Изобретение относится к абразивным инструментам и может быть использовано для правки алмазного инструмента в машиностроении. .
Известен инструмент для правки абразивных кругов, состоящий из абраЭивосодержащего слоя, закрепленного между стальными дисками 1.
К недостаткам известного инструмента относится невозможность правки алмазных кругов на металлических связках, так как при большой площади контакта трущихся металлических(стальных) поверхностей происходит засаливание алмазного круга, т.е. потеря его режущей способности.
Целью изобретения является обеспечение точности и производительности правки .алмазных инструментов на металлической связке.
Цель достигается тем, что абразивосодержащий слой закрепляют между пластинами, выполненными из молибдена или вольфрама, при этом отношение толщины абразивосодержащего слоя к суммарно толщине металлических дисков составляет 2:1.
В качестве абразива используются, например, зерна зеленого карбида кремния, электрокорунда или другого
абрази-вного материала, используемого для nfciaBKH алмазных инструментов.
Выбор материала металлических дисков объясняется тем, что твердость и прочность молибдена (или вольфрама) примерно того же порядка, что и стали. Однако интенсивность износа алмаза при обработке образцов из молибДена значительно выше, чем при
10 обработке образцов из стали.
Толщина абразивного слоя и суммы толщин двух металлических дисков находятся в соотношении 2:1. При
15 соотношении толщин менее 2;1 процесс правки происходит менее интенсивно, так как происходит засаливание обрабатываемого инструмента. При соотношении толщины абразивного слоя и
20 .суммы толщин металлических более чем 2:1 снижается производительность правки.
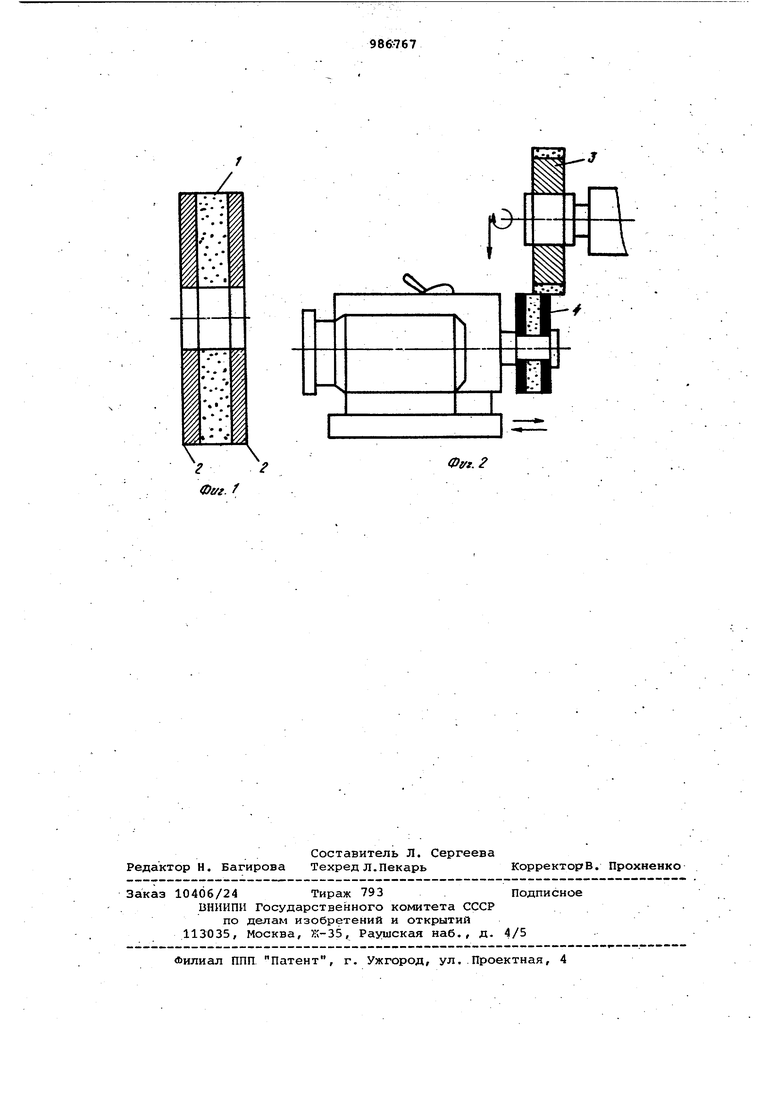
На фиг. 1 показан правящий инструмент; на фиг. 2 - схема правки ал25мазного круга на металлической связке предлагаемым правящим инструментом.
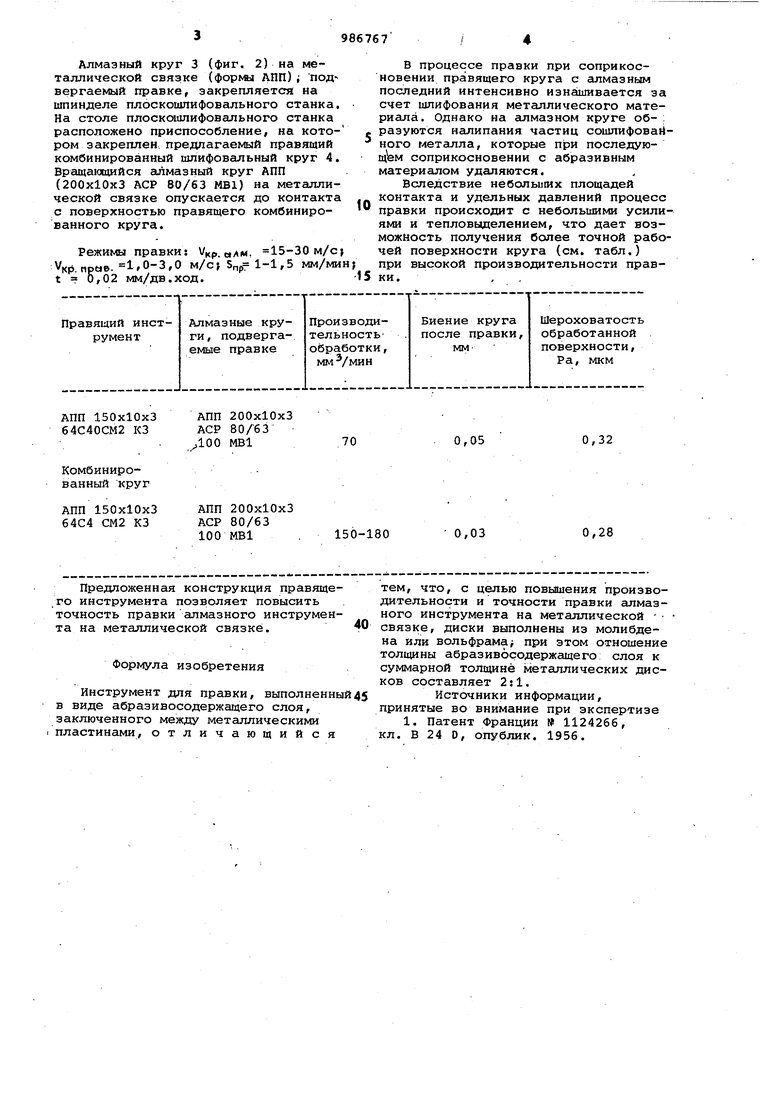
Правящий инструмент состоит из абразивосодержащего слоя 1 и дисков 2, выполненных из вольфрама или мо30либдена. Алмазный круг 3 (фиг. 2) на металлической связке (формы ЛПП); подвергаемый правке, закрепляется на шпинделе плоскошлифовального станка. На столе плоскошлифовального станка расположено приспособление, на котором закреплен предлагаемый правящий комбинированный шлифовальный круг 4. Вращающийся алмазный круг АПП (200x10x3 АСР 80/63 МВ1) на металлической связке опускается до контакта с поверхностью правящего комбинированного круга. Режимы правки: . „дм. 15-30 м/С VKfj прав. 1,0-3,0 м/с; 5пр 1-1,5 мм/ми t 0,02 мм/дв.ход. в процессе правки при соприкосновении правящего круга с сшмазным последний интенсивно изнашгавается за счет шлифования металлического материала. Однако на алмазном круге об- ; разуются налипания частиц сошлифовайного металла, которые при последующ м соприкосновении с абразивным материалом удаляются. Вследствие небольших площадей контакта и удельных давлений процесс правки происходит с небольшими усилиями и тепловыделением, что дает возможность получения более точной рабочей поверхности круга (см. табл.) при высокой производительности правки., .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2216435C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2007 |
|
RU2354532C1 |
АПП 200x10x3 АСР 80/63
70 100 МВ1
,у
АПП 200x10x3 АСР 80/63
150-180 100 МВ1
Предложенная конструкция правящего инструмента позволяет повысить точность правки алмазного инструмента на металлической связке. 0
Формула изобретения
Инструмент для правки, выполненный45 в виде абразивосодержащего слоя, заключенного между металлическими I пластинами, отличающийся
0,32
0,05
0,28
0,03
тем, что, с целью повышения производительности и точности правки алмазного инструмента на металлической связке, диски выполнены из молибдена или вольфрамаj при этом отношение толщины абразивосодержащего слоя к суммарной толщине металлических дисков составляет 2:1.
Источники информации, принятые во внимание при экспертизе
г г
Фег. /
Фуг. 2
