(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОКОПРОВОДНСХЗТИ СВАРОЧНЫХ ГОРЕЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения размеров зоныгАзОВОй зАщиТы пРи дугОВОй СВАРКЕи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823029A1 |
| Способ определения качества защиты дуговой атмосферы и устройство для его осуществления | 1989 |
|
SU1754375A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1743755A1 |
| Двухэлектродная горелка | 1986 |
|
SU1428544A1 |
| Способ проверки защитных свойств сварочных горелок | 1982 |
|
SU1133058A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1993 |
|
RU2056985C1 |
| ТЕРМОЗОНД ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ И ГОТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2258919C1 |
1
Изобретение относится к области сва«рочного производства и может быть использовано при изготовлении и контроле сварочных горелок.
Известен стенд для испытания элект- рошпинделей, содержащий станину, размёщенные на ней призмы для установки корпуса испытуемого электрошпинделя, ; прихват для закрепления последнего и дополнительный электродвигатель, соеди- ,д некный с валом электрошпинделя 1 3
Недостатком данного устройства является то, что оно громоздко, испытания проводятся при наличии дополнительного электродвигателя, горелку в нем закрепить j без дополнительной доработки стенда невоаможно, кроме того, источник питания электродвигателя и электрошпинделя непригоден для питания сварочной дуги.
Известно устройство для определения 20 плотности тока утечки обсадной колонны скважины C2J , содержащее зонд, контактирующий с колонной с помощью электродов, соединенных посредством
кабелей с измеритёльньхм прибором для оценки плотности тока через усилители и резистор.
Недостатком указанного устройства является то, что измерительный зонд встраивается в исследуемую колонну, т.е. ее дополнительная доработка..
Наиболее близким по технической сущ ности и достигаемому эффекту к изобретению является устройство для контроля контактирования вьтодов исследуемого объекта, содержащее коммутатор, блок логической обработки измерений и анализатор контроля качества контактирования, подключаемое коммутатором ко всем контактам 3 .
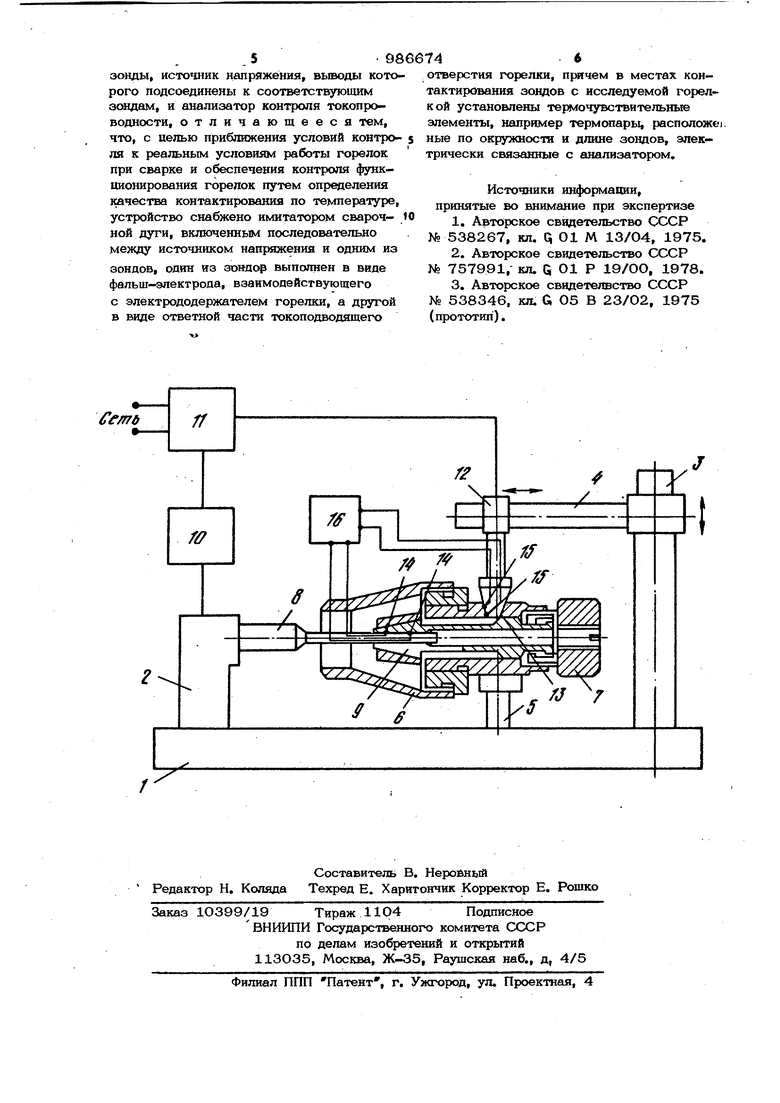
Недостатком этого устройства является то, что в нем невозможно установить горелку, закрепить ее и создать необходимое усилие поджима для контактирования зондов с горелкой, так как в этом устройстве соединение контролируемого объекта с измерительной цепью ocyщec v вляется го/шко электрическим путем. Me- возможно также создать и отрегулироват необходимую нагрузку по току для провер ки качества коитакти ювания. Целью изобретения является обеспечение условий контроля, приближенных к реальным условиям работы горелок при сварке и контроль функщгонироваяия ropfe лок путем определения качества контактирования по температуре в местах контакта. Указанная цель достигается тем, что устройство для контроля токопроводности сварочных горелок, содержащее зонды, источник напряжения, вьшоды которого подсоединены к соответствующим зондам и анализатор контроля токопроводности, снабжено имитатором сварочной дуги, включенным последовательно между источ ником напряжения и одним из зондов, причем один из зондов выполнен в виде фальщь-электрода, взаимодействующвго с электрододержателем горелки, а второй в виде ответной части токоподводящего отверстия горелки, а в местах контакти- рования зондов с исследуемой горелкой установлены термочувствительные элемен ты, например, термопары, расположенные по окружности и длине зондов, электрически связанные с анализатором. На чертеже представлено устройство для контроля токопроводности сварочных . Устройство содержит станину 1, на ко торой жестко закреплены стойки 2 и 3. Стойка 3 несет кронштейн 4, установленный с возможностью вертикального и горизонтального перемещения и выполненны из электроизоляционного материала. На станине 1 размещена изоляционная опора 5для закрепления горелки 6 с гайкой 7 В стойку 2 вставлен зонд 8, вьшолненный в виде фальщь-электрода, контактиру ющего с электрододержателем 9 горелки 6и электрически связанного с имитатором 10 сварочной дуги, выпояненньп в виде набора ТЭНов. Имитатор 10 соединен с одним из выходов источника 11 напряжения, второй выход источника 11 взаимодействует с зондом 12, выполнен, ным в виде ответной части токогазоподводящего отверстия 13 горелки 6. В зонд 8 вмонтированы термочувствительные элементы 14, а в зонд 12 вмонтированы термочувствительные элементы 15, причем элементы (термопары) 14 и 15 подключены к анализатору 16 контроля токопроводности. Стойка 2 изолирована от зогща 8. Ус;трой(ггво {работает следующим o6j)a- зом. Исследуемую горелку G устанавливают на опору 5 и электрододержател1л 9 вводят в контакт с фальшь-электродом 8, поджимая к нему горелку 6 гайкой 7. Перемещают кронщтейн 4 по стойке 3 таким образом, чтобы зонд 12 разместился в токоподводящем отверстии 13 горелки 6. В зоне контакта горелки 6 с зондами 8 и 12 припаивают термопары 14 и 15 по длине зондов и их периметру. Включают источник 11 напряжения и имитатором 10 сварочной дуги устанавливают необходимый ток, на который рассчитана горелка 6. Через 1-2 мин регистрируют показания на анализаторе 16 контроля токопроводности. О качестве контактирования судят по температуре в местах контакта горелки 6 и зондов 8 и 12, В случае нормального контакта плотность тока в местах контактирования зондов не превьпиает расчетной, тепловььделение невелико, нарастание температуры, которое фиксируют анализатором 16, , во всех исследуемых точках происходит по одному и тому же закону. Такую горелку считают выдержавшей испытания. В случае неравномерного контакта плотность тока в отдельных точках контактирования зондов будет значительно превыщать расчетную и тепловьщеление значительно увеличится, что отразится на законе нарастания температуры в них. Такую горелку считают не выдержавшей испытания и направляют на доработку. Предлагаемое устройство позволяет контролировать горелки при серийном изготовлении. Меняя зонды 8 и 12, можно проводить контроль:.горелок различных конструкхшй. Применение предлагаемого устройства позволит повысить вероятность выявления брака при изготовлении горелок за счет организации тщательного 100%-Н1Эго контроля. При отсутствии контроля примерно 30-4О% имеют брак из-за изготовления элементов горелки, не обеспечивающих надежного контакта. За счет применения данного устройства этот брак можно исключить полностью. Это, в свою очередь, снизит количество отказов горелок на монтаже, тем самым уровень надежности сварочных автоматов возрастет,Формула изобретения Устройство для контроля токопроводности сварочных горелок, содержащее
зонды, источник напряжения, вьюоды которого подсоединены к соответствуюишм зондам, и анализатор контроля токопроводности, отличающееся тем, что, с целью приближения условий контроля к реальным условиям работы горелок при сварке и обеспечения контроля функционирования горелок путем определения качества контактирования по температуре, устройство снабжено имитатором сварочной дуги, включенным последовательно между источником напряжения и одним из
зондов, один из выполнен в виде фальш-электрода, взаимодействующего с электрододержателем горелки, а другой в виде ответной части токоподводящего
е/ггб
отверстия горелки, в местах контактирования зондов с исследуемой горелкой установлены термочувствительные элементы, например термопары, располож ные по окружности и длине зондов, электрически связанные с анализатором.
Источники информации, принятые во внимание при экспертизе
№ 538267, кл. Q 01 М 13/04, 1975,
