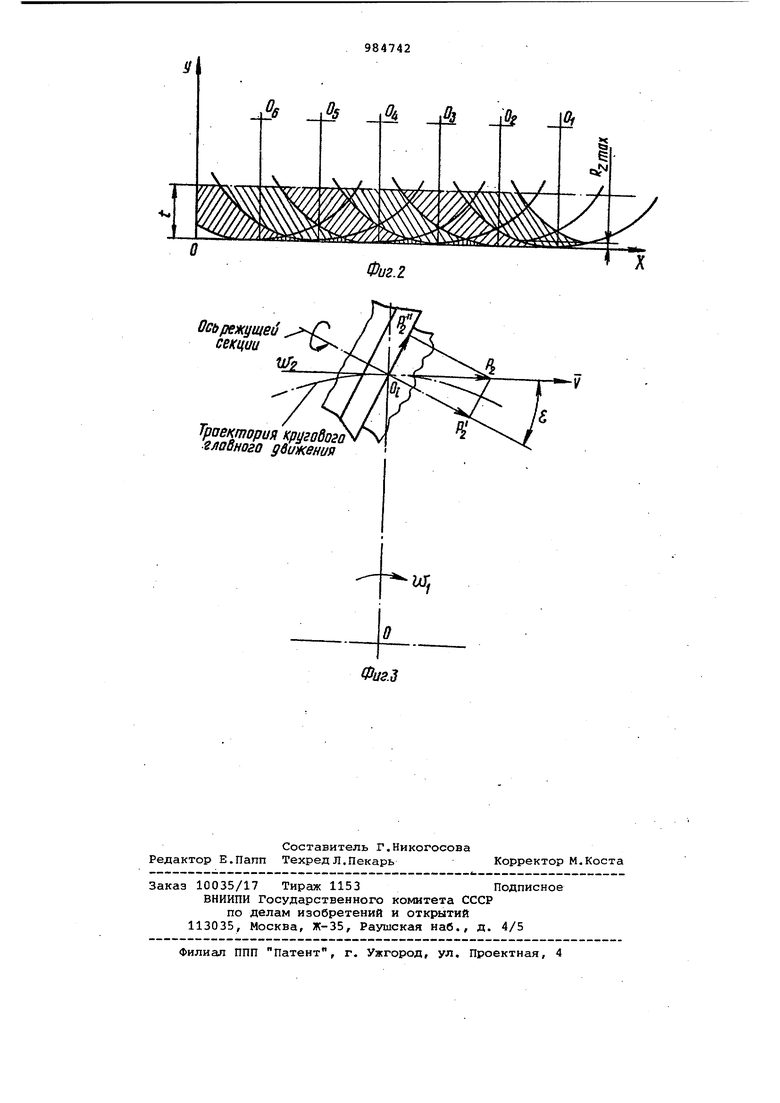
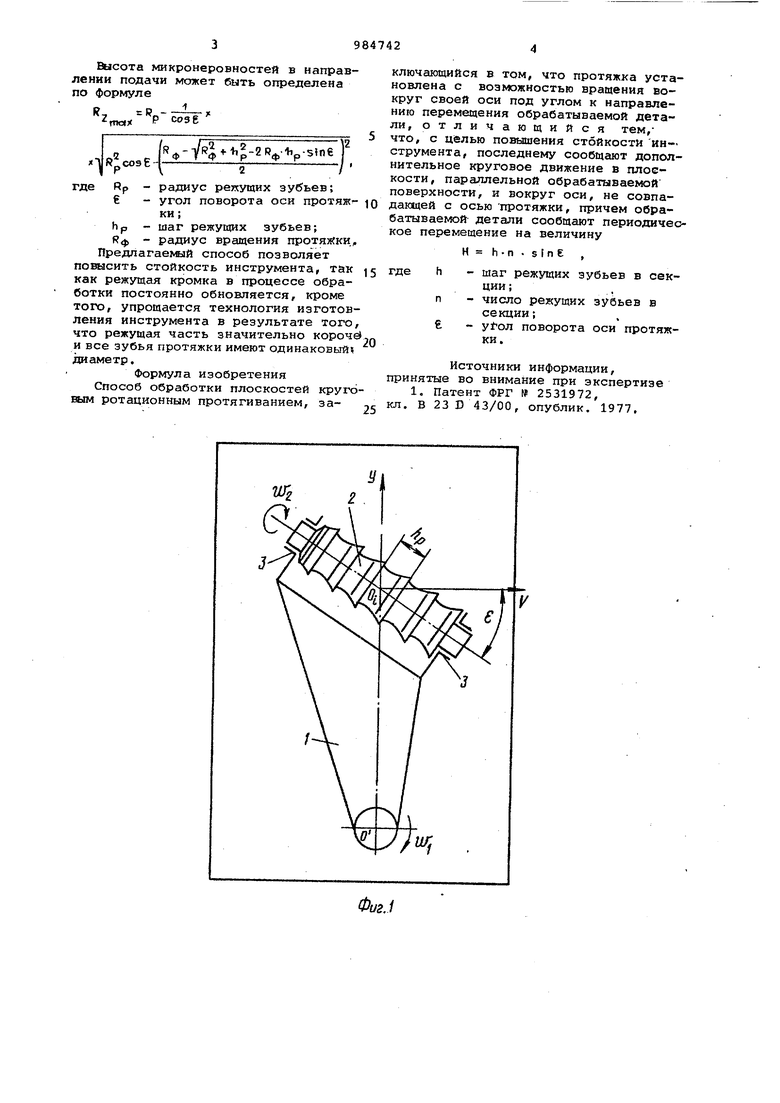
Изобретение относится к обработк металлов резанием. Известен способ обработки плоскостей протягиванием, заключанндийся в том, что протяжка установлена с возможностью вращения вокруг своей оси под углом к направлению перемещения обрабатываемой детали Cl3. Недостатками известного способа являются значительная длина круглых протяжек, что приводит к их короблению при термообработке, а также недостаточная стойкость круглых про i тяжек, так как поворот их производится периодически, по мере износа реж щего участка зубьев. Цель изобретения - повышение сто кости инструмента. Указанная цель достигается тем, что инструменту сообщают дополнительное круговое движение в плоскос параллельной обрабатываемой поверхности, и вокруг оси, не совпаданяцей с осью протяжки, причем обрабатываемой детали сообщается периодическо переме1аение на величину Н h-п S In Е , где h - шаг режущих зубьев в секции ; п - число режущих зубьев в секции; - угол поворота оси протяжки. На фиг. 1 изображена схема осуществления способа; на фиг. 2 - схема снятия припуска каждым зубом и профиль микрорельефа обработанной поверхности; на фиг. 3 - схема, пояс-t няющаяпроцесс резания. При вращении приспособления 1 вокруг оси О со скоростью u), т.е. при круговом движении, протяжка 2, установленная в подшипниковых узлах 3 входит в зону обработки. Поскольку протяжка 2 установлена под углом g к направлению движения V , то сила резания Р2, приложенная к каждой круговой режущей кромке, раскладывается на две составляющие Р и . Так как сила Р направлена по касательной к режущей кромке, она вызывает самовращение инструмента в процессе работы со скоростью «Jj- После каждого оборота приспособления 1 заготовку перемещают на величину Н в направлении Y , так как за один оборот приспособления 1 протяжка снимает припуск t на детали, длина которого равна Н Высота микронеровностей в направлении подачи может быть опрелелена по формуле D - D - - JVir| +« -2R фЬр-sine « рСОзЕ где RP - радиус реяущих зубьев; € - угол поворота оси протяж ки; hp - шаг режущих зубьев; Кф - радиус вращения протяжки.. Предлагаемый способ позволяет поиасить стойкость инструмента, так как режущая кромка в процессе обработки постоянно обновляется, кроме того, упрощается технология изготов ления инструмента в результате того что режущая часть значительно короч и все зубья протяжки имеют одинаковый диаметр. Формула изобретения Способ обработки плоскостей круго вым ротационным протягиванием, заключающийся в том, что протяжка установлена с возможностью вращения вокруг своей оси под углом к направлению перемещения обрабатываемой детали, отличающийся тем,что, с Ц1елью повышения стойкости инструмента, последнему сообщают дополнительное круговое движение в плоскости, параллельной обрабатываемой поверхности, и вокруг оси, не совпадающей с осью ПРОТЯЖКИ, причем обрабатываемой детали сообщают периодическое перемещение на величину Н h-n . sine , где h - шаг режущих зубьев в секции;п - число режущих зубьев в секции; - поворота оси протяжки. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2531972, кл. В 23 J) 43/00, опублик. 1977.
.Д
-4 4 -4 JO,
Ось режу ще( секции (х.
Траектория кругобога главного движения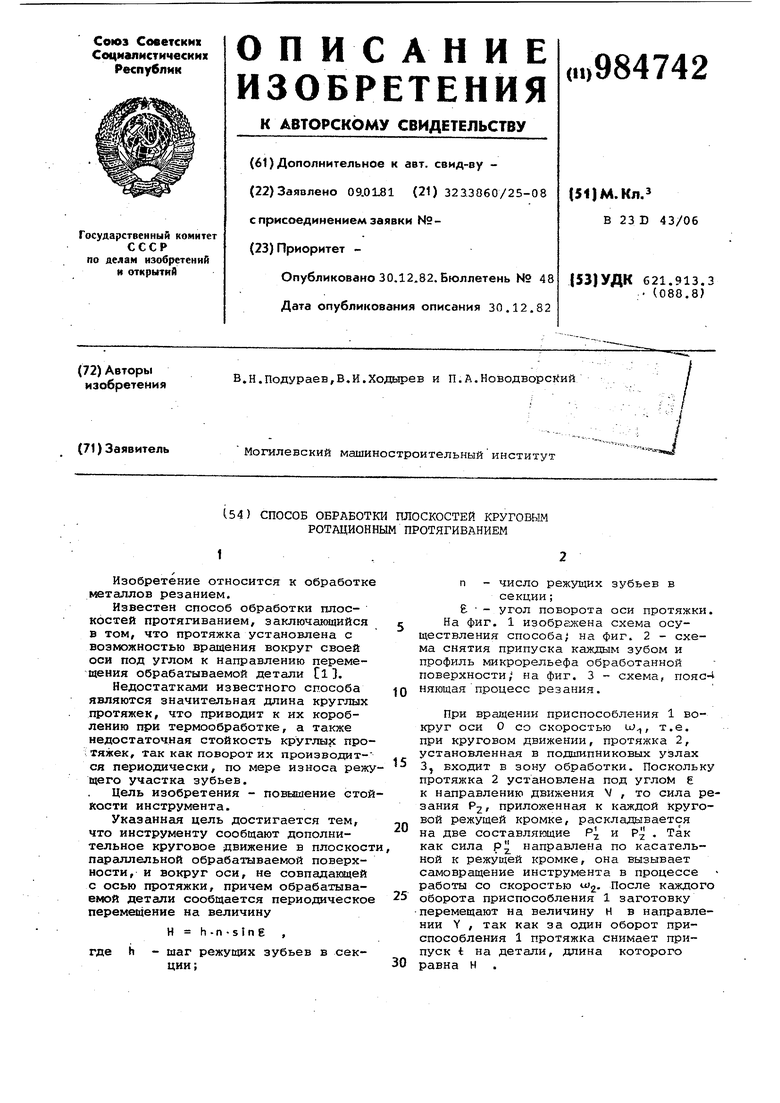
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| Секционная протяжка | 1983 |
|
SU1076216A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| Протяжка для обработки вязких материалов | 1990 |
|
SU1787712A1 |
| Способ осевого протягивания | 1981 |
|
SU1135567A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |