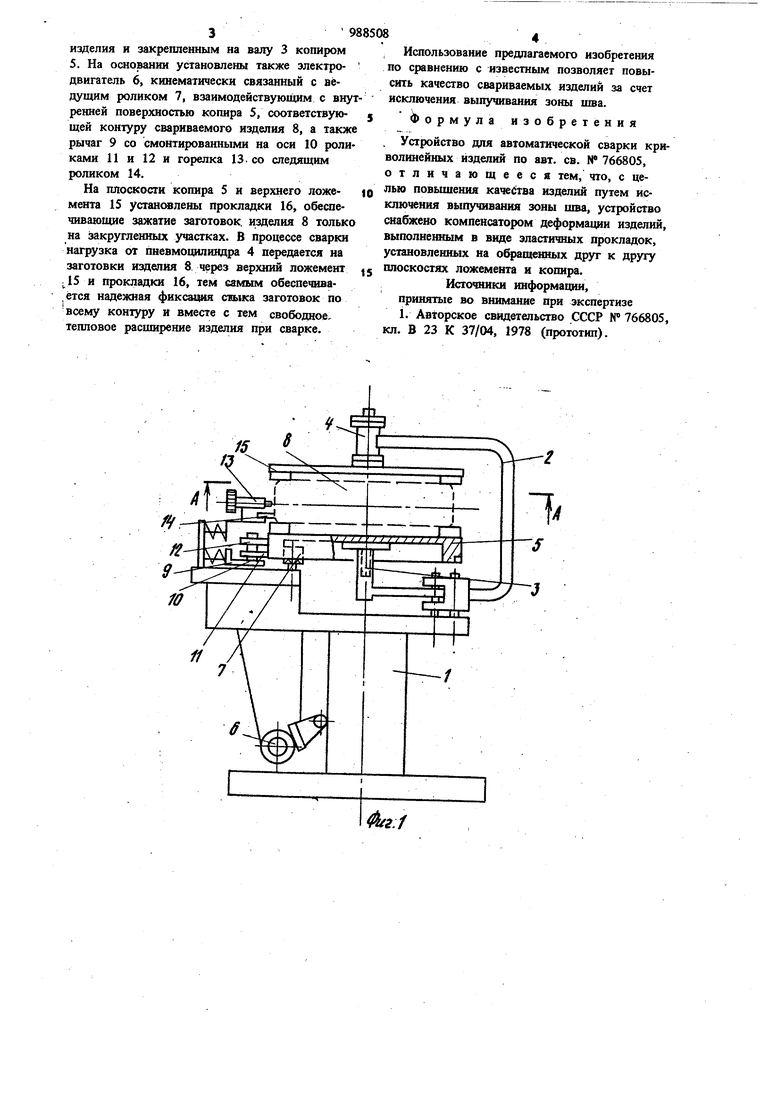
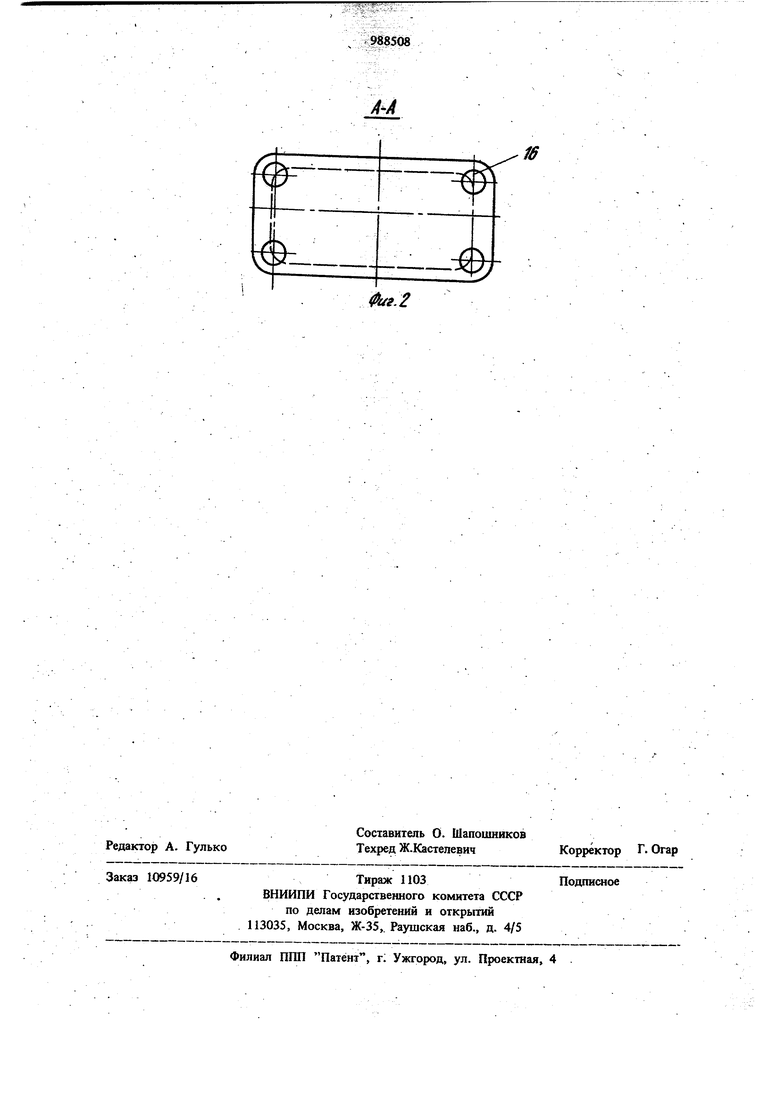
Изобретение относите к сварке, а именно к устройствам для сварки по копиру деталей криволинейного контура, например, канистр. По основному авт. св. N 766805 известно устройство для автоматической сварки криволинейных изделий, преимущественно с прямолинейными и закругленными участками,содержащее смонтированные ha основании сварочную головку, кронштейн с ложементом дпя изделия и копиром, ведущий ролик, взаимодействующий с внутренней поверхностью копира, и подпружиненный рычаг с ведомым роликом, взаимодействующим с копирной дорожкой, смонтированной на наружной поверхности копира. При зтом на нарзокной поверхности копира параллельно основной смо тирована дополнительная копирная дорожка, н прямолинейном участке каждой дорожки выполнена канавка, причем на одной из дороже канавки размещены по одну сторону от закрепленного участка копира, соединяющего два прямолинейных умстка, а на другой дорожке канавки pdзмeщeны по другую сторону от этого участка, при этом на рычаге смонтирован дополнительный ведомый ролик, взаимодействующий с дополнительной дорожкой копира {. Недостатком этого устройства является низкое качество свариваемого изделия, заключающееся в выпучивании зоны щва из-за жесткости закрепления изделия между ложементом и копиром. Цель изобретения - повышение качества изделия путем исключения выпучивания зоны шва. Поставленная цель достигается тем, что устройство снабжено компаратором деформации изделий, выполненным в виде эластичных прокладок, установленных на обращенных друг к другу плоскостях ложемента и копира. На фиг. 1 изображено предлагаемое устройство, общин вид; на фиг. 2 - сечение А-А на фиг. I. Устройство дпя автоматической сварки содержит смонтированные на основании 1 двухшарнирный кронщгейн 2 с поворотным валом 3, пневмощшиндром 4 дпя зажатия заготовок 3 98 изделия и закрепленным на валу 3 копиром 5. На основании установлены также электродвигатель 6, кинематически связанный с ведущим роликом 7, взаимодействующим с внут ренней поверхностью копира 5, соответствующей контуру свариваемого изделия 8, а также рычаг 9 со смонтированными на оси 10 роликами И и 12 и горелка 13. со следящим роликом 14. На плоскости копира 5 и верхнего ложемента 15 устан жлены прокладки 16, обеспечиваюише зажатие заготовок, изделия 8 только на закругленных участках. В процессе сваркн нагрузка от пневмоциливдра 4 передается на заготовки изделия 8 через верхний ложемент 15 и прокладки 16, тем самым обеспечиваётся надежная фиксация сяыка заготовок по всему контуру и вместе с тем свободное, тепловое расишрение изделия при сварке. Использование предлагаемого изобретения по сравнению с известным позволяет повысить качество свариваемых изделий за счет исключения выпучивания зоны шва. Формула изобретения Устройство для автоматической сварки криволинейиых изделий по авт. св. N 766805, отличающееся тем, что, с целью повьпиения изделий путем исключения выпучивания зоны шва, устройство снабжено компенсатором деформации изделий, выполнешшм в виде эластичных прокладок, установленных на обращенных друг к другу плоскостях ложемента и копира. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР И 766805, кл. В 23 К 37/04, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Устройство для сварки по замкнутому криволинейному контуру | 1989 |
|
SU1698027A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для сварки изделий замкнутого контура с участками скругления малого радиуса | 1986 |
|
SU1423332A1 |
15
W
м
Фиг. 2
