(54) СПОСОБ СБОРКИ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки рукавов высокого давления | 1977 |
|
SU703723A1 |
| Способ сборки рукавов высокого давления | 1982 |
|
SU1093868A1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| Способ сборки рукавов высокого давления | 1981 |
|
SU985544A1 |
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| ШЛАНГОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО СБОРКИ | 2004 |
|
RU2258860C1 |
| Шланговое соединение и способ его сборки | 1988 |
|
SU1539438A1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
I
Изобретение касается нроизводства гибких трубопроводов и может быть широко применено в транспортной, автомобильной, сельскохозяйственной и других отраслях промышленности для производства рукавов высокого давлен1ю, применяемых на гидрофицированных агрегатах.
Известны различные способы сборки и заделки рукавов высокого давления с арматурой, в том числе с двумя зонами обжатия и с различными усилиями - зоны силовой заделки и зоны герметизации L. К недостат1сам двухзонной заделки относится отсутствие разгрузочной зоны от изгибающих моментов, что влияет на пиклическую прочность рукавовИзвестны также способы заделки, предусматривающие обжим эоиъ силовой задел ки, зоны герметизации и зоны разгрузки о изгибающих моментов 2. Однако обжим муфты в зоне герметизации из-оа колебаний размеров шланга не обеспечивает постоянства удельных давлений, в контакте внутреннего резинового слоя шланга с ниппелем, а отклонение удельных давлений от
оптимального значения гфиводит лиоо к пониженной герметичности соединения, либо к. его малой цикличес прочности.
Целью изобретения является повышение надежности.
Это достигается тем, что перед обжатием муфты . в зоне силовой заделки производят операцшо обжатия муфты в зоне разгрузки от изгибающих моментов, а затем обжимают муфту в зоне герметизации.
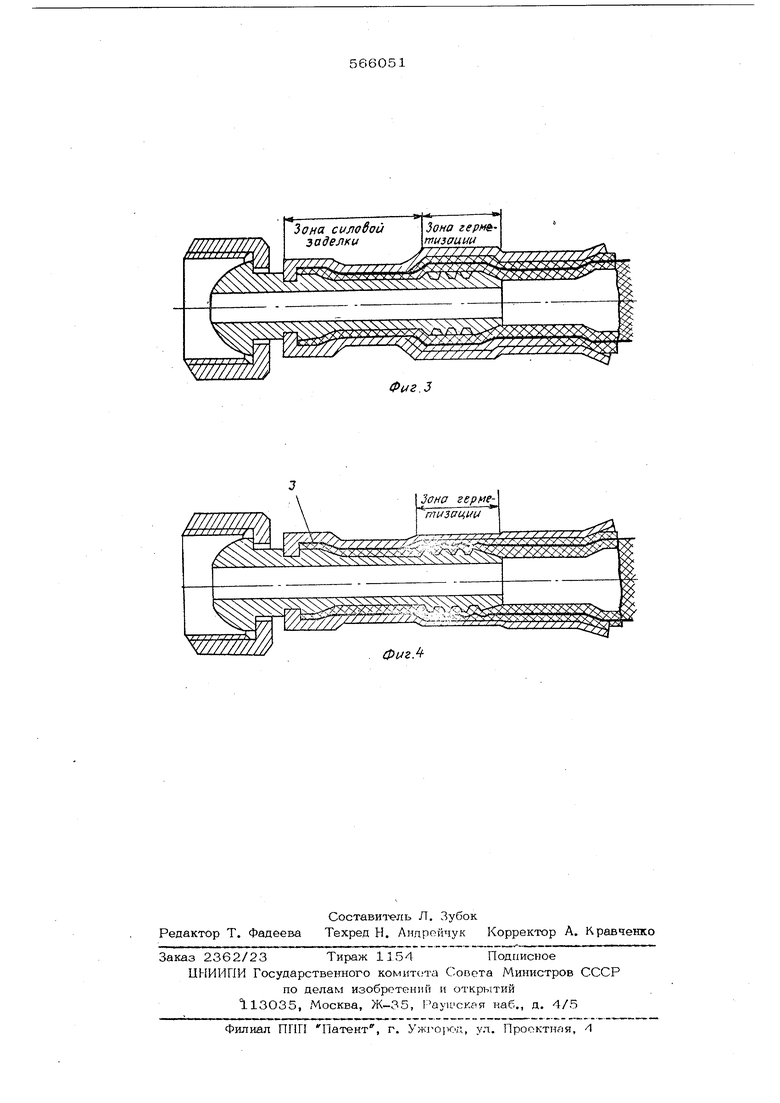
Фш 1 иллюстрирует процесс подготовки рукава к сборке; на фиг. 2-4 - обжатие муфты ь зоне разгрузки, в зоне силовой заделки и зоне герметизации соответственно.
Способ сборки рукавов происходит сле дующим образом. Перед сборкой обрезают внешние слои 1 резины до металлической оплетки 2 на расстоянии, несколько меньщем, Чем размер зоны силовой заделки, и муфту 3 надевают на шланг 4. Затем на . ниппель 5 надевают накидную гайку 6, после чего во внутреннюю часть отверстия щланга вставляют хвостовнки 7 ниппеля 5. Далее в отверстие ниппеля вставлякуг онравку и произвбдят обжатие муфты. Сначала муфту обжимают в зоне разгрузки от изгибающих моментов (см. фиг. 2), затем последовательно обжимают 1у1уфту в зоне силовой заделки, и, осаживая шланг в зоне герметизации, утолшают его до величины определяемой зазором между внутренней поверхнсютью муфты и образующей ниппеля (см. фиг. 3), и,наконец, постоянным не зависящим от исходных размеров шланга i усилием обжимают муфту в зоне герметиза ции (см, фиг. 4), получая при этом стабильную величину удельных давлений в кон такте внутренней поверхности шланга с нип пелем в зоне герметизации. При этом деформация муфты не зависит от исходных размеров шланга. Формула изобретения Способ сборки рукавов высокого давления, включающий в себя предварительную
/Ш%Ш| /////У/У/ЛУ/УУ/У/УУ/У/У////// /
XNSSXVxV
ХУ..УУ.Ч Х У У Г ЛЛ/УУ: .
7//////2
///////////////
,-T
Л
f//L,,
//////7/А
/
.ХЧ./У Х/АУ/ 7v/Sj:;O4/ C Ts/bOk/yj.
-T - TT-/Vv
У ..vATSsy .,i.- .:../ti A--W;iii v: Jцlw.
&Ji jLVoT C Лч чУу/УbTSf XrS
Фаг.1
Зона
разгрузки
4N
.
///////
Фиг. г сГх) узла, содержащего шланг, ниппель, накидную гайку и муфту , с последующим обжатием муфты в зоне силовой заделки, в зоне герметизации и зоне разгрузки от изгибающих моментов, отпичающийс я тем, что, с целью повышения надежноеги, обжатие муфты в зоне силовой заделки производят после обжатия ее в зоне разгрузки от изгибающих моментов, а затем обжимают муфту в зоне герметизации. Источники информации, принятые во внимание при экспертизе: 1,Информационный лист Влияние заделок рукавов высокого давления на надеж. ность гидросистем при динамических нагрузках. Изд. -ЦНИИТЭИтракторосельмаш N 19, 1971, Серия 19, 2.Патент США № 2374226, кл, 285-149, 1945,
Зоня силодой 5она герм&- зоделки mu3auuti
/////////////
/ШША
////////////
Фиг.З
Зона гер/ еf7W3 r ifi
фиг.
