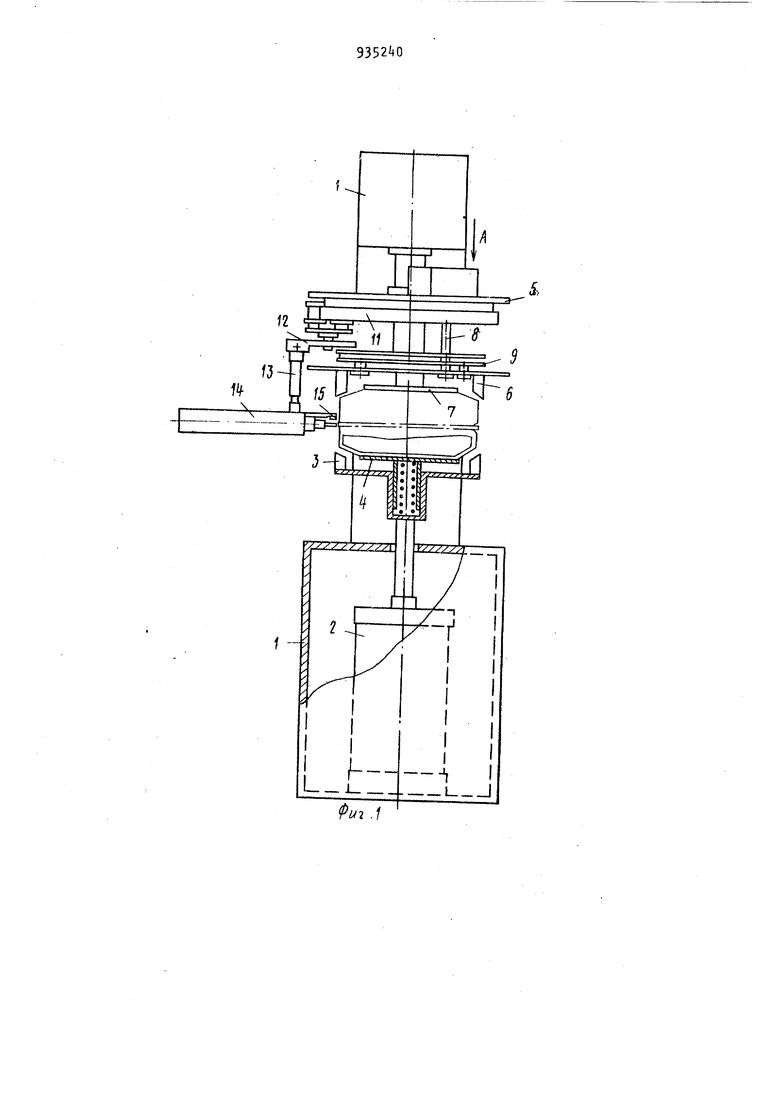
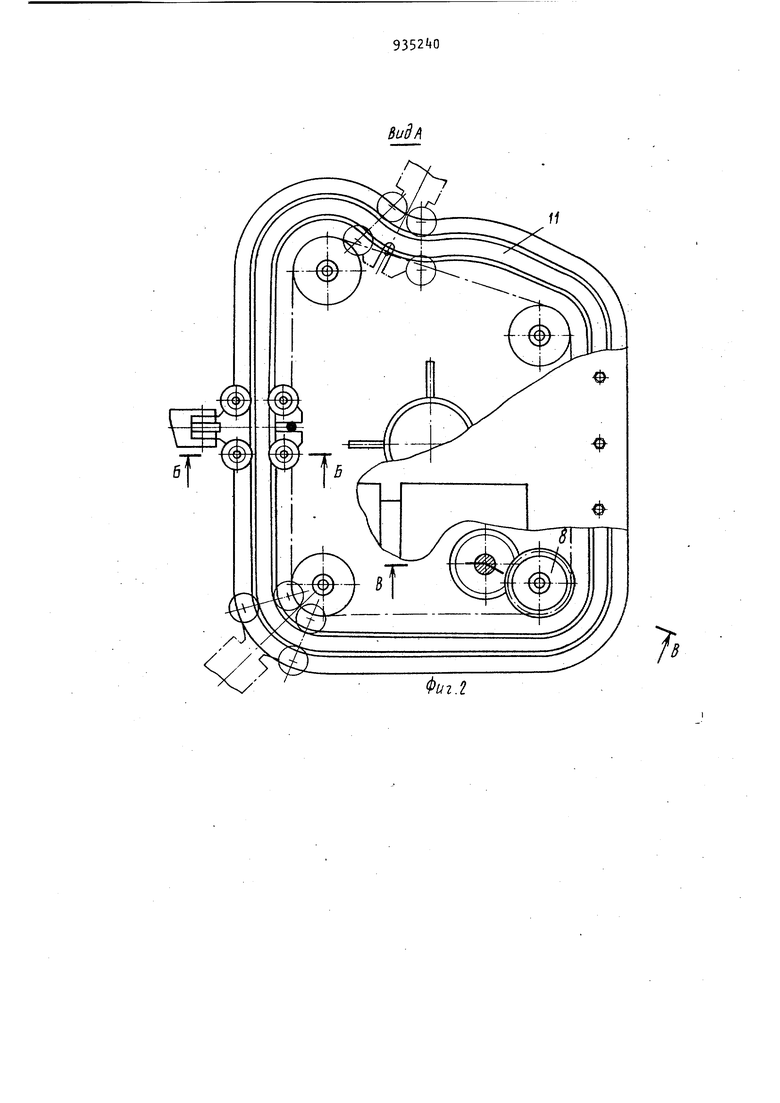
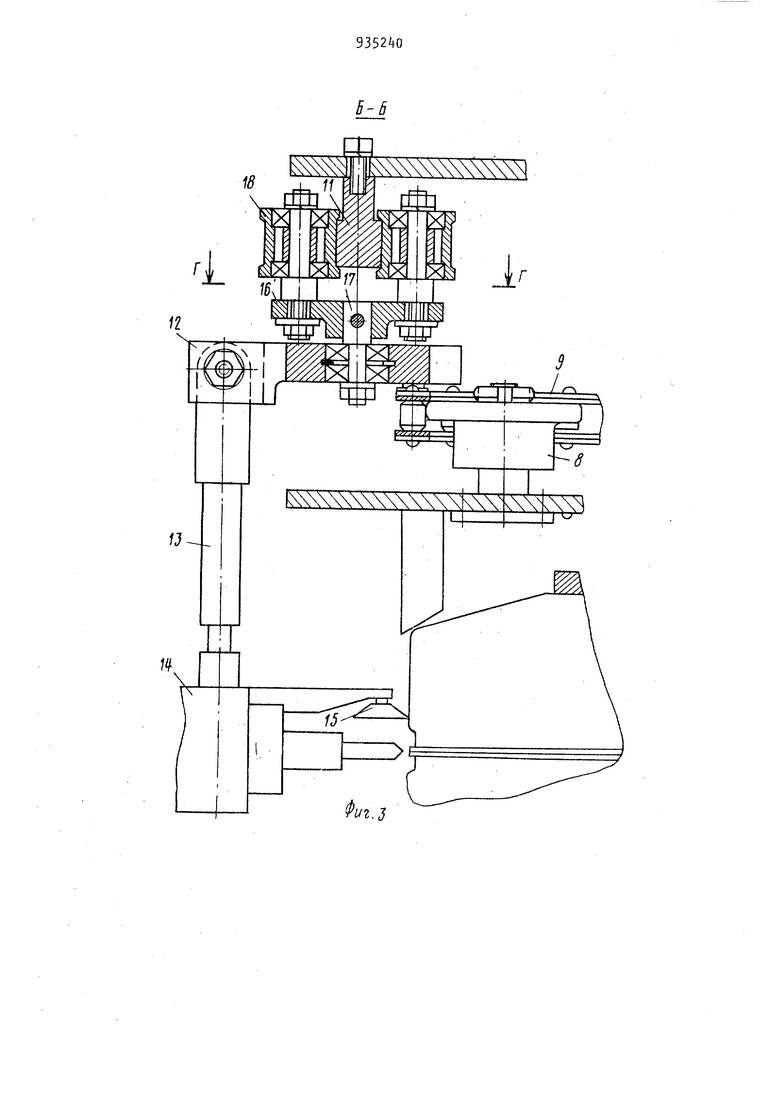
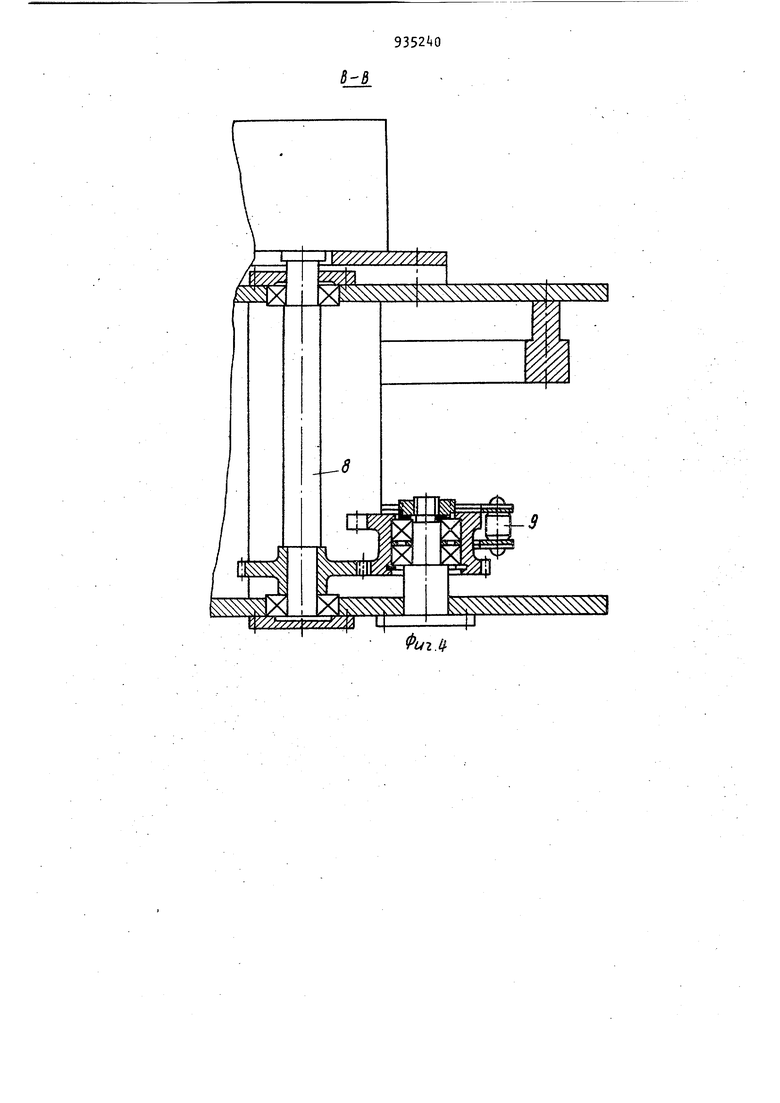
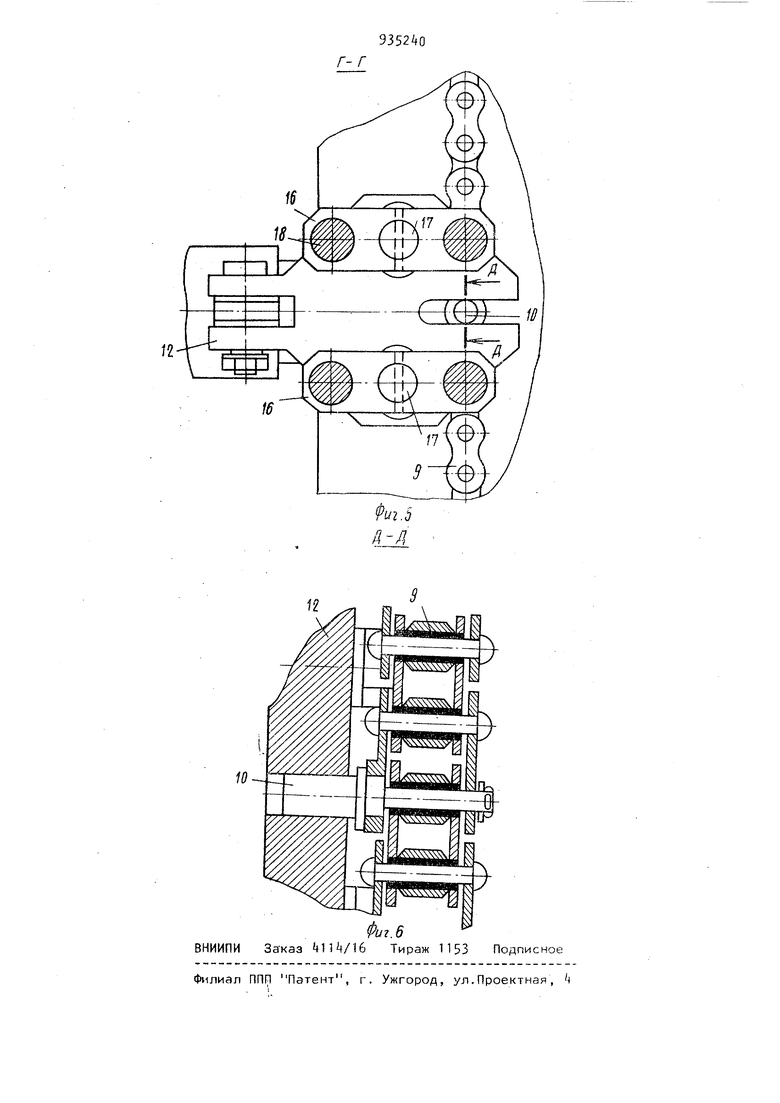
Изобретение относится к сварочном оборудованию, преимущественно к устройствам для сварки изделий по криволинейному контуру. Известно устройство для сварки изделий с замкнутыми криволинейными швами, содержащее станину с зажимом для изделия и пневмоцилиндр, на штоке которого закреплены упоры, зажим для изделия и корпус, состоящий из двух пластин, между которыми располо жены друг над другом две цепи, уложенные по контуру шва и несущие ка,ретку, соединяющую обе цепи и снаб-; женную штангой, выполненной в виде двухплечего рычага, шарнирно закрепленного на каретке, одно из плеч которого снабжено сварочной головкой и копирующим роликом для изделия р Т. Недостатком этого устрой-ства являются инерционные колебания относительно копирующего ролика системы, состоящей из каретки со штангой и го релкой, возникающие в процессе сварки в результате того, что в местах поворота шва наружная часть системы двигается с большей скоростью,чем копирующий ролик, а на прямолинейных участках шва - с такой же скоростью.. Кроме того, связь привода с кареткой выполнена в аиде цепного контура,являющегося упругим. Это ограничивает скорость сварочного процесса, т.е. уменьшает производительность и заставляет чрезмерно уменьшать длину и массу сварочной головки. Известно устройство для сварки криволинейных контуров, содержащее поворотный держатель изделия, соосно установленный шаблон, сварочную головку с копирным роликом, взаимодействующим с шаблоном, и привод перемещения сварочной головки, выполненный в виде пластинчатой цепи, расположенной эквидистантно поверхности шаблона 2. При сварке прямолинейных участков производится перемещение сварочной головки вдоль шва, а при сварке закругленных участков производится позорот изделия, что затрудняет стабилизаиию скорости сварки и вызывает инерционные колебаний ,при повороте изделий (особенно крупногабаритных), что снижает качество сварки. Известно также устройство для сварки криволинейных швов, содержащее опору для изделия, копир, соответствующий конфигурации изделия,копир для изменения угла наклона сварочной головки и шарнирную раму со сварочной головкой, оснащенной копирными роликами, взаимодействующими с соответствующими :Копирами 3jОднако оно не обеспечивает сварки изделий с малыми радиусами кривизны, наличие двух копиров различной конфигурации требует большой томности их взаимного изготовления, усложняет конструкцию, не обеспечивает стабилизации скорости сварки и не исключает инерционных колебаний сварочной головки при изменении траектории ее перемещения и поворота. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для плоских криволинейных швов, содержащее опору длй изделия, шаблон каретку со сварочной головкой и рычаг шарнирно установленный на каретке с возможностью поворота в плоскости, перпендикулярной копирнби плоскости шаблона, и оснащенный копирным роликом для шаблона j Недостатком указанного устройства пзляетсй также наличие инерционных колебаний сварочной головки, что сни жает производительность и качество саарки, а также не обеспечивает свар ки изделий с малыми радиусами кривиз ны . Целью изобретения является повыше ние производительности и качества сварки путем самоустановки сварочной гол®8ки относительно шва без инерционных колебаний и обеспечение свар ки изделий различных конфигураций. С этой целью в устройстве длй сва ки плоских криволинейных швов, содер жащем опору для изделия, шаблон с ка реткой для сварочной головци и рычаг шарнирно установленный на каретке с возможностью поворота з плоскости, перпендикулярной копирной плоскости шаблона, и оснащенный копирным ролиКОМ для шаблона, на каретке шарнирно установлен дополнительный рычаг с копирным роликом для шаблона, оба рычага выполнены двуплечими, а оси их поворота расположены симметрично относительно оси сварочной головки, при этом на шаблоне выполнена эквидистантная его копирной поверхности дополнительная копирная ловерхности, а на свободном плече каждого рычага смонтирован дополнительный копирный ролик, взаимодействующий с дополнительной копирной поверхностью шаблона . На фиг. 1 изображено устройство, общий вид, на фиг. 2 - вид А на фиг. Г, на фиг. 3 разрез Б-Б на , 2, на фиг. 4 - разрез В-В на фиг. 2, на фиг. 5 разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на 1ФИГ. 5Устройство содержит станину 1.оснащенную пневмоцилиндром 2, на штоке которого закреплена опора для изделия в виде упоров 3 и подпружиненный выталкиватель k для изделия, а также корпусом 5 с упорами 6 и подпружиненным выталк1Л8атеяем. Корпус 5 содержит две пластины с расположенным на них еханизмом перемещения 8, приводящим в движение цепной контур 9 с паводком 10. На нижней плоскости верхней пластины установлен имеющий конфигурацию сварного шва шаблон 11 с двумя копирными поверхностями. На шаблоне расположена каретка, содержащая суппорт 12, в паз которого входит поводок 10. Суппорт снабжен шарнирно присоединенной к нему штангой 13з несущей сварочную головку 1A с упорным роликом 15- На суппорте каретки расположены с возможностью поворота два рычага 16 на осях 17, установленных симметрично относительно оси сварочной головки, на каждом рычаге по обе стороны от оси 17 размещены два копирных ролика 18, взаимодействующие с соответствующими копирными поверхностями шаблона 11. 1 Устройство работает следующим образом. После включения пневмоцилиндра 2 и зажима изделия упорами 3, 6 и выталкивателями 4 и 7 включается механизм перемещения 8, цепной контур которого 9 посредством поводка 10 двигает каретку по шаблону 11 и начинается процесс сварки. При этом бегущий по изделию ролик 15 является упором для сварочной головки. При движении каретки ролики 18 каждого из рычагов 16 охватывают шаблон 11 так, что расстояние между точками контакта на наружной и внутренней копирных по.верхностях шаблона - кратчайшее, т.е. ось рычага, проходящая через центры его роликов, выставляется по нормали к контуру шаблона 11.
Для конкретных конфигураций сварного шва и соответственно шаблона 11 расстояние между осями 17 рычагов можно подобрать таким, что прямая, проходящая через их центры, при движении каретки устанавливается параллельно касательной к средней точке соответствующего отрезка контура шаблона.
При этом ось сварочной головки 1ч
самоустанавливается в рабочее положение без инерционных колебаний по нормали к контуру сварного шва.
На сварочной установке - базовом объекте из-за инерционных колебаний в местах поворота шва максимально достижимая скорость сварки 130 м/ч.
В предложенном устройстве скорость сварки может быть увеличена в четыре раза, что позволяет (с учетом вспомогательного времени) уменьшить ритм выпуска, более чем в два раза. Кроме того, предложенное устройство обеспечивает сварку выпуклых и вогнутых контурюв с различным радиусом кривизны .
Формула изобретения Устройство для сварки плоских криволинейных швов, содержащее опору для изделия, шаблон с кареткой для сварочной головки и рычаг, шарнирно установленный на каретке с возможностью поворота в плоскости, перпендикулярной копирной плоскости шаблона, и оснащенный копирным роликом для шаблона, отличающееся тем, что, с целью повышения производительности и качества сварки путем самоустановки сварочной головки относительно шва, на каретке шарнирно. установлен дополнительный рычаг с копирным роликом для шаблона, оба рЫ чага выполнены двуплечими, а оси их поворота расположены симметрично относительно оси сварочной головки, при этом на шаблоне выполнена эквидистантная его копирной поверхности дополнительная копирная поверхность, а на свободном плече каждого рычага смонтирован дополнительный копирный ролик, взаимодействующий с дополнительной копирной поверхностью шаблона .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 6o46i 5, кл. В 23 К 37/02, 19752.Авторское свидетельство СССР № 138679, кл. В 23 К 9/12, 1956.
3.Авторское свидетельство СССР . № 677857, кл. В 23 К 37/00, 1977k. Авторское свидетельство СССР № 276286, кл. В 23 К 9/32, 1968 (прототип).
11
Фиг.2
П
V////////7 :.
щ $$$$$$$$$
Pui.ii.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU603547A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки по замкнутому контуру | 1982 |
|
SU1082600A1 |