(54) СПОСОБ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ ЗОНЫ
ГАЗОВОЙ ЗАЩИТЫ ПРИ ДУГОВОЙ СВАРКЕ
И УСТРОЙСТВО ДЛЯ ЕГО ОСУЫьШСТВЛЕНИЯ
вого потока при его натекании на свариваемое изделие, а также допускается, что газовый поток, используемый для защиты, симметричен, что не всегда отвечает действительности. Кроме того, способ невозможно использовать для изучения эффективности газовой заш,иты горелок с кольцевой подачей защитного газа, например плазмотронов, так как происходит подсос воздуха из-под зонда и нарущается защита вообще. Использование стержневого титанового зонда в виде титановой проволоки не позволяет возбуждать дугу между ней и исследуемой горелкой, ввиду быстрого распла,вления проволоки от дуги и обрыва.-,
Цель изобретения - повыщение точности и надежности полученных данных при исследовании эффективности газовой защиты.
Указанная цель достигается тем, что одновременно с включением тока нагрева зонда возбуждают сварочную дугу между зондом и электродом горелки и отключают ее одновременно с отключением тока нагрева зонда.
Устройство для осуществления способа отличается от известного тем, что зонд выполнен в виде пластины с установленным по ее центру электродом.
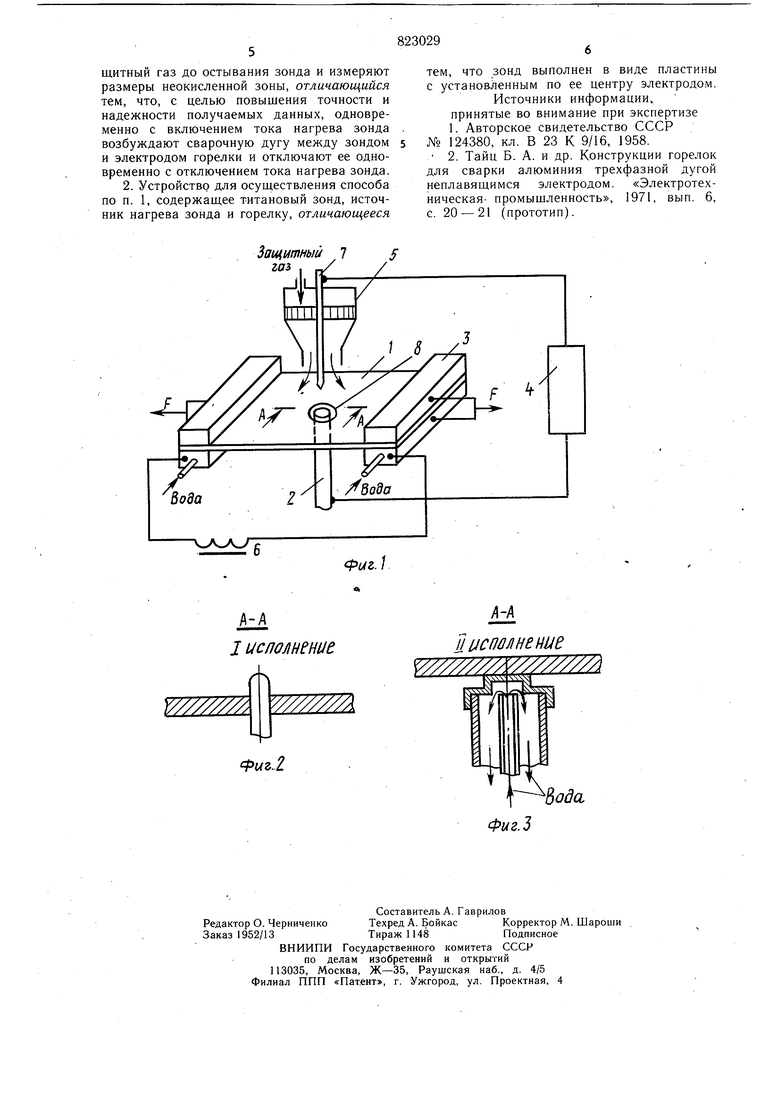
На фиг. 1 изображена принципиальная схема устройства для осуществления способа; на фиг. 2 и 3 - примеры конструктивного выполнения зонда.
Устройство включает зонд , состоящий из титановой пластины 1 толщиной 0,1 - 1 мм с расположенным в центре ее электродом 2. Пластину закрепляют в охлаждаемых токоподводах 3, растягиваемых с усилием F, предотвращающим деформацию пластины при нагреве. Размеры пластины подбирают в зависимости от типов исследуемых горелок и размеров защитных сопел. Например при диаметре защитного сопла менее 30 мм размеры пластины составляют 160 X 80 мм.
Электрод 2 подключают к источнику питания сварочной дуги 4. Электрод может быть выполнен из прутка вольфрама диаметром 0,5 - 3мм или другого тугоплавкого электропроводного материала (фиг. 2), выступающего над поверхностью пластины на 1 -5 мм, с целью предотвращения прогорания пластины от действия дуги. Такое конструктивное исполнение целесообразно использовать в случае небольщих сварочных токах дуги (не более 50 А).
При больших сварочных токах электрод припаивают или приваривают к нижней поверхности титановой пластины и охлаждают водой, что предотвращает расплавление электрода и прогорание титановой пластины.
Способ осуществляется следующим образом.
При исследовании эффективности газовой защиты защитный газ из сопла исследуемой горелки 5 направляют на титановую пластику. Пропускают через пластину 1 ток от трансформатора б и возбуждают сварочную дугу от источника питания 4 между электродом зонда 2 и .электродом горелки 7.
Пластину нагревают до 800 - 9 Ji, затем , отключают ток нагрева и ду/ продувку защитного газа продолжают до полного остывания пластины. Размеры зоны защиты определяют по неокисленному пятну 8, образованному в результате защиты его на0 текающим потоком газа.
Использование предлагаемого способа определения размеров зоны газовой защиты возможно лишь совместно с предлагаемым устройством, так как использование стержневого титанового зонда не позволяет определить влияние на эффективность газовой защиты наличия сварочной дуги и натекания газового потока на поверхность, которые присутствуют в реальнйх условиях сварки. Пример. Исследование эффективности
газовой защиты плазмотронов для микроплазменной сварки.
Испытания проводят на сварочных токах 5 - 30 А, при расходах плазмообразующего газа 0,1-0,8 л/мин, защитного газа (аргона и гелия) 1 - 6 л/мин и диаметрах
плазмообразующего сопла 0,5-1,5 мм, а защитного сопла - 8 - 20 мм. При исследованиях используют зонд, состоящий из титановой пластины толщиной 0,5 мм, размером 160 X 80 мм с расположенным
Q в центре пластины вольфрамовым электродом диаметром 0,5-1,5 мм, выступающим над пластиной на 1 -2 мм.
Испытания показывают высокую надежность способа и хорощую точность, воспроизводимость результатов экспериментов.
5 Предлагаемый способ позволяет получить более точные и надежные данные о качестве газовой защиты, за счет приближения условий эксперимента к реальным, что способствует разработке горелок и плазмотронов, обеспечивающих хорощую газо вую защиту зоны сварки.
Экономическая эффективность может быть получена за счет снижения номенклатуры применяемых горелок путем отказа от горелок, не обеспечивающих эффективную газовую защиту, а также за счет экономии от уменьщения расхода аргона в рациональных конструкциях горелок, выявленных этим сп зсобом определения эффективности газовой защиты.
Формула изобретения
1. Способ определения размеров зоны газовой защиты при дуговой сварке, при котором защитный газ из горелки пропускают над титановьш зондом, зонд нагревают путем пропускания через него тока, затем отключают ток нагрева, продувают защитный газ до остывания зонда и измеряют размеры неокисленной зоны, отличающийся тем, что, с целью повышения точности и надежности получаемых данных, одновременно с включением тока нагрева зонда возбуждают сварочную дугу между зондом и электродом горелки и отключают ее одновременно с отключением тока нагрева зонда. 2. Устройство для осуществления способа по п. 1, содержащее титановый зонд, источник нагрева зонда и горелку, отличающееся
Защитный 7 газ .
L
/ исполнение
Y////////A
W///////.
fpuz-Z
тем, что зонд выполнен в виде пластины с установленным по ее центру электродом.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 124380, кл. В 23 К 9/16, 1958. 2. Тайц Б. А. и др. Конструкции горелок для сварки алюминия трехфазной дугой неплавящимся электродом. «Электротехническая- промыщленность, 1971, вып. 6, с. 20 - 21 (прототип).
S
Фиг.1
М Нас пол не HUB
Вода
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ проверки защитных свойств сварочных горелок | 1982 |
|
SU1133058A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ контроля эффективности газовой защиты при сварке с короткими замыканиями | 1990 |
|
SU1757828A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Способ определения формы свободной поверхности сварочной ванны | 1981 |
|
SU1109279A1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 2009 |
|
RU2411112C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ИЗДЕЛИЙ ИЗ МЕДИ, ПРЕИМУЩЕСТВЕННО ЧАСТЕЙ КРИСТАЛЛИЗАТОРА ПО ЗАМКНУТОМУ КОНТУРУ | 1993 |
|
RU2053077C1 |
