1
Изобретение относится к области производства гибких трубопроводов и может быть широко применено в транспортной, автомобильной, сельскохозяй.ственной и других отраслях промышленности для производства рукавов высо: кого давления, примеияемйх в . гидрбфицированных агрегатах..
Известны способы заделки, предусматривакяцие обжим зоны силовой заделки, зоны герметизации и зоны разгрузки 1 ... .
Известны также различные способы сборки и заделки рукавов высокого давления с арматурой, причем обжатие в зоне силовой заделки производят. после обжатия в зоне разгрузки от изгибагацих моментов, а затем в зоне ,герметизации 2.
Однако указанный способ имеет .свои существенные недостатки, заключающиеся в том,что при использовании существующих методов заделки происходит пульсация давления в полости рукава, которая вызывает сдвиговые перемещения, что приводит к усталостному разрушению рукава в зоне заделки.Целью изобретения является повышение цикли ёскбй прочности рукава в зоне соединения с йиппелем.
Пос тавленная цель достигаете я тем что зону силовой заделки обжимают в два этапа, первоначально производят предварительное обжатие муфты, защемляя конец металлической оплетки, а затем к ишангу прикладывают осевое усилие, превышагацее гидростатическую рсевую рабочую нагрузку и не снимая ее производят последдвательно обжим в зоне сйЛЬйой заделки, зоне герметизаций и эойераэтрузки от изгибающих моментов. .
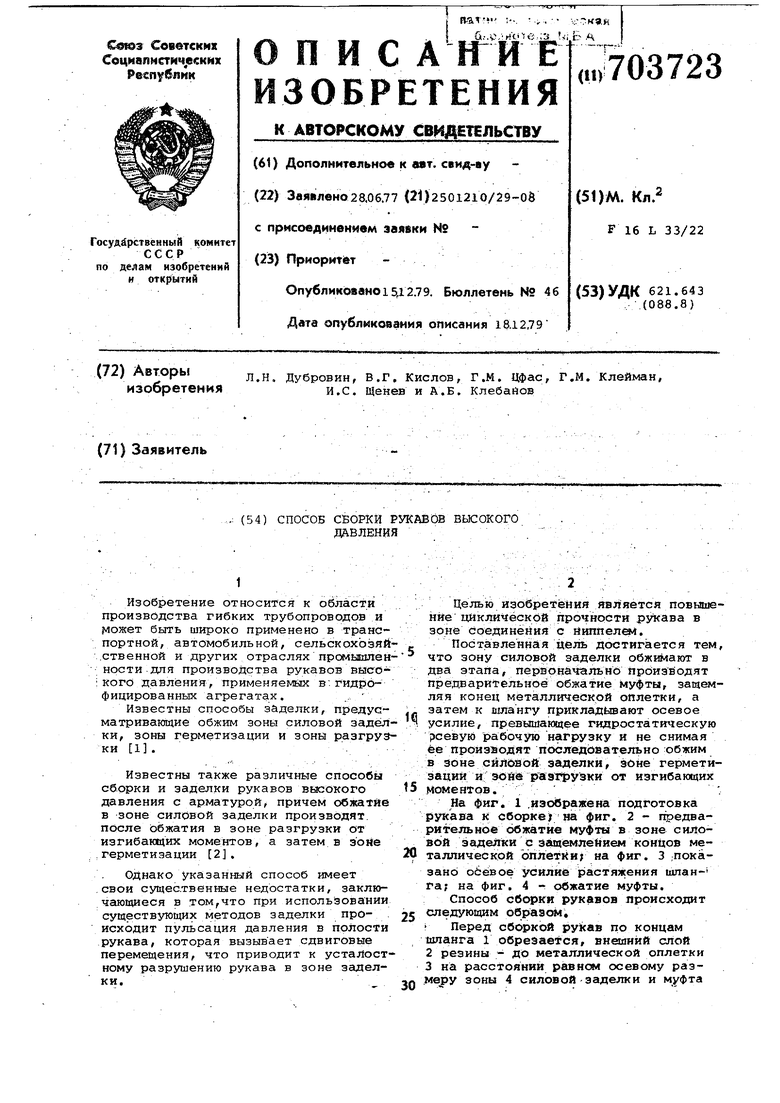
На фиг. 1 .изображена подготовка рукава к сборке) на фиг. 2 - щ едварительвое обжатие муфты в зоне силовой заделки с защемлейием концов металлической оплетки; на фиг. 3 .показано обёвое усилие растяжения шлан- га; на фиг. 4 - обжатие муфты.
Способ сборки рукавов происходит следующим образом, Перед сборкой pykaa по концам галанга 1 обрезается, внешний слой
2резины - до металлической оплетки
3на расстоянии равнсм осевому размеру зоны 4 силовой заделки и муфта
703723
5 одеваетс.я на шланг. Затем на ниппель б одевается накийная гайка 7,
после чего во внутреннюю часть отверстия шланга вставляется хвостовик 8 поправка 9 и производится обжатие
замка 10 зоны силовой заделки, которую обжимают в два этапа, вначале
ТТ1 6йэвбдят Предварительное обжатие муфты, защемляя конец 11 шланТа,
эа емк шлангу прикладывают ocfeBoe усилй@ ра:стйжёния, превышающее гид- - ростатическую осевую рабочую нагрузку и не снимая ее, производят последовательно обжим в зоне силоёой
заделки 12 и Зоне герметизации 13, а муфту в зоне 14 разгрузки от изгибающих Метлентов деформируют в ра дйальном направлении с уменьтиением обжатия в направлении к середине
|):s irsfci,Создавая уменьшающиеся в направлении радиальные давления на ишанг и напряжения трения между поверхностями контакта муфты и шланга. После обжатия муфты технологическую нагрузку (растяжение шланга) снимают, при этом шланг упруго сокращается в осевоч направл ении. В зоне разгрузки от изгибающих моментов переменные напряжения трения препятйтвуйт свободнЪму сокрабению шланга. На этом участке полной разгрузки От осевых напряжений не происходит, что обеспечивает плавное изменение напряжений растяжения в
рукаве/на границе зон герметизации, и разЪрузки от изгибающих моментов,
,--.-- V,
yssaeasissaai ;
S((
f uf yvyYyVV fCK fP gftX4 g.
что в свою очередь (из-за отсутствия концентрации напряжений), повышает циклическую прочность рукава.
Формула изобретения
Способ сборки рукавов высокого давления, вк 1ючающий предварительную сборку рукава, содержащего шланг, нйппель, накидную гайку и муфту с п оследующим обжатием муфты в зоне силовой заделки, в зоне герметизации и зоне разгрузки от изгибающих моментов, о,т л и ч а ю щ и и с я тем, что, с целью повышения цикличёскЪй прочности рукава в зоне соединения с нипЛелем, зону силовой заделки обжимают в два этапа - первоначально производят предварительное обЖатйе муфты, заЩемляя конец метал лической оплетки, а затем к. шлангу прикладывают осевое усилие, превышающее гидростатическую осевую рабочую нагрузку и не снимая ее производит послёд&ватёльно обжим в ыойе силовой заделки, зоне герметизации иэънёраЪ руз1 й от изгибающих моментов , ;; :;./ , .
Источники информации, 30 пЕ5й нЯ;Тыейовнийание при экспертизе
1. Авторское свидетельство СССР , № 5ёб051, кл. F 16 L 33/22, 1975.
.2 .патент США № 2374226, . 2 5-149, 1945.- ,. :
35 , :
kluv- : vr 4 A- r «r««r«:.«.vvwvu.--..n

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки рукавов высокого давления | 1975 |
|
SU566051A1 |
| Способ сборки рукавов высокого давления | 1982 |
|
SU1093868A1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| Способ сборки рукавов высокого давления | 1981 |
|
SU985544A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| СПОСОБ СОЕДИНЕНИЯ НАПОРНОГО РУКАВА С НИППЕЛЕМ | 1995 |
|
RU2156396C2 |
| Шланговое соединение и способ его сборки | 1988 |
|
SU1539438A1 |
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
/////Z
