФТЕПРОДУКТОВ И НЕФТИ | 2021 |
|
RU2756591C1 |
| ФОРМОВАННЫЙ С РАЗДУВОМ И ВЫТЯЖКОЙ ПЛАСТИКОВЫЙ СОСУД С ВЫПОЛНЕННОЙ ЦЕЛЬНО ЗОНОЙ ЗАХВАТА И СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИКОВОГО СОСУДА | 2017 |
|
RU2735719C2 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в ряДе отраслей машиностроения.
По основному авт. св. № 923684 известен способ изготовления сосуда давления, при котором в центральной оболочке вырезают отверстие под патрубок. Над отверстием к наружной поверхности центральной оболочки приваривают кольцевую пластину и наматывают нитевидный материал на оболочку до необходимой толщины стенки сосуда. Патрубок устанавливают путем вдвигания изнутри центральной оболочки через вырезанное отверстие и приваривают его к стенке центральной оболочки и кольцевой пластине 1.
Однако в результате раздвигания патрубком нитевидного материала образуются пустоты, снижающие прочность стенки и уменьшающие надежность сосуда в целом.
Целью изобретения является повышение надежности и прочности сосуда.
Поставленная цель достигается тем, что пустоты, образовавшиеся в стенке сосуда в результате раздвигания нитевидного материала при установке патрубка, заполняют предварительно сформованными по их контуру металлическими вставками и приваривают их к наружной поверхности патрубка.
Полые металлические вставки заполняют изнутри наплавленным металлом.
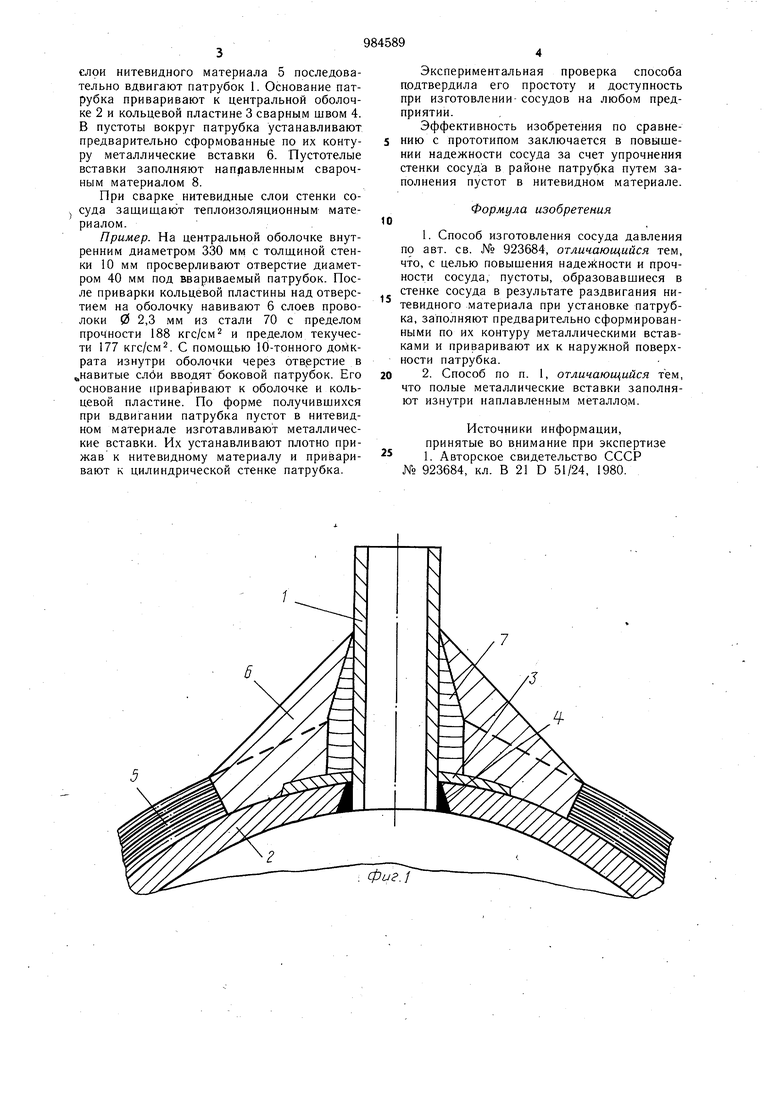
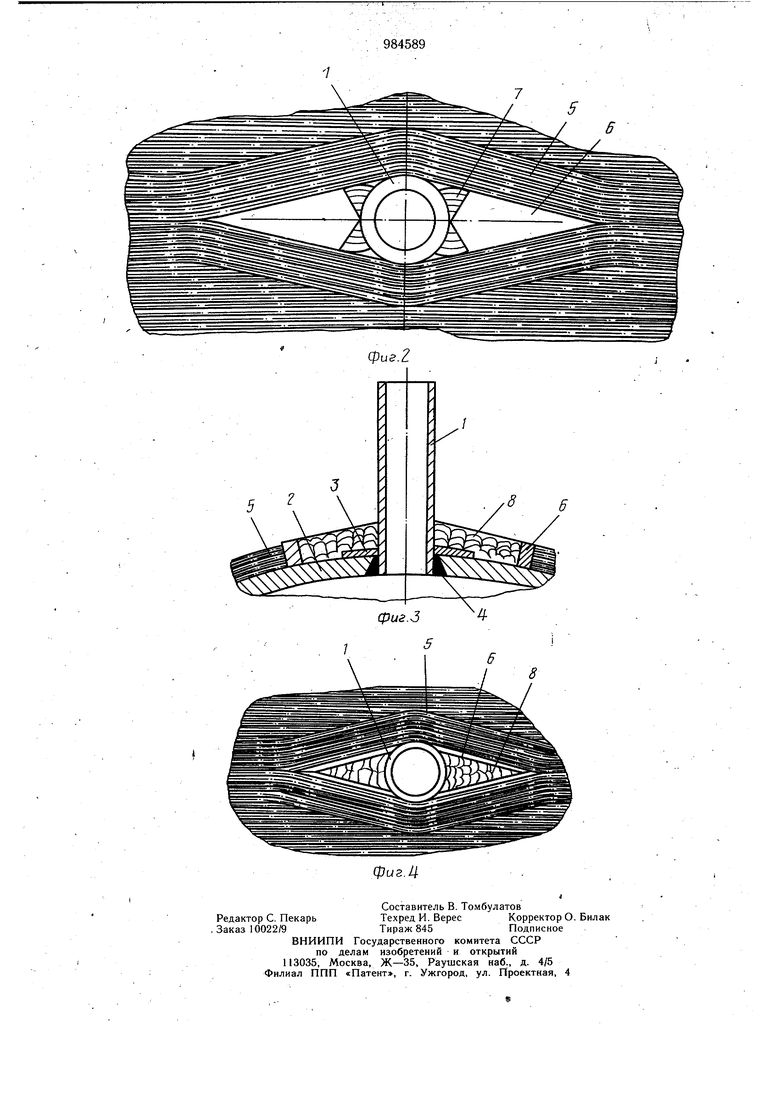
На фиг. 1 представлено соединение патрубка со вставками, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - вариант соединения патрубка с полыми вставками; на фиг. 4 - то же, вид в плане.
Патрубок 1 приварен к центральной оболочке 2 и кольцевой пластине 3 сварным . швом 4. В полостях, образовавшихся при раздвигании патрубком нитевидного материала 5, помещены металлические вставки 6, соединенные с патрубком сварным щвом 7.
В случае выполнения металлических вста15 вок пустотелыми их внутреняя полость заполнена наплавленным металлом 8.
Способ осуществляется следующим образом.
В центральной оболочке 2 вырезают отверстие под патрубок 1. Над отверстием к наружной поверхности оболочки приваривают кольцевую пластину 3. На оболочку наматывают нитевидный материал 5 до необходимой толщины стенки сосуда. Изнутри оболочки 2 через отверстие и навитые
слои нитевидного материала 5 последовательно вдвигают патрубок 1. Основание патрубка приваривают к центральной оболочке 2 и кольцевой пластине 3 сварным швом 4. В пустоты вокруг патрубка устанавливают предварительно сформованные по их контуру металлические вставки 6. Пустотелые вставки заполняют направленным сварочным материалом 8.
При сварке нитевидные слои стенки сосуда защищают теплоизоляционным материалом.
Пример. На центральной оболочке внутренним диаметром 330 мм с толщиной стенки 10 мм просверливают отверстие диаметром 40 мм под ввар,иваемый патрубок. После приварки кольцевой пластины над отверстием на оболочку навивают 6 слоев проволоки 0 2,3 мм из стали 70 с пределом прочности 188 кгc/cм и пределом текучести 177 кгс/см. С помощью 10-тонного домкрата изнутри оболочки через отверстие в навитые слби вводят боковой патрубок. Его основание приваривают к оболочке и кольцевой пластине. По форме получившихся при вдвигании патрубка пустот в нитевидном материале изготавливают металлические вставки. Их устанавливают плотно прижав к нитевидному материалу и приваривают к цилиндрической стенке патрубка.
Экспериментальная проверка способа подтвердила его простоту и доступность при изготовлении- сосудов на любом предприятии.
Эффективность изобретения по сравнению с прототипом заключается в повышении надежности сосуда за счет упрочнения стенки сосуда в районе патрубка путем заполнения пустот в нитевидном материале.
Формула изобретения
. Способ изготовления сосуда давления по авт. св. № 923684, отличающийся тем, что, с целью повыщения наде 1 :ности и прочности сосуда, пустоты, образовавщиеся в стенке сосуда в результате раздвигания нитевидного материала при установке патрубка, заполняют предварительно сформированными по их контуру металлическими вставками и приваривают их к наружной поверхности патрубка.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 923684, кл. В 21 D 51/24, 1980.
фиг.
