1
Изобретение относится к устройствам для снятия наружного грата при радиочастотной сварке плавника с трубой и может быть использованов атомном машиностроении и котлостроении при изготовлении пакетов экономайзеров.
В котельном производстве применяются мембранные поверхности. Их используют для экранов, промежуточных пароперегревателей, переходных зон, воздухоподогревателей с промежуточным теплоносителем и экономайзеров низкого давления. Для изготовления мембранных поверхностей применяют плавниковые трубы, представляющие собой трубу с приваренными к ней двумя стальными полосами (плавниками). При радиочастотной сварке трубы с плавником образуется грат, который необходимо удалять. В топке котла топливо сгорает не полностью и продукты сгорания, поднимаясь вместе с горячими газами, оседают в большей степени на неровностях, рваных поверхностях сварного шва, тем. самым снижая передачу тепла от горячих газов воде, проходяшей внутри мембранных поверхностей, изготовленных из плавниковых труб.
Обработка наружной поверхности плавниковых труб усложняется из-за сложной конфигурации их профиля.
Известно устройство, содержаш,ее две шарнирно закрепленные консоли, несуш,ие
5 режуший инструмент с приводом и ограничительные ролики, снабженные установленной с возможностью перемещения в направлении, перпендикулярном к продольной оси трубы, колонной, на которой размеш,ены
10 с возможностью вертикального и радиального перемещения наружная и внутренняя консоли с расположенными на консолях дисками, задающими глубину резания. На наружной -КОНСОЛИ, установлен подпружиненный щуп, контактирующий с обрабаты15 ваемой трубой 1.
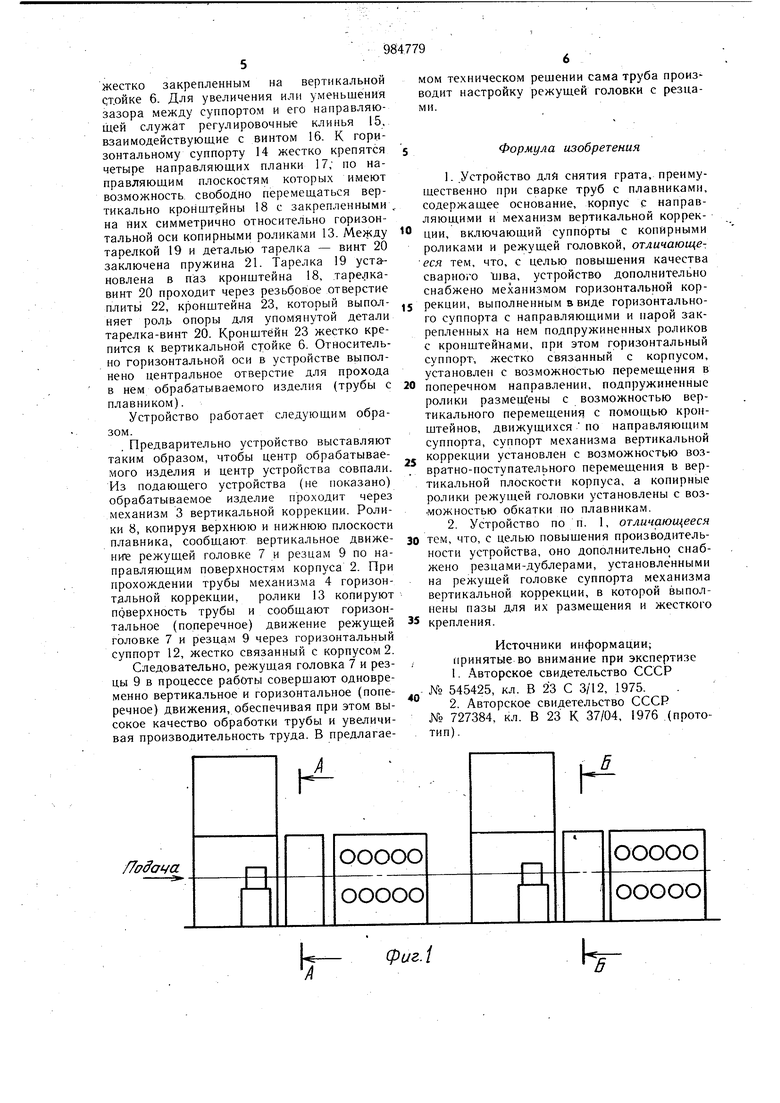
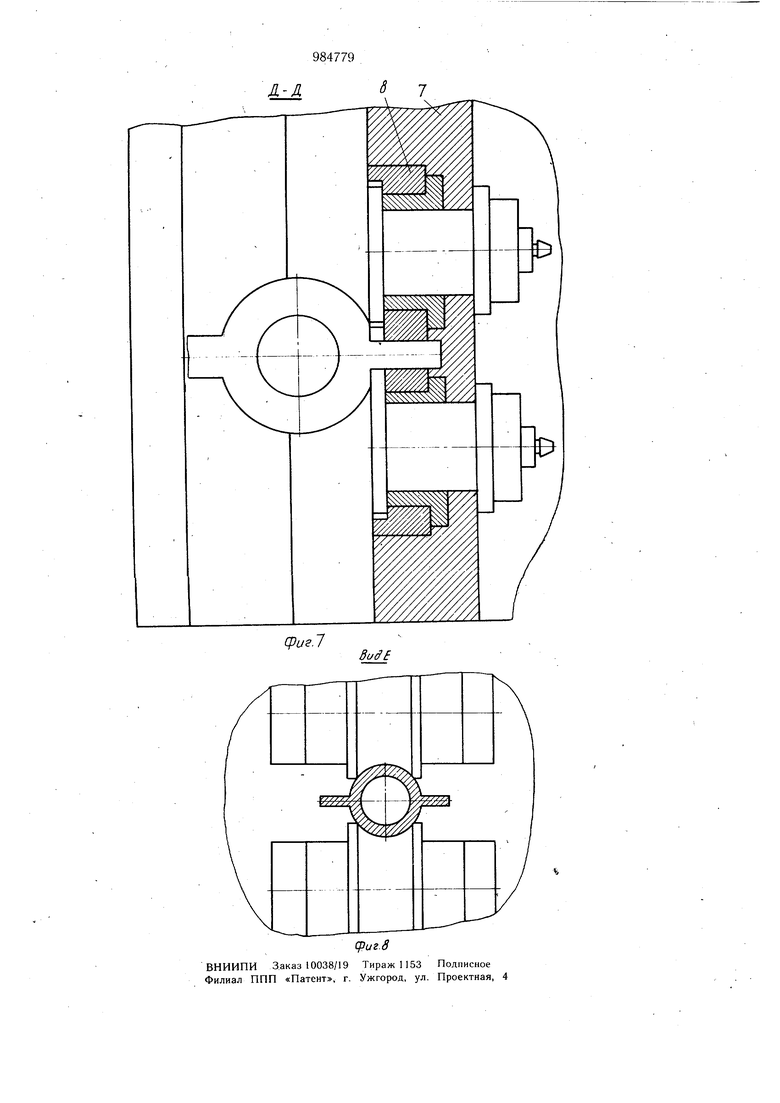
Недостатком указанного устройства является то обстоятельство, что настройка режущего инструмента в поперечном и радиальном направлениях производится оператором на пульте с помощью гидроцилиндров. Качество обработки шва низкое, так как оператор визуально по щупу производит настройку режущего инструмента. Кроме того, конструкция сложная, так как для работы гидроцилиндров требуется наличие дополнительной гидростанции. Сама труба, как и привариваемый к ней плавник, не могут быть идеально прямыми, а имеют кривизну, волнистость, фреза может подрезать или плавник, или трубу. Наиболее близким к предлагаемому является устройство, содержащее основание, корпус с направляющими и механизмом вертикальной коррекции, включающий суппорты с копирными роликами и режущей головкой. В известном устройстве, установленном на участке радиочастотной сварки в поточной линии, корпус от рейки рабочего сектора получает поперечное перемещение направляющих в перпендикулярном направлении относительно движения плавниковой трубы, перемещение производится до соприкосновения обрабатываемой трубы с направляющим роликом, закрепленном на корпусе. На корпусе закрепляется быстросменный резцедержатель с рабочим органом - резцом, настраиваемым вне станка. Клин и винт служат для установки резца по высоте резания (Настроечная регулировка без коррекции в процессе работы)2. Недостатком конструкции является то, что она предназначена для обработки плавниковой трубы, идеально расположенной в направляющих валках, что практически Невыполнимо (смещение плавников относительно горизонтальной оси, кривизна трубы на участке между валками, ввиду отсутствия правки . непосредственно после приварки плавников). Следовательно, обрабатывающие резцы не имеют коррекции погрещности приварки плавников и кривизны трубы по горизонталь НОИ оси и, следовательно, резцы не имеют корректирующих перемещении в горизонтальнои плоскости, что повлечет за собой зарезы как плавников, так и трубы. приводит к снижению качества обработки плавниковой трубы, а также к нарушению ее целостности. В известном устройстве производят обработку наплывов в местах сварки плавников с трубой после охлаждения, что повышает расход твердосплавного инструмента, увеличивается трудоемкость процесса, возрастают потери вспомогательного времени и основного машинного времени. Цель изобретения - повышение качества сварного шва при одновременном повышении производительности устройства. Поставленная цель достигается тем, что устройство для снятия грата преимущественно при сварке труб с плавниками, содержащее основание, корпус с направляюшими и механизм вертикальной коррекции, включающий суппорты с копирными роликами и режущей головкой, дополнительно снабжено механизмом горизонтальной коррекции, выполненным в виде горизонтального суппорта с направляющими и парой закрепленных на нем подпружиненных роликов с кронштейнами, при этом горизонтальный суппорт, жестко связанный с корпусом, установлен с возможностью перемещения в поперечном направлении, подпружиненные ролики размещены с возможностью вертикального перемещения с помоилью кронштейнов, движущихся по направляющи.м суппорта, суппорт механизма вертикальной коррекции установлен с возможностью возвратно-поступательного перемещения в вертикальной плоскости корпуса, а копирные ролики установлены с возможностью .обкатки по плавникам. Кроме, того, устройство дополнительно снабжено резцами-дублерами, установленными на режущей головке суппорта механизма вертикальной коррекции, в которой выполнены пазы для их размещения и жесткого крепления. На фиг. 1 изображен участок линии с использованием устройства для снятия грата, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; На фиг. 4 - устройство для снятия трата, общий вид; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - разрез Д-Д на фиг. 4; на фиг. 8 - вид Е На фиг. 4. Устройство содержит основание 1, корпус 2, механизм 3 вертикальной коррекции, механизм 4 горизонтальной коррекции. Основание 1 имеет нижнюю плиту 5 и приваренную к ней вертикальную стойку 6, имеющую прямоугольной вырез, в который вставляется корпус 2, выполненный таким образом, что с одной стороны его уставов, i 3 вертикальной коррекции, а механизм 4 горизонтальной о Механизм 3 вертикальной коррекции включает в себя режущую головку 7 с копирными роликами 8, которая имеет возможность совершать свободное вертикальное возвратно-поступательное перемещение по направляющим поверхностям корпуса 2, выполненным в виде ласточкина хвоста. На верхней и нижней поверхностях режущей головки 7 выполнены по два сквозных прямоугольных паза, в которые вставляются и жестко закрепляются резцы и резцы-дуйлеры 9. Винты 10 с планками 11 служат для настройки упомянутых резцов на нужный размер. На внутренней боковой поверхнос ти режущей головки 7 симметрично установлены относительно горизонтальной оси два копирных ролики 8., Механизм 4 горизонтальной коррекции включает в себя горизонтальный суппорт 1.2 с копирнь1ми роликами 13, жестко закрепленный к боковой плоскости корпуса 2. Горизонтальный суппорт 12 совершает поперечное перемещение по направляющим 14, жестко закрепленным на вертикальной ст.ойке 6. Для увеличения или уменьшения зазора между суппортом и его направляющей служат регулировочные клинья 15, взаимодействующие с винтом 16. К горизонтальному суппорту 14 жестко крепятся четыре направляющих планки 17; по направляющим плоскостям которых имеют возможность свободно перемещаться вертикально кронщтрйны 18 с закрепленными на них симметрично относительно горизонтальной оси копирными роликами 13. Между тарелкой 19 и деталью тарелка - винт 20 заключена пружина 21. Тарелка 19 установлена в паз кронщтейна 18, тарелкавинт 20 проходит через резьбовое отверстие плиты 22, кронщтейна 23, который выполняет роль опоры для упомянутой детали тарелка-винт 20. Кронщтёйн 23 жестко крепится к вертикальной суойке 6. Относительно горизонтальной оси в устройстве выполнено центральное отверстие для прохода в нем обрабатываемого изделия (трубы с плавником). Устройство работает следующим образом. Предварительно устройство выставляют таким образом, чтобы центр обрабатываемого изделия и центр устройства совпали. Из подающего устройства (не показано) обрабатываемое изделие проходит через механизм 3 вертикальной коррекции. Ролики 8, копируя верхнюю и нижнюю плоскости плавника, сообщают вертикальное движение режущей головке 7 и резцам 9 по направляющим поверхностям корпуса 2. При прохождении трубы механизма 4 горизонтальной коррекции, ролики 13 копируют поверхность трубы и сообщают горизонтальное (поперечное) движение режущей головке 7 и резцам 9 через горизонтальный суппорт 12, жестко связанный с корпусом 2. Следовательно, режущая головка 7 и резцы 9 в процессе работы совершают одновременно вертикальное и горизонтальное (поперечное) движения, обеспечивая при этом высокое качество обработки трубы и увеличивая производительность труда. В предлагаемом техническом рещении сама труба производит настройку режущей головки с резцами. Формула изобретения 1. .Устройство для снятия грата, преимущественно при сварке труб с плавниками, содержащее основание, корпус с направляющ,ими и механизм вертикальной коррекции, включающий суппорты с копирными роликами и режущей головкой, отличающееся тем, что, с целью повыщения качества сварного Шва, устройство дополнительно снабжено механизмом горизонтальной коррекции, выполненным в виде горизонтального суппорта с направляющими и нарой закрепленных на нем подпружиненных роликов с кронштейнами, при этом горизонтальный суппорт, жестко связанный с корпусом, установлен с возможностью перемещения в поперечном направлении, подпружиненные ролики размецХены с возможностью вертикального перемещения с помощью кронштейнов, движущихся по направляющим суппорта, суппорт механизма вертикальной коррекции установлен с возможностью возвратно-поступательного перемещения в вертикальной плоскости корпуса, а копирные ролики режущей головки установлены с возможностью обкатки по плавникам. 2. Устройство по п. 1, отличающееся тем, что, с целью повышения производительности устройства, оно дополнительно снабжено резцами-дублерами, установленными на режущей головке суппорта механизма вертикальной коррекции, в которой выполнены пазы для их размещения и жесткого крепления. Источники информации; принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 545425, кл. В 23 С 3/12, 1975. 2.Авторское свидетельство СССР № 727384, кл. В 23 К 37/04, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| Устройство для снятия наружного грата | 1982 |
|
SU1016107A1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для удаления грата с кольцевых стыков труб | 1988 |
|
SU1614904A1 |


f7offo4a
г
.i
ФигЯ
Бб
