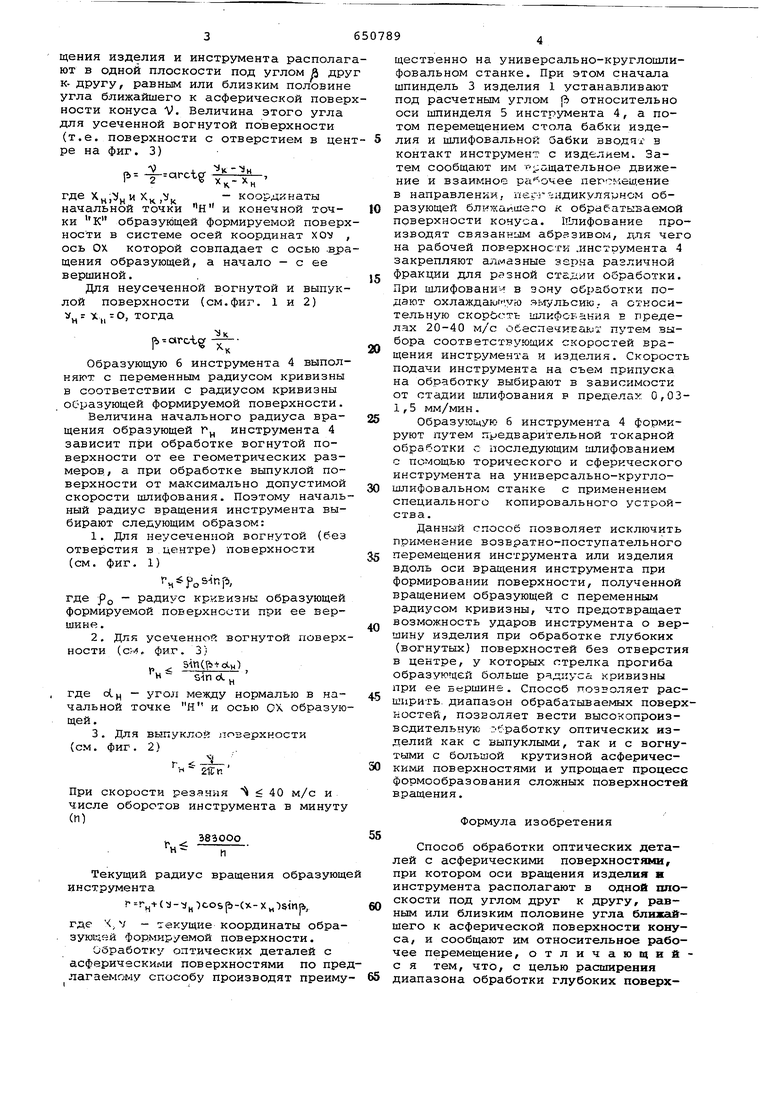
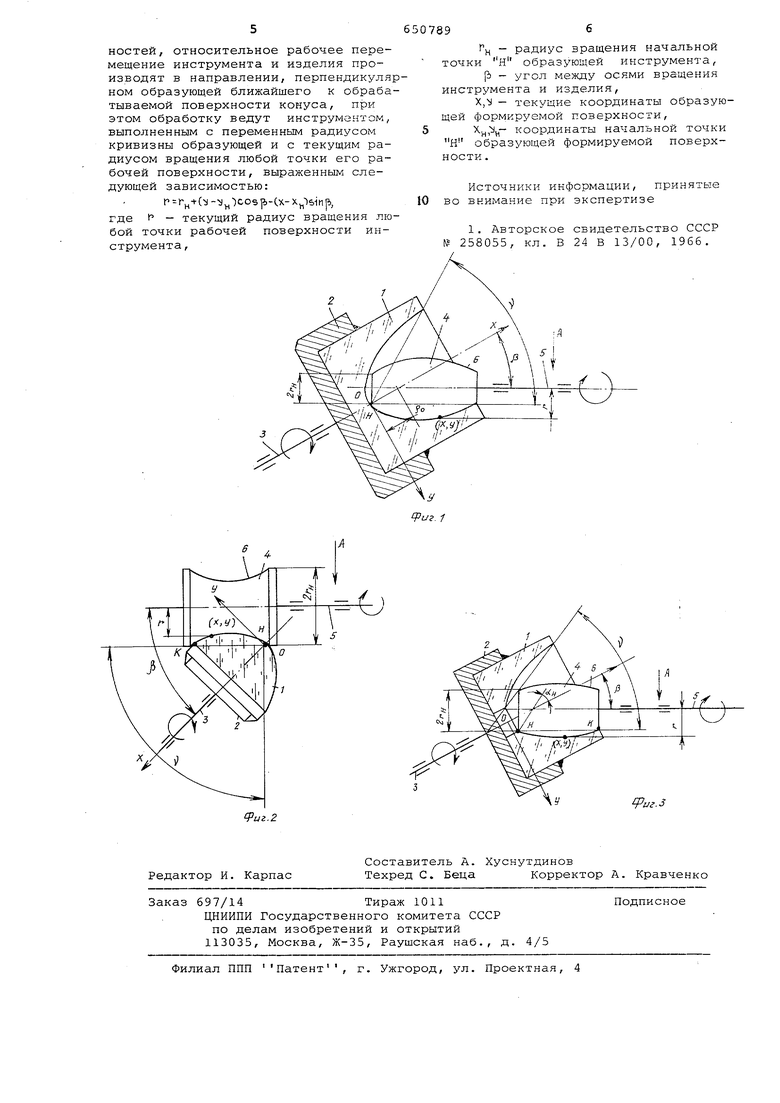
щения изделия и инструмента располаг ют в одной плоскости под углом и дру к- другу, равным или близким половине угла ближайшего к асферической повер ности конуса V. Величина этого угла для усеченной вогнутой поверхности (т.е. поверхности с отверстием в цен ре на фиг. 3) (ь--f arcte 2 к, где Х„,У„иХ, - координаты начальной точки Н и конечной точки К образующей формируемой повер ности в системе осей координат XOV ось ОХ которой совпадает с осью .Bjs щения образующей, а начало - с ее вершиной. Для неусеченной вогнутой и выпук лой поверхности (см.фиг. 1 и 2) н -и - тогда Ib arct Образующую б инструмента 4 выпол няют с переменным радиусом кривизны в соответствии с радиусом кривизны образующей формируемой поверхности. Величина начального радиуса вращения образующей Г„ инструмента 4 зависит при обработке вогнутой поверхности от ее геометрических размеров, а при обработке выпуклой поверхности от максимально допустимой скорости шлифования. Поэтому началь ный радиус вращения инструмента выбирают следующим образом: 1.Для неусеченной вогнутой (без отверстия в центре) поверхности (см. фиг. 1) , где PQ - радиус кривизны образующей формируемой поверхности при ее вершине. 2.Для усеченной вогнутой поверх ности (см, фиг. 3) 5ln(fttoi.n) sin с. где о1ц - угол между нормалью в начальной точке Н и осью ОХ образую щей. 3.Для выпуклой поверхности (см. фиг. 2) b lfeПри скорости резания 40 м/с и числе оборотов инструмента в минуту (п Текущий радиус вращения образующ инструмента Г Г -КУ--а -)(Х-Х„)§1П|Ъ, где X; V - текущие координаты образующий формируемой поверхности. Обработку оптических деталей с асферическими поверхностями по пре лагаемому способу производят преиму щественно на универсально-круглошлифовальном станке. При этом сначала шпиндель 3 изделия 1 устанавливают под расчетным углом относительно оси шпинделя 5 инструмента 4, а потом перемещением стола бабки изделия и шлифовальной бабки вводяг в контакт инструмент с изделием. Затем сообщают им тч-ащательное движение и взаимное рс1 Очее перемещение в направлении, пест;ндикуляуном образующей бл1- жа а1иего к обрабатываемой поверхности конуса, ййифование производят связанным абразивом, для чего на рабочей поверхности .инструмента 4 закрепляют ал1«азные зерна различной фракции для разной стадии обработки. При шлифовании в зону обработки подают охлаждаюг ую дтлульсию,- а относительную скорйстъ шлифОЕакйя Е пределах 20-40 м/с обеслечиЕаюг путем выбора соответствующих скоростей вращения инструмента и изделия. Скорость подачи инструмента на съем припуска на обработку выбирают в зависимости от стадии шлифования в пределах 0,031,5 мм/мин. Образующую б инструмента 4 формируют путем предварительной токарной обработки с последующим шлифованием с помощью торического и сферического инструмента на универсально-круглошлифовальном станке с применением специального копировального устройства. Данный способ позволяет исключить применение возвратно-поступательного перемещения инструмента или изделия вдоль оси вращения инструмента при формировании поверхности, полученной вращением образующей с переменным радиусом кривизны, что предотвращает возможность ударов инструмента о вершину изделия при обработке глубоких (вогнутых) поверхностей без отверстия в центре, у которых стрелка прогиба образующей больше радиуса кривизны при ее вершине. Способ позволяет расширить, диапазон обрабатываемых поверхностей, позволяет вести высокопроизводительную .Тбработку оптических изделий как с выпуклыми, так и с вогнутыми с большой крутизной асферическими поверхностями и упрощает процесс формообразования сложных поверхностей вращения. Формула изобретения Способ обработки оптических деталей с асферическими поверхностями, при котором оси вращения изделия я инструмента располагают в одной плоскости под углом друг к другу, равным или близким половине угла ближгШшего к асферической поверхности коиуса, и сообщают им относительное рабочее перемещение, отличающийс я тем, что, с целью расширения диапазона обработки глубоких поверх-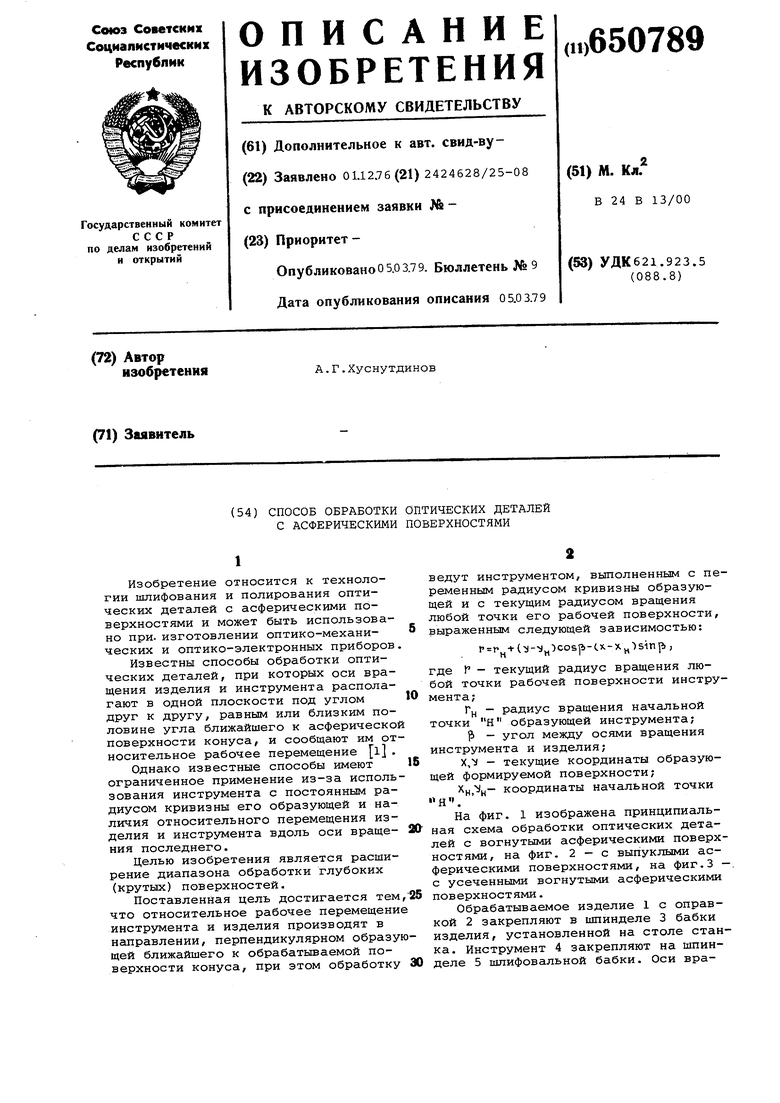
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Инструмент для обработки оптических деталей | 1978 |
|
SU745654A2 |
| Устройство для копирной обработки асферических поверхностей | 1981 |
|
SU986737A1 |
| Способ обработки асферических поверхностей деталей | 1974 |
|
SU542626A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Прибор для контроля формы асферических поверхностей | 1981 |
|
SU1024706A1 |
| Способ асферизации оптических поверхностей вращения | 1982 |
|
SU1016139A1 |
| Способ обработки асферических поверхностей | 1973 |
|
SU528181A1 |
