Изобретение относится к оборудованию для нанесения защитных покрытий на изделия, в частности для горячего алюминирования.
Целью изобретения является повышение качества изделий.
На фиг. 1 показана линия горячего алюминирования изделий на фиг, 2- то же, вид сверху; на фиг, Зи 4 - камера термоудара с
Линия горячего алюминирования содержит печь 1 термического обезжиривания с входным конвейером 2. К ней примыкает камера 3 термоудара, после которой расположены последовательно камера 4 удаления влаги, дробеметная камера 5 и камера 6 обес пьшивания, связанные между собой рольгангами 7. За камерой 6 обеспыливания размещен рольганг-наБ:опитель 8 а под ним установлен прибор 9 для обнаружения дефектов очистки поверхности .
К дробеметной камере 5 примыкает дробеструйная камера .10,, имеющая с ней общую вентиляционную систему 11. Параллельно основной линии установлен монорельс 12 дли подачи отбракованных прибором 9 изделий к дробеструйной камере 10, которая служит для дополнительной очистки поверхности .
За камерой 6 обеспыливания размещены последовательно ванна 13 флюсования и печь 14 предварительного подогрева с входным рольгангом 15« Ванна 13 флюсования снабжена краном 16.
За ванной флюсования расположена ванна 17 алюминирования. Над ней смонтирована портальная установка 18 с вибрационным устройством (не показано) .
За ванной алюминирования размещен участок окончательной обработки Он включает камеру 19 обдува, ванну 20 пассивации и устройство 21 для пропитки изделий маслом, вьтолнеи- ное в виде ванны.
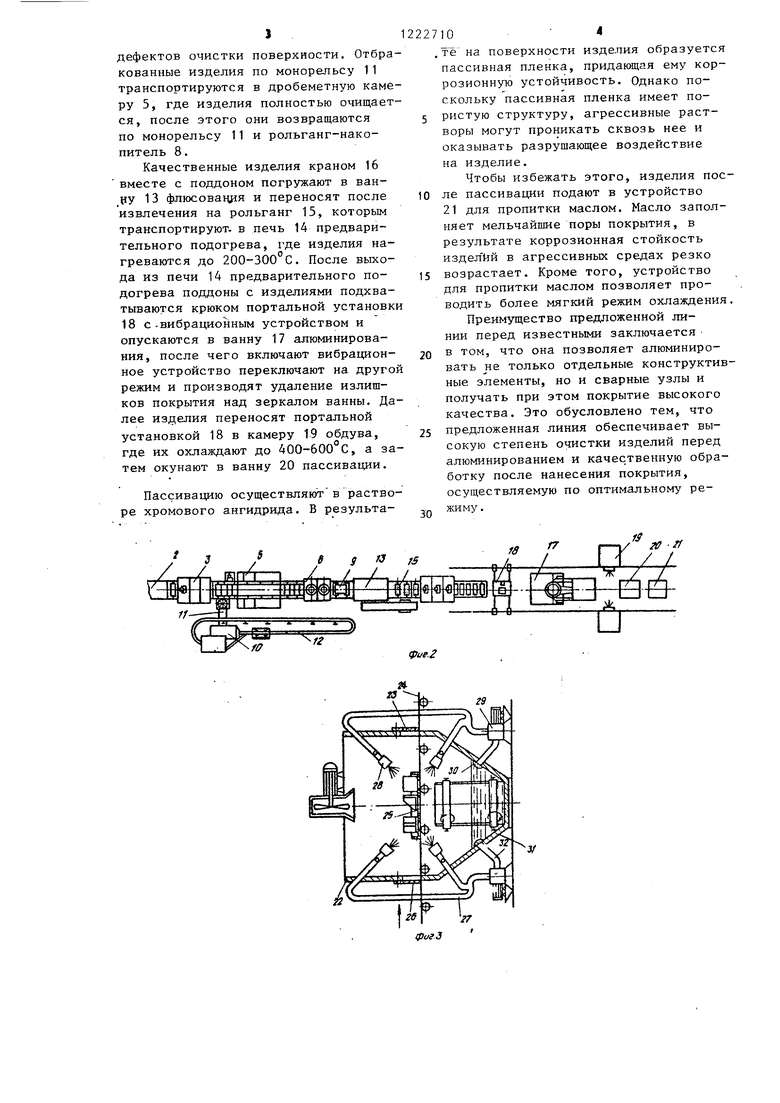
Камера термоудара представляет собой прямоугольную камеру со сте- 22 из листового материала, В противоположных стенах выполнены отверстия 23, через которые пропущен роликовый конвейер 24 для установки пoддotIoв 25 с изделиями. Окна закрыты рез 1новыми шторкатФ 26 для лск, 1Ю- чения попадания брызг в помещение
227102
цеха. В камере 3 установлень трубопроводы 27 с соплами 28, соединенные с помощью насосов 23 высокого давления с системой водоснабжения
i; (не показан) . Камера выполнена с системой очистки н рециркуляции воды, включающей фильтры 30, перекрываю- отверстия в конусообразном днище 31 и обратный трубопровод 32.
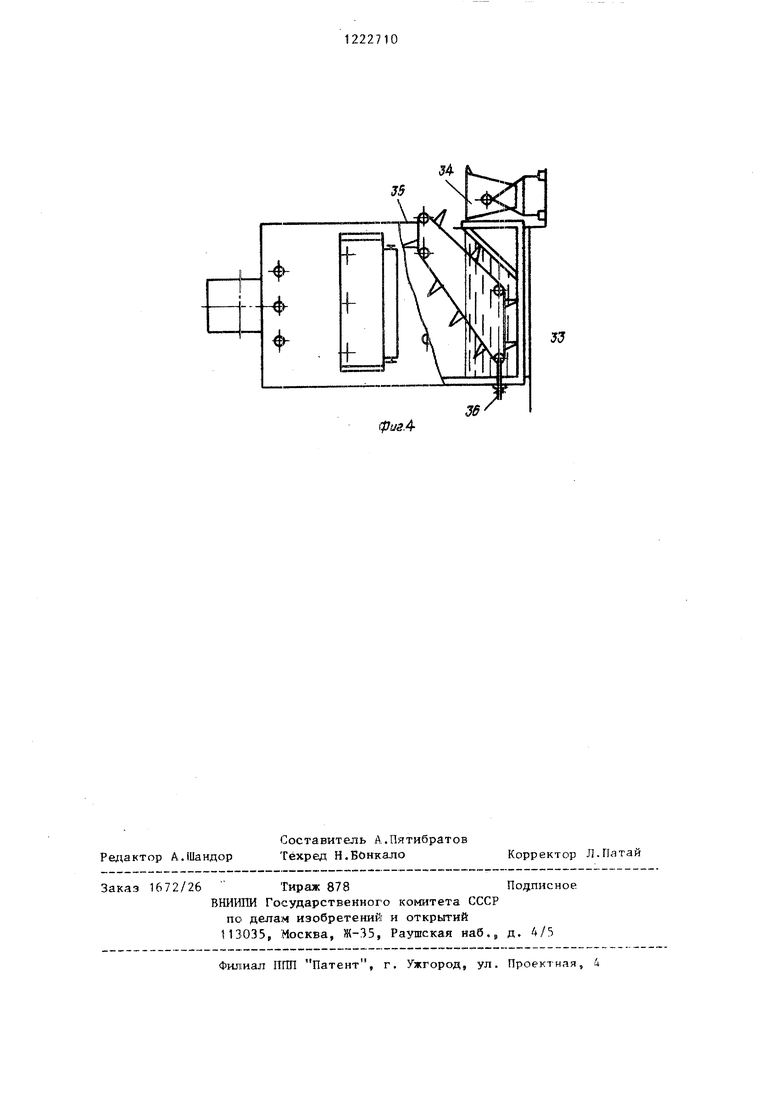
0 В ниядаей части камеры 3 установлен магнитный ленточньй конвейер 33 для удаления шлама из камеры и шламосбор- ник 34 через окно 35 в стенке 22. Для натяжения и регулировки ленточ|5 ного конвейера 33 на противоположной стенке камеры установлена натяжная секция 36.
Линия горячего алюминирования работает следующим образом.
20 Подлежащие обработке сварные уз- лы уложенные на специальные поддоны, устанавливают на входной конвейер 2 печи 1 термического обезжиривания и подают в печь, где нагревают до
300-350 С для полного выгорания масляных загрязнений. После этого поддоны 22 с изделиями поступают на роликовый конвейер 24 камеры 3, где на них под давлением подают из
зп сопел холодную воду, создавая терми- - ческий удар. За счет разницы коэф- фицк;ентов терт-етческого расширения окалины и чистого железа основная часть окалины отделяется от изделия и падает на дно ванны. Уменьшается такв:е сцепление между оставшейся частью окалины и изделием, что также создает благоприятные условия для полного ее отделения при последующей обработке. Упавший на дно ванны BinaM удаляется из камеры магнитным ленточным конвейером 33 и попадает в пшамосборник 35. I
После камеры термоудара поддоны с изделиями поступают в камеру 4 удаления влаги, где изделия обдуваются сухим воздухом. Высушенные изделия поступают в дробеметную камеру 5, где производится механическая очистка поверхности изделия и полное удаление окалины. После дробеметной камеры 5 изделия на поддонах попадают в камеру 6 обеспыливания J где их очищают от пыли и
55 удаляют остатки дроби. Затем изделие поступает на рольганг-накопитель 8 и проходит через контрольное устройство - прибор 9 для обнаружения
35
;
Ю
3 .1
дефектов очистки поверхности. Отбракованные изделия по монорельсу 11 транспортируются в дробеметную камеру 5, где изделия полностью очищается, после этого они возвращаются по монорельсу 11 и рольганг-накопитель 8,
Качественные изделия краном 16 вместе с поддоном погружают в ван- ру 13 флюсовач}1я и переносят после извлечения на рольганг 15, которым транспортируют, в печь 14 предварительного подогрева, где изделия нагреваются до 200-300°С. После выхода из печи 14 предварительного подогрева поддоны с изделиями подхватываются крюком портальной установки 18 с-вибрационным устройством и опускаются в ванну 17 алюминирова- ния, после чего включают вибрационное устройство переключают на другой режим и производят удаление излишков покрытия над зеркалом ванны. Даее изделия переносят портальной установкой 18 в камеру 19 обдува, где их охлаждают до 400-600 С, а затем окунают в ванну 20 пассивации.
Пассивацию осуществляют в раствое хромового ангидрида. В результа22710 4
,т на поверхности изделия образуется пассивная пленка, придающая ему коррозионную устойчивость. Однако поскольку пассивная пленка имеет по5 ристую структуру, агрессивные растворы могут проникать сквозь нее и оказывать разрушающее воздействие на изделие.
Чтобы избежать этого, изделия пос10 ле пассивации подают в устройство 21 для пропитки маслом. Масло заполняет мельчайшие поры покрытия, в результате коррозионная стойкость издел йй в агрессивных средах резко
15 возрастает. Кроме того, устройство для пропитки маслом позволяет проводить более мягкий режим охлаждения.
Преимущество предложенной линии перед известными заключается
20 в том, что она позволяет алюминиро- вать не только отдельные конструктивные элементы, но и сварные узлы и получать при этом покрытие высокого качества. Это обусловлено тем, что
25 предложенная линия обеспечивает высокую степень очистки изделий перед алюминированием и качественную обработку после нанесения покрытия, осуществляемую по оптимальному реj.Q жиму.
фие.2
фигЭ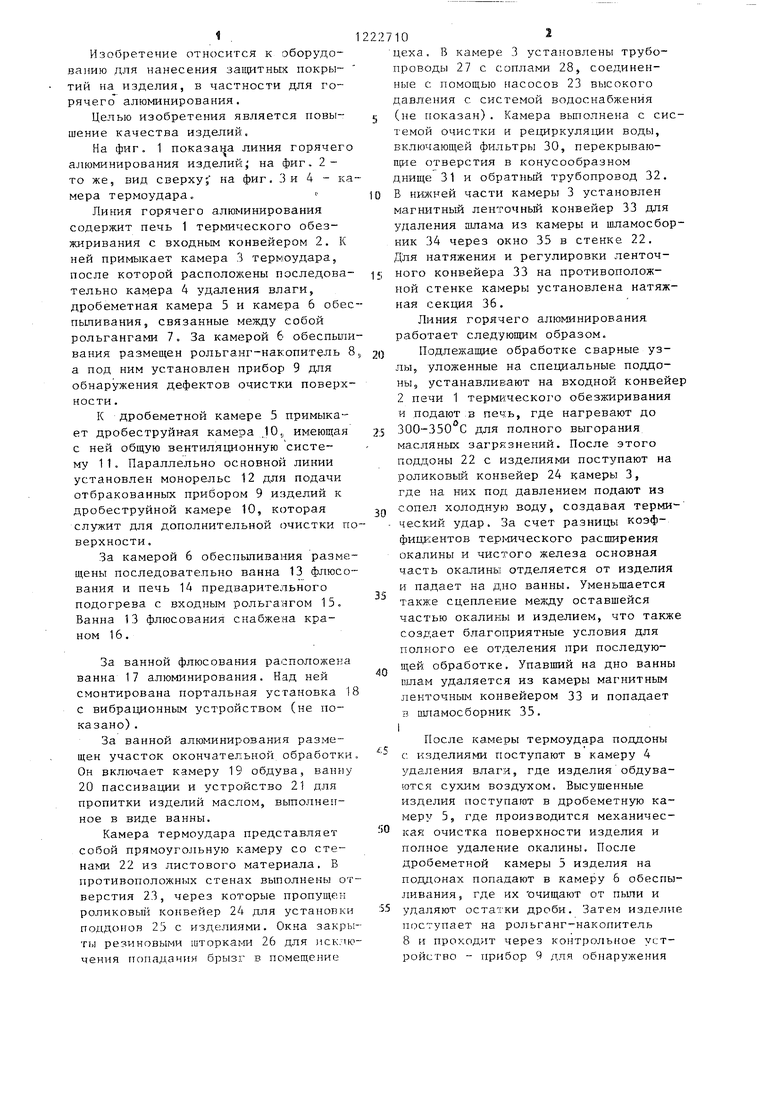
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для горячего алюминирования | 1981 |
|
SU985134A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Автоматизированная линия кокильного литья | 1977 |
|
SU997968A1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| СПОСОБ УТИЛИЗАЦИИ ЗАГРЯЗНЕННЫХ РАДИОНУКЛИДАМИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2014 |
|
RU2579151C1 |
| Устройство для загрузки-выгрузки изделий | 1979 |
|
SU877276A1 |
| Способ обработки внутренних поверхностей хлебопекарных форм и линия для обработки внутренних поверхностей хлебопекарных форм | 1981 |
|
SU1178379A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
Редактор А.Шандор
Составитель А.Пятибратов Техред Н.БОнкало
Заказ 1672/26 Тираж 878Подписное
ВНИИПИ Государственного комитета СССР по дела изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/3
Филиал ГШП Патент, г. Ужгород, ул. Проектная, 4
Корректор Л.Патай
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 0 |
|
SU210603A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Линия для горячего алюминирования | 1981 |
|
SU985134A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
