I
Изобретение относится к сварке, в частности к способам присоединения пакета труб к плоскости, и может найти применение при монтаже экранированных кабелепроводов в скрытой проводке и других отраслях машиностроения, где необходимо присоединение пакета труб к плоскостям.
Целью изобретения является повьше- ние качества конструкдий и уменьшение трудоемкости монтажа.
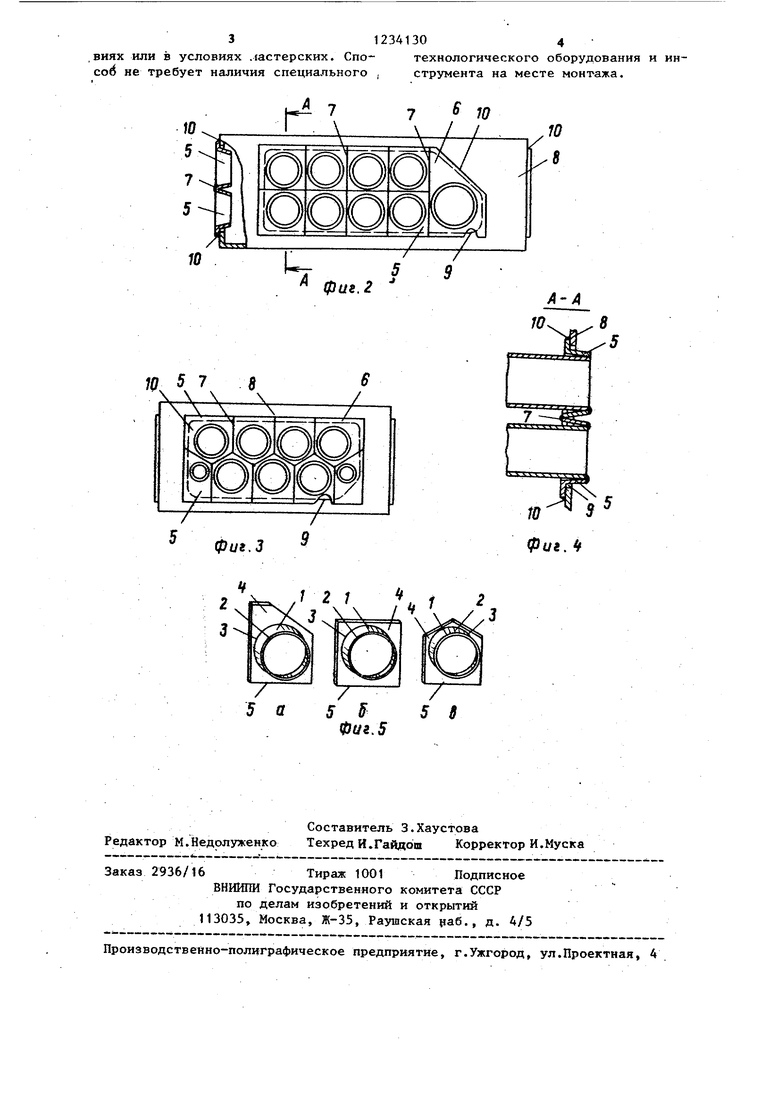
На фиг.1 изображена емкость в виде протяжной коробки (без крышки), применяемой для соединения отдельных участков экранированных технологических трубопроводов, являющихся частью кабелепровода; на фиг.2 и 3 - виды на стенки протяжной коробки с панелями из вставок некоторых возможных форм; на фиг.4 - сечение А-А на фиг.2 (по стенке протяжной коробки через вставки); на .фиг.5 - промежуточные вставки некоторых возможных форм а , ,6..
Способ присоединения пакета труб к плоскости в виде стенки состоит в, следующем.
На отдельных металлических пластиах толщиной около 1,5 мм формируют тамповкой или другим методом патруби 1 небольшой высоты 10-15 мм. Патубки 1 могут иметь цилиндрическую или коническую формы а ,S ,6 . На торце патрубка должно быть сформировано отверстие 2, соответствующее диаметру трубы, которая присоединяется к этому патрубку. Вокруг основания 3 патрубка 1 составляют фланец 4 - часть исходной пластины, которой симметрично осям основания 3 патрубка 1 придают форму квадрата, со стороной на 10-50 мм больше диаметра основания
3патрубка 1. Фланец 4 и патрубок 1 образуют промежуточную вставку 5 заводского изготовления. Номенклатура вставок 5 зависит от диаметра применяемых труб. Для создания кабелепроводов в скрытой проводке достаточно 4-5 типоразмеров вставок 5. При монтаже кабелепровода для определенного пакета труб из необходимого количества и типоразмеров вставок 5 собирают панель 6 сваркой сторон фланцев
4швом 7 в стык без зазоров. При этом патрубки 1 вставок 5 до4«сны быть направлены в одну сторону фланцам 4 перед сваркой быть придана любая необходимая форма простой обрез
10
15
20
25
2341302
кой (фиг.5с,5,6) . В зависимости от типоразмеров вставок 5 их количества и формы их фланцев 4 получают различные виды панелей (фиг.2 и 3).
Затем в днище или стенке шкафа или Я1цика 8 вырезают общее для всего пакета труб отверстие 9 с таким контуром, чтобы в него свободно входили патрубки 1 сваренньк вставок и чтобы отверстие перекрьшалось плоской частью панели 6, образованной из сваренных по фланцам вставок. В от:- верстие швом внахлест 10 вваривают панель 6 патрубками внутрь шкафа или ящика 8.
Трубы пакета вставляют в патрубки 1 с внешней стороны ящика. Концы труб совмещают с торцами патрубков, допуская смещение торца трубы и патрубка относительно друг друга на 2-3 мм, и приваривают каждую трубку к соответствующему патрубку сплошным швом по периметру торца трубки изнутри шкафа или ящика 8.
По сравнению с плотным пучком труб расстояние между трубами увеличивается незначительно, так как фланцы вставок в нескольких точках, например по оси ряда вставок в панели, могут быть срезаны полностью таким образом j что оставляют только толщину стенки патрубка, которые у соседних вставок свариваются в этих точках стыковым швом 7 (фиг.4).
Возможна замена сварки между тру- ,бой и торцом патрубка на пайку. В этом случае между патрубками и концом трубы помещают прокладку из лег- коплавкого металла. При пайке прок- Q ладка плавится, расплавленный металл заполняет щели, застывая, закрепляет трубу в патрубке и создает электромагнитную герметичность.
Преимущества предлагаемого способа заключаются в том, что он дает возможность унифицировать подготовку мест приварки пакета труб к стенкам . ящиков и шкафов, сохраняя при этом
минимальные площади этих стенок, не- „ обходимые для приварки пакета труб.
Кроме того, для протяжных ящиков, полностью собираемых при монтаже кабелепроводов, способ дает возможность собирать целую сварную стенку с пат- 55 рубками и приваривать ее к остальной части ящика или шкафа.
При небольшой Номенклатуре панелей возможна их сборка в заводских усло30
35
45
312341304
ВИЯХ или в условиях .мастерских. Спо- технологического оборудования и ин- соё не требует наличия специального , струмента на месте монтажа.
фиг.З
фиг. Ч
Г У / 5 flf 5 58 Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДЕРНИЗАЦИИ ТАНКА | 2004 |
|
RU2257529C1 |
| ПРОВОДКА И СИСТЕМА КАБЕЛЕЙ С АДГЕЗИВНЫМ ПОКРЫТИЕМ ДЛЯ КОММУНИКАЦИОННЫХ СРЕД | 2012 |
|
RU2558334C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ БЕЗОПАСНОСТИ ВОДИТЕЛЯ И ПАССАЖИРОВ ПРИ АВАРИИ АВТОМОБИЛЯ И СПОСОБ СБОРКИ ПЕНАЛЬНОГО ЗАЩИТНОГО УСТРОЙСТВА | 2009 |
|
RU2448850C2 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| Сварной узел трубчатых стержней конструкции | 1988 |
|
SU1562406A1 |
| Способ изготовления пакетов для прокатки сортового металла | 1976 |
|
SU727392A1 |
| Гофрированная труба для кабелепровода (варианты), муфта для соединения гофрированных труб и способ монтажа кабелепровода | 2019 |
|
RU2700570C1 |
| СИСТЕМА ДОСТУПА АБОНЕНТСКОГО МЕСТА К ЛИНИЯМ СВЯЗИ ПРИ ГОРИЗОНТАЛЬНОЙ ПРОКЛАДКЕ КАБЕЛЯ В МНОГОКВАРТИРНОМ ДОМЕ И СПОСОБ ЕЕ УСТАНОВКИ | 2009 |
|
RU2488859C2 |
| Способ соединения труб,покрытых изоляцией | 1983 |
|
SU1355115A3 |
| ОПОРА НЕПОДВИЖНАЯ ДЛЯ ОЦИНКОВАННЫХ ТРУБОПРОВОДОВ | 2021 |
|
RU2765026C1 |

| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ЗАТЯЖКИ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2475651C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Патент США 4192531, кл | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
| Способ изготовления кожухотрубного теплообменника | 1970 |
|
SU462639A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
