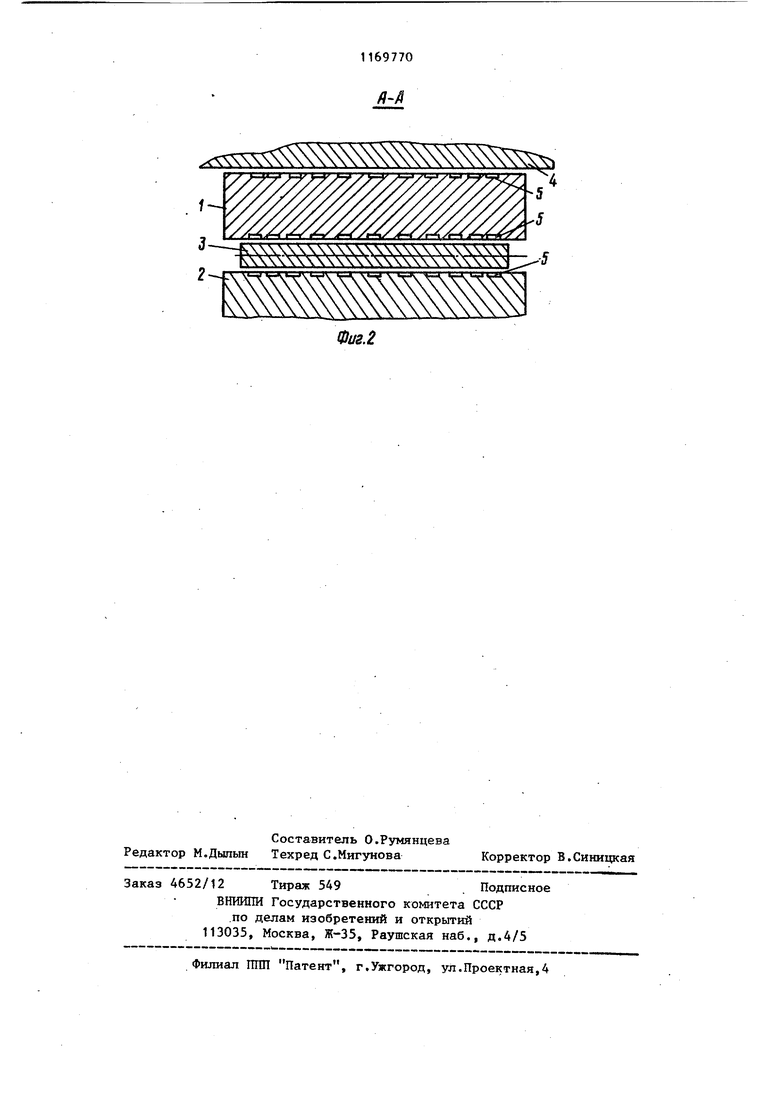
I Изобретение относится к обработке металлов давлением и предназначено для прокатки листов и лент и других профилей. Цель изобретения - упрощение конструкции и увеличение нагнетающей способности устройства. На фиг. 1 изображено устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1., Устройство состоит из верхней 1 и нижней 2 клиновидных вставок, у которых по всей ширине рабочих поверхностей, обращенных к прокатыйаемой полосе 3 и прилегающих к валкам 4, выполнены нагнетающие канавки 5. Глубина канавок уменьшается к входу в очаг деформации, а ширина канавок и промежутков между ними уменьшает ся от центра к краям вставок на участках у краев, равных 0,2-0,3 ши рины вставок. Во вставках имеются сверления с гнездами, в котбрых закреплены штуцеры 6 подвода смазки в зазоры между вставками и между вставками и валками. Работа устройства осуществляется следующим образом. Верхняя 1 и нижняя 2 части устройства ребрами, разделяющими нагне тающие канавки 5, прижимаются к поверхностям рабочих валков 4 и устанавливаются с зазором порядка 0,01 м относительно прокатьгоаемой полосы 3 При прокатке смазка, поступакщая через штуцеры 6, захватываемся поло сой 3 и нагнетается через нагнетаюоще. канавки 5 к очагу деформации. В .результате зтого, а также за счет нагнетания смазки через канавки в поверхностях вставок, прилегающих к рабочим валкам, давление смазки пер входом в очаг деформации достигает величины, обеспечивагацей режим гидр динамического трения цри прокатке. Ребра, разграничивающие нагнетающи канавки, препятствуют утечке смазки в боковые стороны к краям полосы, причем уменьшение к краям устройств 70 ширины канавок и промежутков между ними пропорционально примерному распределению давления в слое смазки по ширине вставок, что увеличивает сопротивление вьщавливанию смазки в боковые направления. Уменьшение глубины нагнетакнцих канавок по входу в очаг деформации увеличивает нагнетакщую способность устройства за счет гидростатического подпора в клиновом слое смазки, что способствует достижению режима жидкостного трения при меньших скоростях прокатки. Величина зазора между вставками устанавливается такой, чтобы между прокатываемой полосой и разделительными ребрами существовал зазор для свободного перемещения полосы по скользящей посадке. Истечение смазки из устройства происходит не по всей его ширине,а на расстоянии 0,2-0,3 ширины вставок от краев, а давление смазки на этом участке уменьшается по линейной зависимости от максимума до нуля у края полосы, соответственно уменьшается и скорость истечения смазки. Волее частые и узкие нагнетающие канавки у краев вставок представляют собой лабиринтное уплотнение, которое затрудняет истечение смазки и вьфавнивает давление по ширине вставок. Уменьшение глубины канавок к входу в очаг деформации увеличивает нагнетакицую способность устройства и повьш1ает давление смазки перед очагом деформации за счет гидродинамического подпора смазки в клиновом смазочном слое. Проведенные исследования и расчеты показали, что угол наклона канавок менее 0,5 не оказывает существенного влияния на нагнетающую способность зазора вставка-полоса, а при угле свьш1е 1 глубина канавок уже на небольшом расстоянии от очага деформации будет настолько большой, что эффект гидродинамического нагнетания смазки будет снижаться.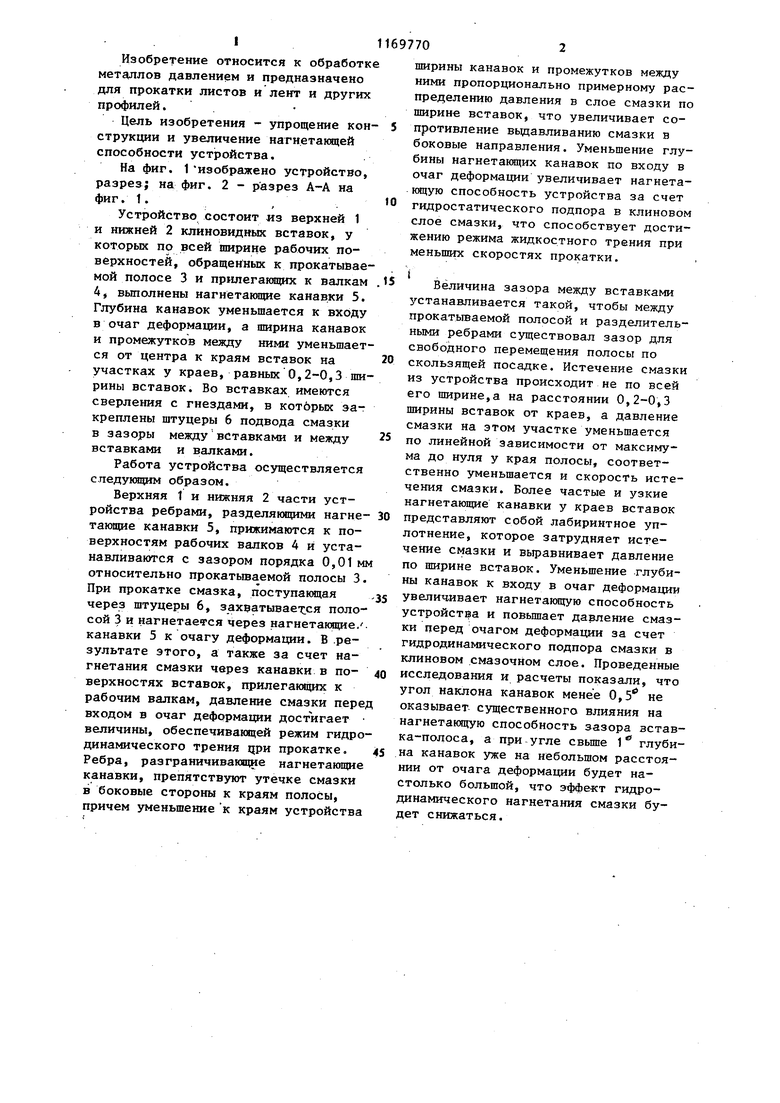
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Устройство для нагнетания смазки к зонедЕфОРМАции | 1979 |
|
SU835551A1 |
| Устройство для нагнетания смазки к зоне деформации | 1981 |
|
SU986533A1 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1983 |
|
SU1176990A1 |
| УСТРОЙСТВО для ПОДАЧИ СМАЗКИ К ЗОНЕ ДЕФОРМАЦИИ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU381437A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Способ подачи смазки в очаг деформации | 1982 |
|
SU1066682A1 |
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| Валок для холодной обработки давлением листового материала | 1989 |
|
SU1733159A1 |
| Оправка для продольной прокатки труб | 1984 |
|
SU1146112A1 |
УСТРОЙСТВО ДЛЯ НАГНЕТАНИЯ СМАЗКИ К ОЧАГУ ДЕФОРМАЦИИ при прокатке полосы, содержащее клиновидные вставки, примыканшще к поверхности валков со стороны входа металла и образующее с валками и металлом криволинейный и прямолинейный щелевые зазоры, в которые выходят каналы сдюзйлц I J3 лп-чтяп ....и. ОГЕ«Г4 подачи смазкн, отличающе.ес я тем, что, с целью упрощения конструкции и увеличения нагнетающей способности устройства, рабочие поверх кости клиновидных вставок выполнены с раположенными по их ширине продольными нагнетающими канавками переменной глубины с углом уклона дна канавок относительно рабочих поверхностей вставок на прямолинейном участке О , 5-1° и вершиной угла;, находящейся на передней кромке вставок и с радиусом дна канавок на криволинейном участке 1,01 1,02 от величины радиуса, образующего рабочую поверхность вставок, а ширина канавок и промежутков между ниш-1 у краев вставок на з астках, равных, 0,2-0,3 IШipины вставок,, уменьшается по линейной зависимости от 0,05-0,1 ширины вставок в центре до 0,005-0,01 ширины вставок у краев.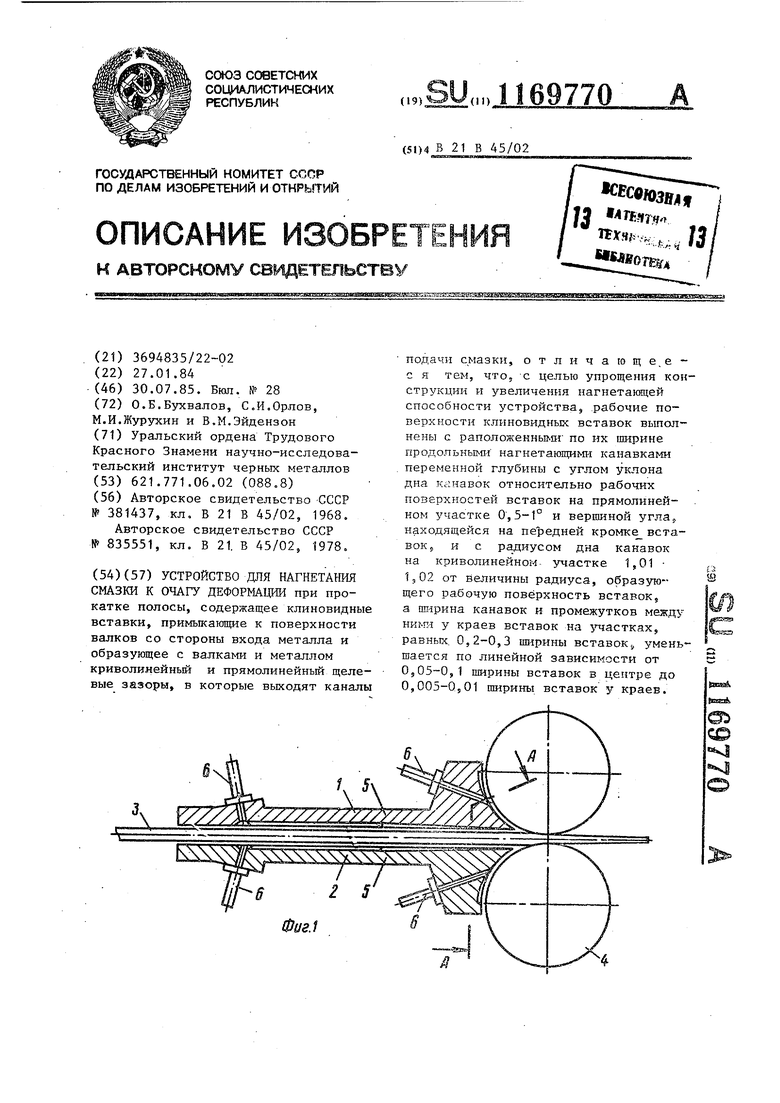
..
5 5
f
V
| УСТРОЙСТВО для ПОДАЧИ СМАЗКИ К ЗОНЕ ДЕФОРМАЦИИ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 0 |
|
SU381437A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бункер хлопкоуборочной машины | 1979 |
|
SU835351A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
