(54) СПОСОБ НАНЕСЕНИЯ„ОБЛИЦОВКИ НА ИЗЛСЖНИЦУ ДЛЯ ВЕРТИКАЛЬНОГО ЦЕНТРОБЕЖНСГО ЛИТЬЯ , Изобретение относится к литейнсялу производству, 6 частности к пеитробежному питью, и может быть использовано . для изготовления цилиндрических заготовок на центробежных машинак с верт1 кальвой осью вращения. Известны способы нанесения облицо&ки или формовочной смеси на вертикальную стенку с помощью стержня, включающие подачу в зазор между стержио и изложшшей облицовочной смеси и ее уплотнение С17. Однако при использовании этого спосо ба необходим теплоизолирующий слой достаточной толщины для обеспечения воз.можности его уплотнения, чтоведет к излишнему расходу облицовочной смеси. Кроме того, поскольку теплоизолирующий слой наносят на неподвижную изложницу, обязательно применение связующего, так как без него удержание материала на вертикальной стенке неподвижрой формы невозможно. Качество такого покрытия значительно ниже, чем песчаного покрытия горизонтальных форм, Известен также способ облицовки форн. мы с вертикальной осью вращения с помощью полота центрового шаблона. Облипсяаочная масса при этом способе порциями подается в зазор между шаблоном и стенкой формы и уплотняется, после чего шаблон перемещается вверх, причем каждого хода должна быть меньше длины шаблона С 2. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ нанесения облицовки, Езслючающий распределение материала облицовки по внутренней по верхности изложницы формообразуюигам телом путем перемещения его вдоль продольной оси изложницы с одновременным наложением вибрации на формообразующее тело СЗ J. Однако указанный способ не позволяет наносить на вертикальную стенку формы сыпучую облицовку, характеризуется вы366сокой трудоемкостью, малой производительностью и повышенным расходом формовочных материалов значительной толщины теплоизолирующего слоя для обеспечения возможности его уплотнения. Целью изобретения является уменьшен кие трудоемкости подготовки вертикально заливаемых изложниц и экономия обттоЬочных материалов путем нанесения сы- пучей облицовки. Поставленная цель достигается тем, что по способу нанесения облицовки на изложницу, включающему распределение материала облицовки по внутренней поверхности изложницы формообразующим телом путем перемещения его вдоль продольной оси изложниць с одновременным наложе1шем вибрации на фор«{ообразующее тело, изложницу и формообразующее тело приводят в совместное вращение вокруг продольной оси в одном направлении с частотой, не менее чем на 10% выше критической,, Для обеспечения более гладкой поверх ности облицовки и уменьщения усилий, необходимых для преодолении сил внутреннего трения сыпучего материала при его распределении по длине формы, на формообразующее тело при пе1эемещении его вдоль оси накладывают вибрацию. На чертеже изображена схема реализации способа.. На дно вертикальвой формы, например изложницы 1, кошхентричво с ней устанавливают формообраззоощее тело 2. На формообразующее тело в в зазор между ним и изложницей засыпают сыпучий материал 3. Затем изложницу и формообразующее тело приводят во вращение в одном направлегдаи в с одинаковой частотой которая на 10% выше критической, обео печивающей удержание сыпучей облицовки на вертикальной стенке, после чего формообразующее тело перемещают вдоль ос изложницы на требуемую высоту. При движении вверх формообразующее тело распределяет сыпучий материал равномер но по высоте изложницы. По периметру изложницы сыпучий материал распределяется за счет вращения формообразующего тела, прижимается к вертикальной стенке центробежными силами, уплотняется и образует слой, толщина которого определяется разностью между внутренним диаметром изложницы и наружным диаметром формообразующего тела. Подача сыпучего материала в изложницу возможна по двум вариантам. По первому варианту сыпучий материал полной дозой, достаточной для получения слоя облвцовкп по всей длине, засыпают на установленное на дне изложнипы формообразующее тело и в зазор между ним и изложницей. По второму варианту с целью уменьшения усшгай, возникающих при перемещении формообразующего тела вдоль оси излсвкницы, сыпучий материал засыпается непрерывно в течение всего .времени движения формообразующего тела в зазор между ним и изложницей с расходом, соответствующим объему образуемой о&; ЛИЦОВКИ.i Формообразующее тело является крышкой изложницы. Металл заливают в облвцовавную изложницу через заливочную воронку в центральное отверстие формообразующего тета. Предлагаемый способ может быть осуществлен на центробежных машина с вертикальной осью вращения. Пример. Сухой кварцевый песок наносят на вертикальную стенку изложввцы внутренним диаметром 35О мм в высотой 250 мм. На дно юложвицы концентрично с ней устанавливают формообразующее тело наружным диаметром 334 мм. РавномерШ по периметру изложницы насыпают расчетнук) дозу сухого песка (3,9 кг), достаточную для образования на вертикалыюй стенке .данвой изложницы слоя облвшэвки толщиной 8 мм. Прв частоте вращения 86 об/мин, что соо«ветствует коэффициенту гравитации 2, песок удерживается на вертикальной стенке хорошо. При более низкой частоте вращения песок удерживается ненадежно, сползает. Значевве гравитационного коэффициента, равное 2, принято за критическое для любых типоразмеров изложниц. Изложввпу с установленным на ее дно формообразующим телом и засыпанной дозой сыпучего материала (песка) приводят во вращение с частотой 90 об/мин, что . на 5% выше критической. Затем формообразующее тело перемещают вдоль оси Взложшцы вверх и извлекают из изложввиы, после чесо частоту вращения увеличивают до 5ОО обТмин и проверяют качество полученной облицовки с помощью стробоскопического источника света. Поверхность слоя облицовки ровная, без бугров к волв. Толщина слоя составляет 8 мм.
ТехнВЕко-экономическая эффективность предлагаемого способа заключается в снижении трудоемкости подготовки изложницы к заливке и экономии свяаующик и формовочных материалов путем уменьшения толщины теплоизолирующего слоя и отказа от применения связую4цих материалов. Экономический эффект от нопользования предлагаемого способа нанесения слоя облицовки на вертикальную стенку изложницы при литье кольцевых заготовок составляет 1О-2О руб. ; на тонну. Использование предлагаемого ; способа при центробежной отливке кольцевых заготовок дает около 120 тыс. руб экономии.
Формула изобретения
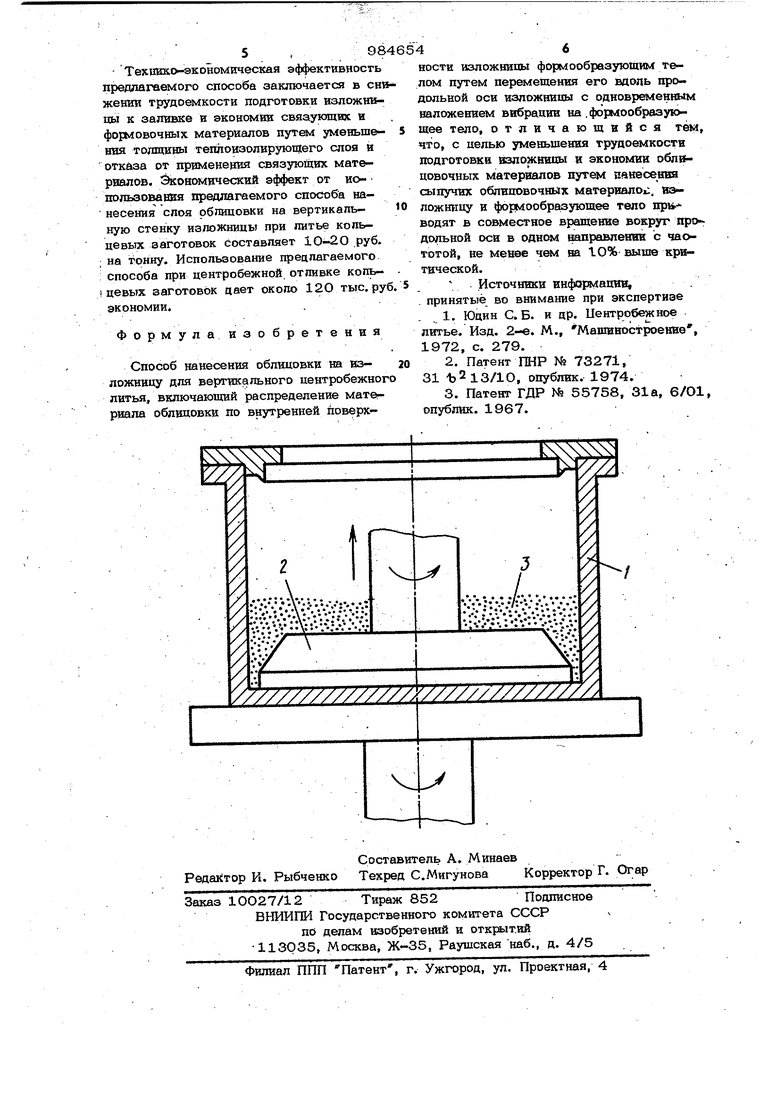
Способ нанесения облицовки на из- ложнипу для вертикального центробежног литья, включающий распределение материала облицовки по внутренней поверхности изложницы формообразующим телом путем перемещения его вдоць продольной оси изложницы с одновременным наложением вибрации на ,формообразук щее тело, отличающийся тем что, с целью уменьщешш трудоемкости подготовки изложницы и экономии облицовочных материалов путем нанесения сыпучих облицовочных материало :. з- ложнниу и формообразующее тело прик водят в совместное вращение вокруг npi дольной оси в направленЕВ с чаототой, не менее чем на 1О% выию критической.
Источники информации,.
. принятые во внимание при экспертизе . 1. Юдин С, Б. и др. Центробежное литье. Изд. 2-е. М., Машиностроение, 1972, с. 279.
2.Патент ПНР № 73271, 31 1э2 13/1О, опублик. 1974.
3.Патент ГДР № 55758, 31 а, 6/01 опублик. 1967.
IS
g
v///////////y///}

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения сыпучих покрытий на изложницу | 1981 |
|
SU975195A1 |
| Устройство для подготовки под заливку центробежных форм с вертикальной осью вращения, футеруемых сыпучим покрытием | 1981 |
|
SU1052320A1 |
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| Способ футеровки изложниц для центробежного литья | 1981 |
|
SU980944A1 |
| Форма для центробежного литья | 1981 |
|
SU1014643A1 |
| Способ нанесения противопригарной краски с требуемой толщиной слоя на внутреннюю поверхность вращаемой изложницы | 2023 |
|
RU2813030C1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2026129C1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ И ГИЛЬЗ ЦИЛИНДРОВ | 2010 |
|
RU2427444C1 |
