I
Изобретение относится к металлур fHH, конкретно к литейному производству, в частности к обработке чугуна в ковше комплексными модификаторами.
Цель .изобретения - павышение степени усвоения комплексного модификатора, уменьшение газовьйелени и пироэффекта, ликвидация выбросов из ковша и повышение механических свойств чугуна,
В предлагаемом способе первый слой, состоящий из смеси мелкоизмельченного модификатора и легкоплавких флюсующих добавок, обеспечивает определенную степень спекания гранул модификатора и предотвращает их припариваиие к футеровке ковша, Если соотношение измельченного модификатора и легкогшавкюс с хпюсующих добавок меньше 10:1, то количество флюсующих добавок оказьгаается болыиим и комплексный модификатор не спекается, а его гранулы легко всплывают в жидком чугуне. При увеличении соотношения больше 45:1 гранулы модификатора легко спекаются меясду собой и привариваются к футеровке стенок ковша. Количество комплексного модификатора, входящего в состав смеси первого слоя, должно составлять 65-85% от оптимального расхода модификатора, необходимого для получения в чугуне шаровидной формы графита. Если его количество меньше 65%, то второй слой модификатора сильно спекается, тем самым замедляется скорость его растворения в чугуне и частично приваривается к футеровке ковша. При увеличени содержания модификатора в первом слоя больше 85% значитепьно умень.шается толщина слоя модификатора второго спекающего слоя и это приводит к увеличению скорости растворен модификатора, быстрому всплыванию гранул модификатора второго слоя, что вызывает появление пироэффекта и газовыделения.
Оптимальное количество комплексного модификатора, расходуемого на верхний слой, составляет 15-35%. что обеспечивает повьш1ение температуры спекания поверхностного слоя и уменьшение его смывания струей чугуна, поступающего в ковш. Если количество комплексного модифи9802г
катора меньше 15%, то на поверхности образуется тонкий слой спекшейся поверхностной корки модификатора, позтому он быстро растворяется и
5 мало влияет на время растворения двух модифицирующих слоев. При увеличении во втором слое количества модификатора больше 35% увеличивается степень спекания модифика-
0 тора непосредственно на дне ковша и это приводит к снижению степени усвоения модификатора чугуном.
На поверхность второго слоя на- носится водорастворимое неорганическое связующее. Б качестве такого связующего может использоваться жидкое стекло, алюмофосфатные связки с различными наполнителями и др. неорганит шские материалы.
0 Использование неорганических свя- ЗУЮ1ЦИХ, которые затем нагревают до определенных температур, позволяет связать поверхность второго слоя гранул комплексного модификатора.
5 Кроме того, обладая теплоизоляционными свойствами, образующаяся корочка уа еньшает скорость прогрева и .спекания модификатора и, в конечном счете,, его растворение.
Q Для обеспечения испарения воды из неорганического связующего и спекания eroj с целью создания на поверхности второго слоя комплексного модификатора достаточно прочной и теплоизоляционной корочки, .слой водорастворимого неорганического связующего газовым факелом прогревавают до 400-980°С. Если температура прогрева меньше. 400 С, то не обеспечивается образование прочной по- , верхностной теплоизоляционной корочки и она легко размывается поступающим в ковш чугуном. При увеличении температуры прогрева выше 980 С в атмосфере воздуха возможно возгорание модификатора, что уменьшает эффективность действия на чугун.
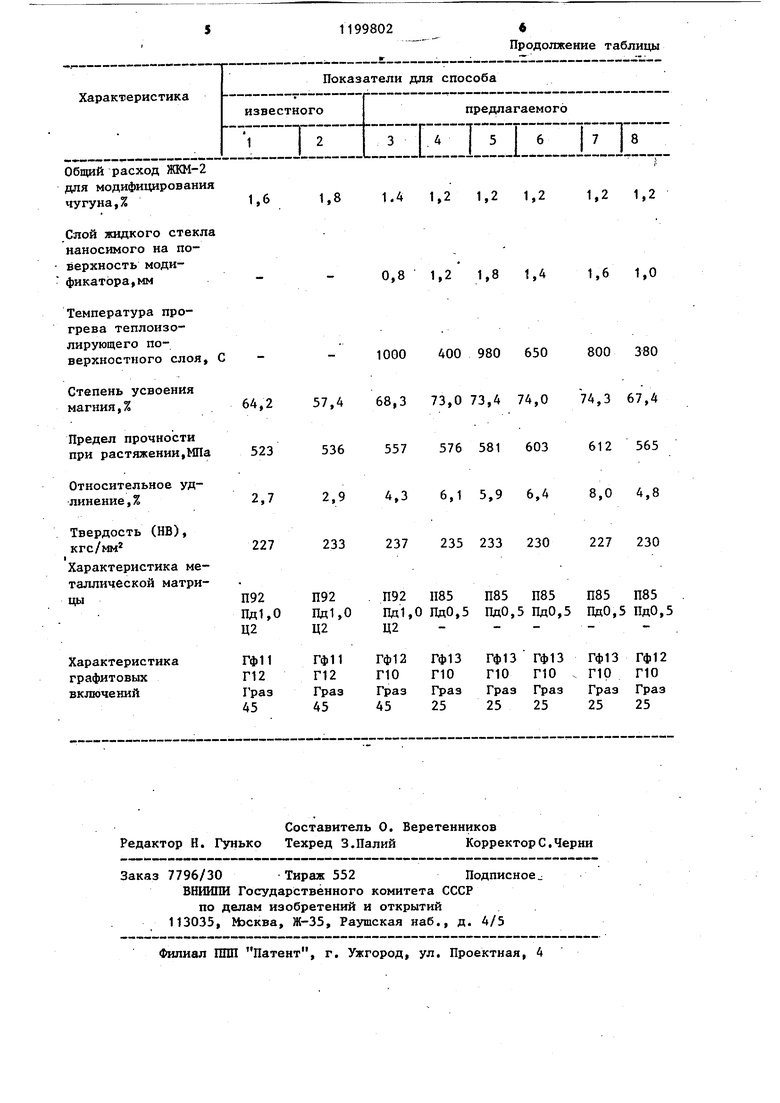
П р и м е р. Исходный чугун плавят в высокочастотной индукционной печи ИСТ-0,16. После расплавления и перегрева до 1460-1480 С чугун выдерживают и при достижении им температуры 1420-1440 С выливают в 5 ковш, в который предварительно загружают модификатор и необходимые присадки. Химический состав исходного чугуна следующий мас.%: 31 углерод 3,38-3,46; кремний 1,64-1.73 марганец 0,27-0, хром 0,-04-0,07; никель 0,03-0,06/ медь 0,17-0,26; фосфор О,06-0,09J сера 0,02-0,03 остальное железо и примеси, В качестве модификатора используют ЖКМ-2 с содержанием 5,7-5,8% магния. Крупность фракций модификатора 0,5-8 мм,, Крупность фракций легкоплавкого флюса - плавикоЬого шпата 0,02-1 мм. Данные по составу модифицирующих смесей и способов их загрузки в ковш приведены в таблице, оАнализ данных таблицы показывает, что по сравнению с известным испрль. зованием предлагаемого способа модифицирования позволяет повысить усвоение магния при растворении комплексного модиф;1катора с 57,4-64,2 2 до 73,0-74,2Z, увеличить предел прочт ности при растяжении чугуна с 52,3-5:Т 53,6 до 576-612 Ша и относительное удлинение с 2,7-2,9 до 5,9-8,0%, При этом отмечено уменьшение газовьщеления и пироэффекта, а также ликвидированы выбросы чугуна из ковша; . Ожидаемый экономический эффект от использования предлагаемого способа модифицирования по сравнению с известным способом за счет повышения степени усвоения модификатора на 10-15%i повышения прочностных свойств чугуна на 5-8% и уменьшения расходов на вецтиляцию составляет 4,17-5,26 руб, на 1 т годного литья из чугуна с шаровидной формой графита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU986931A1 |
| Способ получения высокопрочного чугуна | 1984 |
|
SU1194892A1 |
| Способ получения высокопрочного чугуна | 1981 |
|
SU971560A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| Наружный слой брикета для модифицирования чугуна | 1984 |
|
SU1164273A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2500824C1 |
| Способ модифицирования чугуна | 1981 |
|
SU1013488A1 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU985053A1 |
| Устройство для модифицирования чугуна в литейной форме | 1984 |
|
SU1159954A1 |
СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА, включающий загрузку на дно, ковша комплексного модификатора и легкоплавких добавок и последующую заливку в ковш жидкого чугуна, отличающийся тем, что, с целью повьшения степени усвоения комплексного модификатора, уменьшения газовьщеления и пироэффекта, а также ликвида:ции выбросов из ковша и повьшхения механических свойств чугуна, загрузку комплексного модификатора на дно ковша осуществляют в два приема вначале загружается смесь, которая представляет собой измельченный модификатор и легкоплавкие флюсующие добавки в соотношении 10-45:1 с расходом модификатора 65-85% от необходимого на плавку, после чего загружается остальной модификатор, на который наносится слой водорастворимого неорганического связующего, прогреваемого перед заливкой в ковш чугуна до температуры 400-980с.
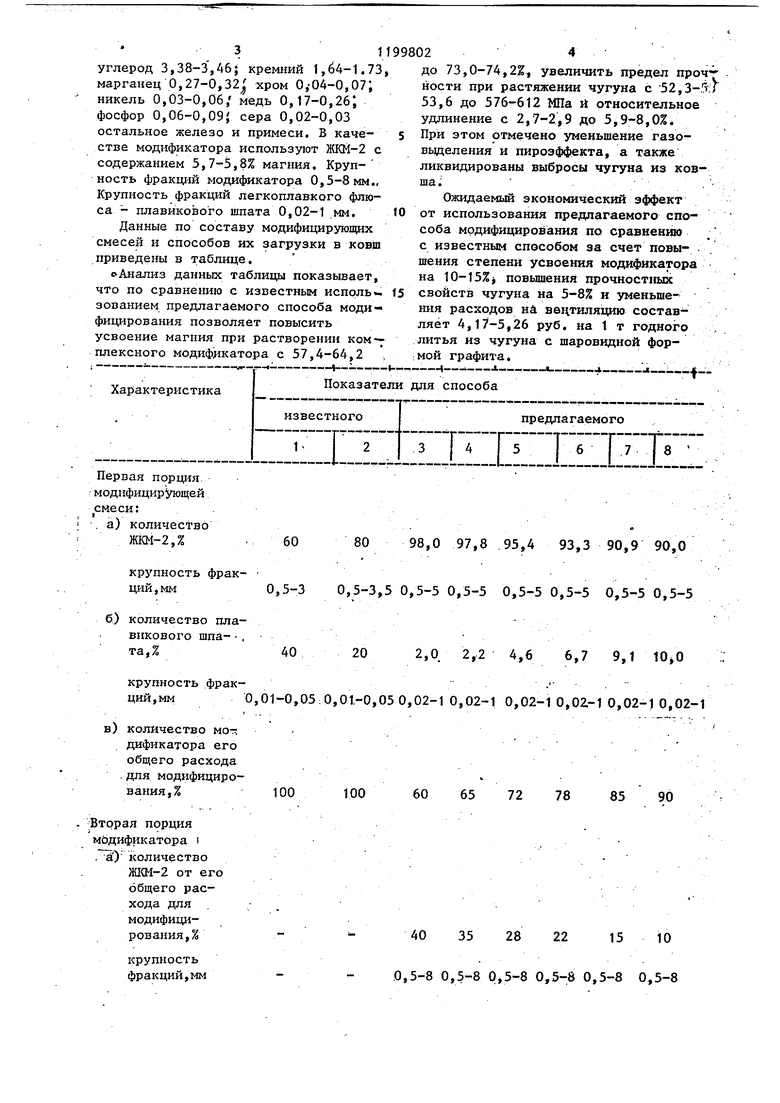
Первая порция, модифицирующей смеси:
. а) количество ЖКМ-2,% крупность фрак- ций,мм 0,5-3
б) количество плавикового шпа- , та,%40 20 крупность фрак- ций,мм 0,01-0,05 0,01-0,05 0,02в) количество мо-г - . дификатора его общего расхода .для модифицирования,% 100 100 Вторая порция мЬдификатора i .) количество ЖКМ-2 от его общего расхода для . - . модифицирования, % - крупность фракций,мм - 98,0 97,8 95,4 93,3 90,9 90,0
2,0, 2,2 4,6 6,7 9,1 60 40 0,5-8 0,5-3,5 0,5-5 0,5-5 0,5-5 0,5-5 0,5-5 0,5-5 . . ,02-1 0,02-10,02-10,02-10,02-1 65 72 78 85 90 15 10 35 28 22 ,5-8 0,5-8 0,5-8 0,5-8 0,5-8 Общий расход ЖКМ-2 для модифицирования 1,6 1,8 чугуна,% Слой жидкого стекла наносимого на поверхность модификатора, мм Температура прогрева теплоизолирующего поверхностного слоя, С Степень усвоения 64,2 57,4 магния,% Предел прочности 523 536 при растяжении,Ша Относительное уд2,7 2,9 линение , % Твердость (НВ), 227 233 кГС/мм I Характеристика металлич;еской матриПродолжение таблицы 1.4 1,2 1,2 1,2 1,2 1,2 0,8 1,2 1,8 1,4 1,6 1,0 000 400 980 650 800 380 8,3 73,0 73,4 74,0 74,3 67,4 557 576 581 603 612 565 4,3 6,1 5,9 6,4 8,0 4,8 237 235 233 230 227 230
| СПОСОБ ПОЛУЧЕНИЯ 1,1,1,2-ТЕТРАФТОРЭТАНА | 1991 |
|
RU2034822C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU986931A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
