Изобретение относится к производству абразивного инструмента и касается повышения качества отформованного абразивного инструмента на керамической связке, формуеглых методйм полусухого статистического прессования..
Известен способ изготовления абразивного инструмента, при котором абразивную смесь помещают в форму, равномерно распределяют, формуют, сушат и обх игают
Однако при данном способе изготовления прочность отформованного абразивного инструмента закладывается рецептурой смеси, а в процессе формования йе происходит доупрочнения
его.
Цель изобретения - повьпиение механической прочности отформованного абразивного инструмента (заготовки) в процессе формования.
Указанная цель достигается путем . ещсорбции влаги адсорбентом из абразивной смеси в процессе формования.
Способ изготовления абразивного инструмента осуществляется следующим образом.
На дно пресс-формы напыляется половина навески адсорбента, засыпается абразивная смесь, разравнивается и сверху абразивной смеси напыляется остальная половина навески адсорбента. Смесь , и в процессе формования адсорбент покрывает тонким слоем со всех сторон абразивный инструмент.
Количество адсорбента рассчитывают от объема влаги, а также абразивной и поглотительной способности адсорбента. В абразивной промышленности влажность формуемой смеси достигает 1,6-3%, поэтому требуемое . количество адсорбента составляет 5-10% от количества влаги в абразивном инструменте. Коли 1ество адсорбента входит в объемную массу инструмента.
Повышение механической прочности заформованного абарзивногб инструмента зависит от крупности адсорбента, т.е. чем меньше размер частиц адсорбента, тем вьиие -его механическая прочность.Внутри адсорбента при соприкосновении с абразивной смесью все действу юв51е между частицалда силы взаикшо управиовешиваются, а на поверхности уравновешены только те силы, которые направлены внутрь адсорбента и в
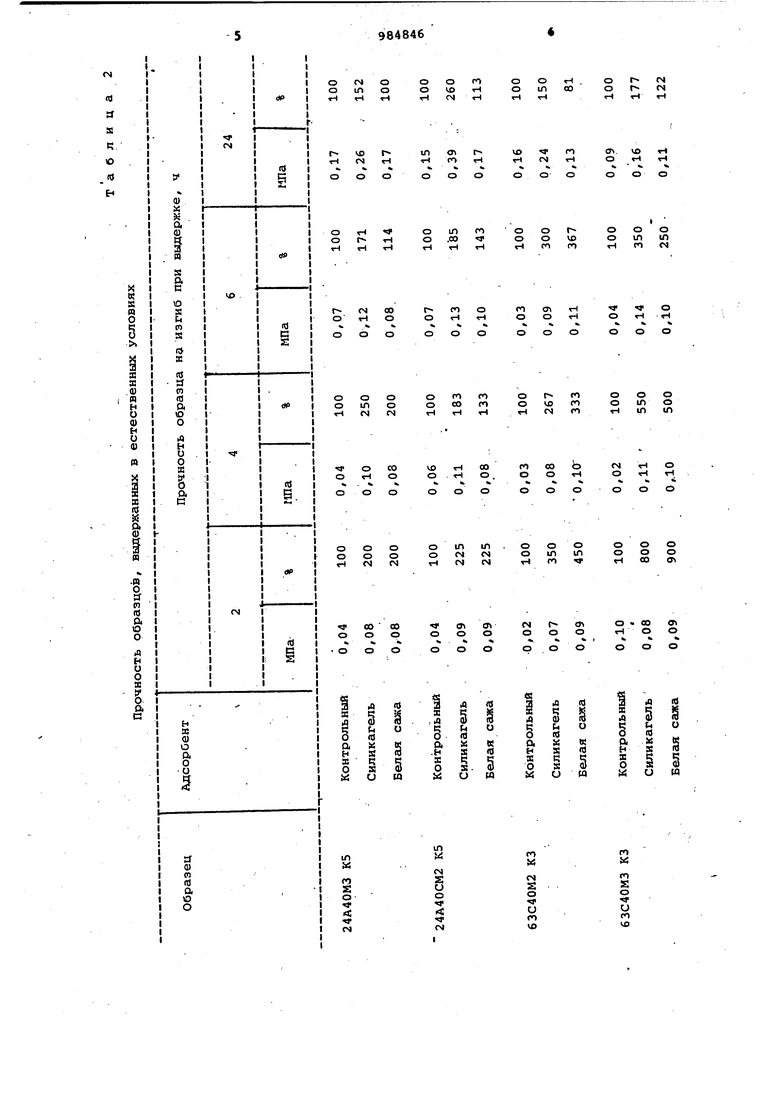
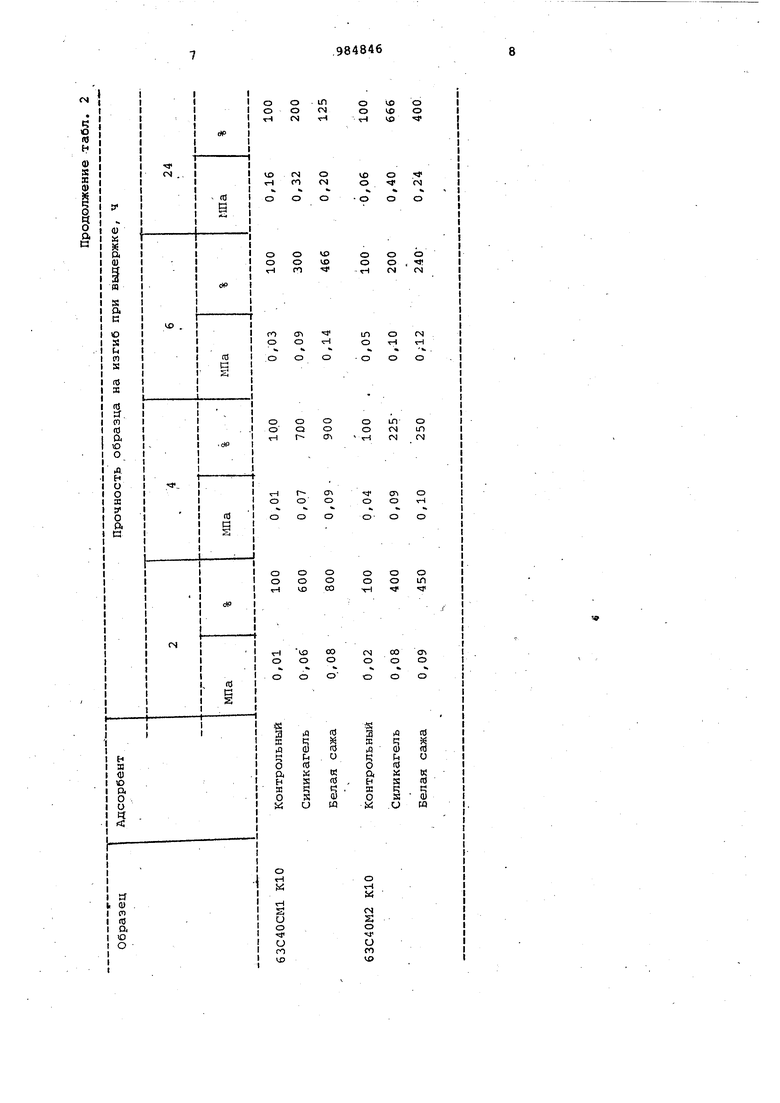
плоскости самой поверхности. Поэтому поверхностный слой адсорбента может притягивать,к себе частицы жидкости из соприкасакадейся с ним абразивной смеси. В процессе статистического формования в пресс-форме происходит уплотнение абразивной , а вместе с ним увеличивается площадь соприкосновения абразивной смеси с адсорбентом и процесс- адсорбции уско. ряется. В результате этого на поверх ности сырца образуется жесткая обол лочка, обеспечивающая повышение прочности заформованного изделия. Кроме того, при выдержке абразивного инструмента в естественных условиях происходит дальнейшее поглощение влаги .адсорбентом и отдача ее в окружающую среду, т.е. с течением времени механическая прочность заформованного абразивногоинструмента увеличивается.
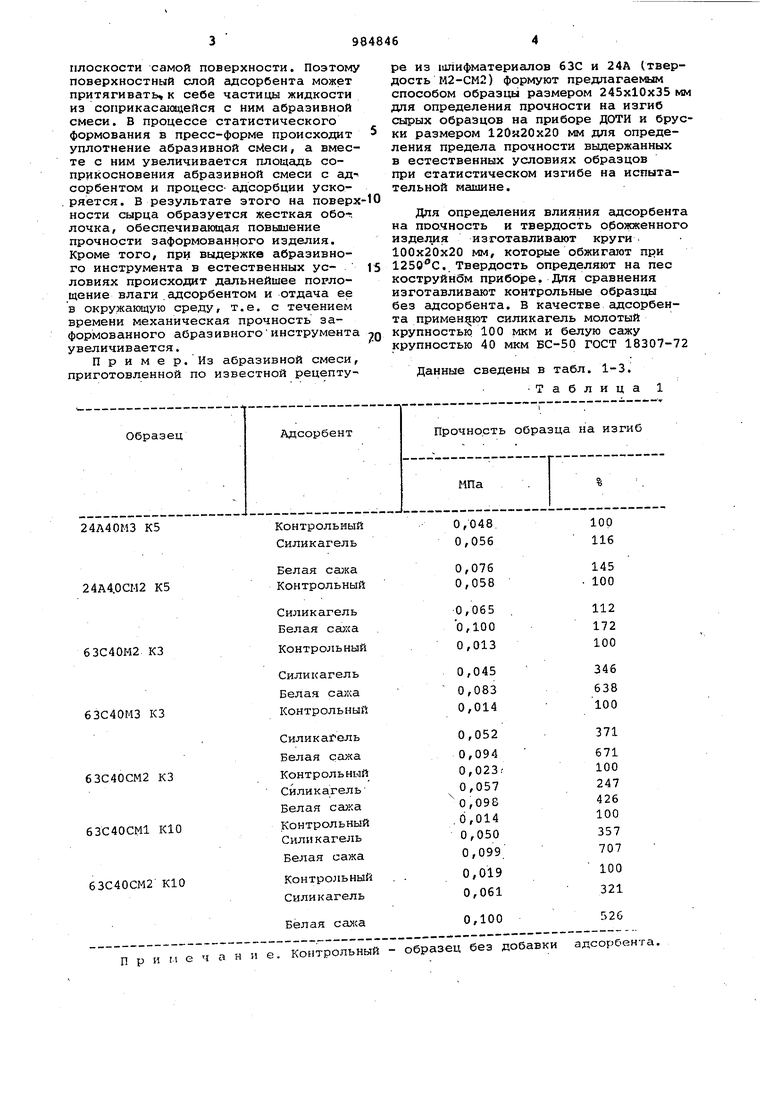
П р и м е р. Из абразивной смеси, приготовленной по известной рецептуре из юлифматериалов 63С и 24А (твердость М2-СМ2) формуют предлагаемым способом образ1да размером 245x10x35 мм для определения прочности на изгиб сырых образцов на приборе ДОТИ и бруски размером 120к20х20 мм для определения предела прочности выдержанных в естественных условиях образцов при статистическом изгибе на испытательной машине.
Для определения влияния адсорбента на поо.чность и твердость обожженного издeJ я изготавливают круги 100x20x20 мм, которые обжигают при 1250С. Твердость определяют на пес коструйнбм приборе. Для сравнения изготавливают контрольные образцы без адсорбента. В качестве адсорбента примен: ют силикагель молотый крупностью 100 мкм и белую сажу крупностью 40 мкм БС-50 ГОСТ 18307-72
Данные сведены в табл. 1-3.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2014211C1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1404311A1 |
| Способ формования крупногабаритных абразивных кругов | 1985 |
|
SU1321571A2 |
| Способ формования крупногабаритных абразивных кругов | 1985 |
|
SU1321570A2 |
| Абразивная масса для изготовления пористого инструмента | 1980 |
|
SU933428A1 |
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2433032C1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU935260A1 |
| Способ формования абразивных изделий | 1976 |
|
SU685496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
24А4.0СМ2 К5
63С40М2 КЗ
63С40МЗ КЗ
63С40СМ2 КЗ
63С40СМ1 К10
63С40СМ2 К10
Белая саяса
Контрольный ч а н и е.
При ч с
52G
0,100
адсорбента. образец без добавки
О
г
о о т rj
Ф о
1Л
2
d
о
ГО
о
о о
г г«
м
о о
ko
н
00
N
1Л
fv|
ОЧ Г
VO
п
Т1. го гЧ
IN
гЧ
о
т-
о о
о
ш
т
о о
г
о
о о
о
.00
f о о
VO
in
1Л
гН fO
гН
го
СП
N
п
п о
л о
«а « о
гН о «н н
го со
го
о (-го
о о
о
о о in
о 1Л
fO о ш
го го
(Л
гЧ
«л
00
го
со
ГЦ
о
тН
о «ч
о
о
о
о
гЧ т-1
ш м N
1Л Nt
о о о
о
о о
о о
о 1Л Ю
о
00
тч го чГН
9
00
гм о
Ч
г о
О1
а
о 00
ел о
о
о о о
гН о о
о
го t
го
м
fo
{
S
г
о « и го и
р
и
го VO
m
CN) Н
О (S
(N ГО
чо
о о п
и
Ч
«
СП
о
о о ел
о
Q Г
СП
го
о
VO о f, о
ю
OJ
о
(N
fN
н
о
1Я
fNl
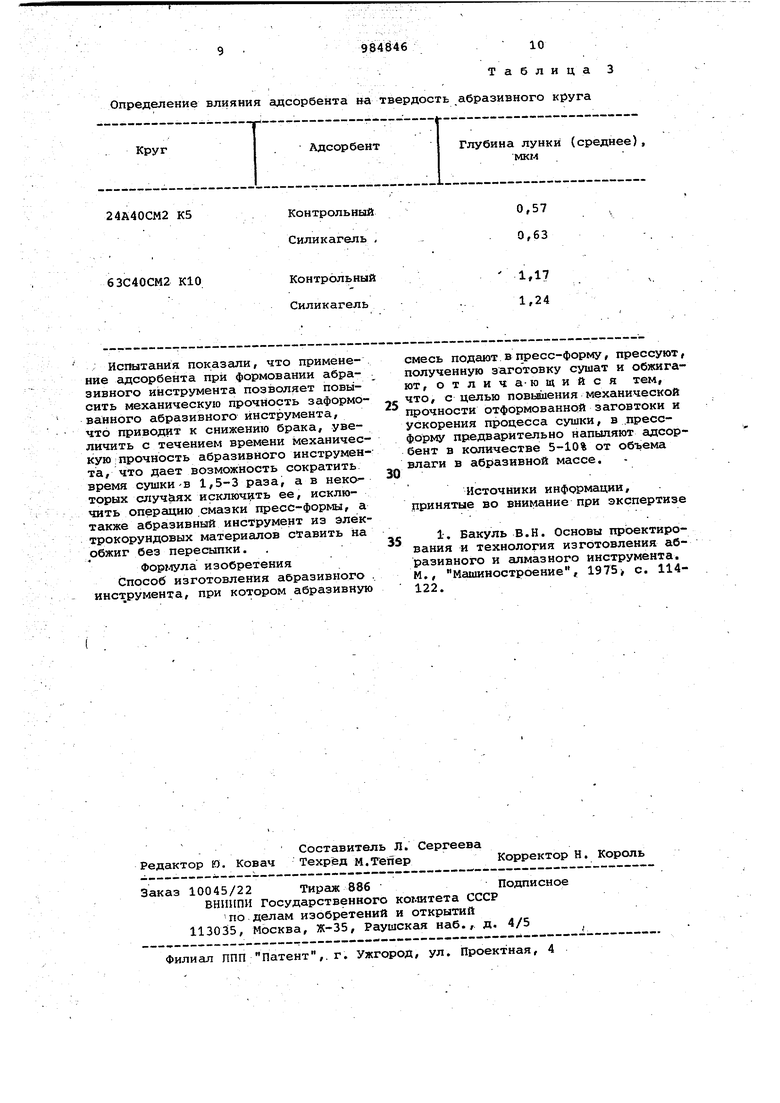
о 9 .984846 Определение влияния адсорбента на твердость
Круг
Адсорбент
24А40СМ2 К5
Контрольный Силикагель ,
63С40СМ2 К10
Контрольный
Силикагель
Испытания показали, что примене- , вне адсорбента при формовании абразивного инструмента позволяет повь1сить механическую прочность заформованного абразивного инструмента, что приводит к снижению брака, увеличить с течением времени механическую прочность абразивного инструмента, что дает возможность сократить время сушки-в 1,5-3 раза, а в некаторых случ&ях исключ51ть ее, исключить операцию смазки пресс-формы, а также абразивный инструмент из злёктрокорундовых материалов ставить на рбжиг без пересыпки.
Формула изобретения Способ изготовления абразивного , инструмента, при котором абразивную
Глубина лункИ (среднее),
МКМ
0,57 0,63
1,17 1,24
смесь подают в гфесс-форму, прессуют, полученную заготовку сушат и обжигают, отлича-ющийся тем, что, с целью повьшеиия механической
25 Щ)Очности отформованной заговтоки и ускорения процесса сушки, в прессформу предварительно напыляют адсорбент в количестве 5-10% от объема влаги в абразивной массе.
30
Источники информации, принятые во внимание при экспертизе
1, Бакуль В.Н. Основы проектиро35вания и технология изготовления абразивного и алмазного инструмента. М., Машиностроение,; 1975 с. 114122. 10 Т а б л и ц а 3 абразивного круга
