Изобретение относится к сварке в машиностроении, в частности к устройствам для сборки и сварки в удобном положении изделий каркасного типа.
Целью изобретения является повышение производительности и качества путем совмещения операций зажима, поворота и последовательной правки различных точек изделия.
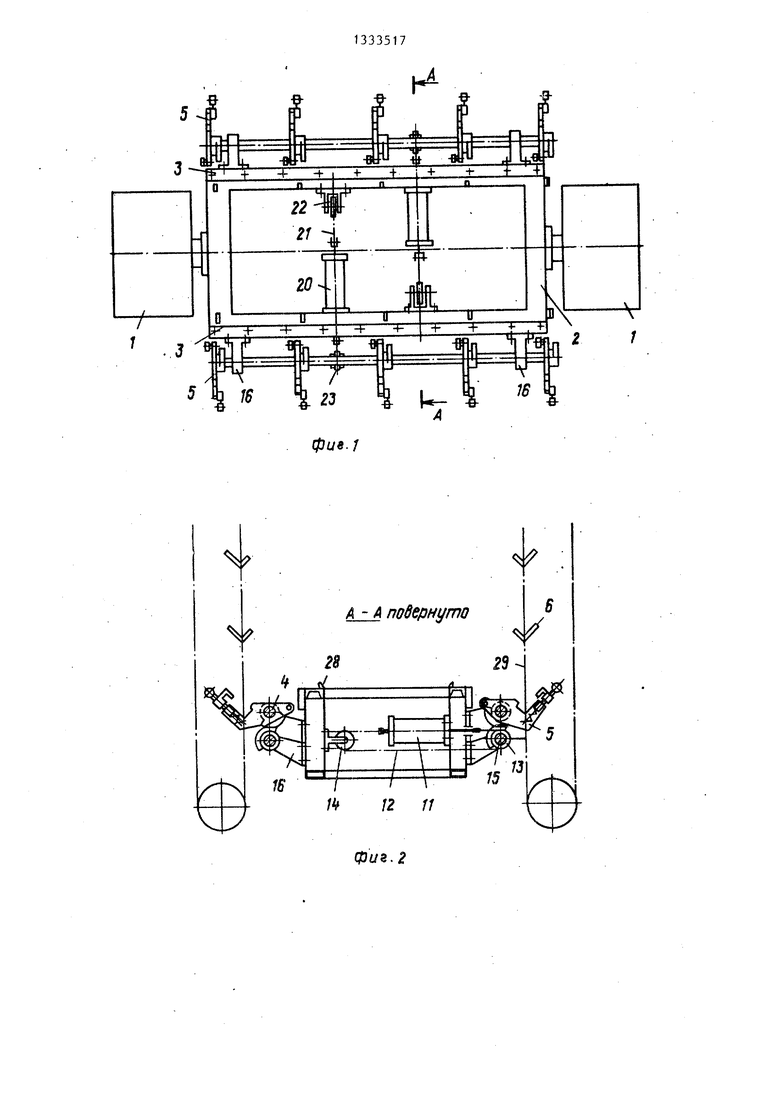
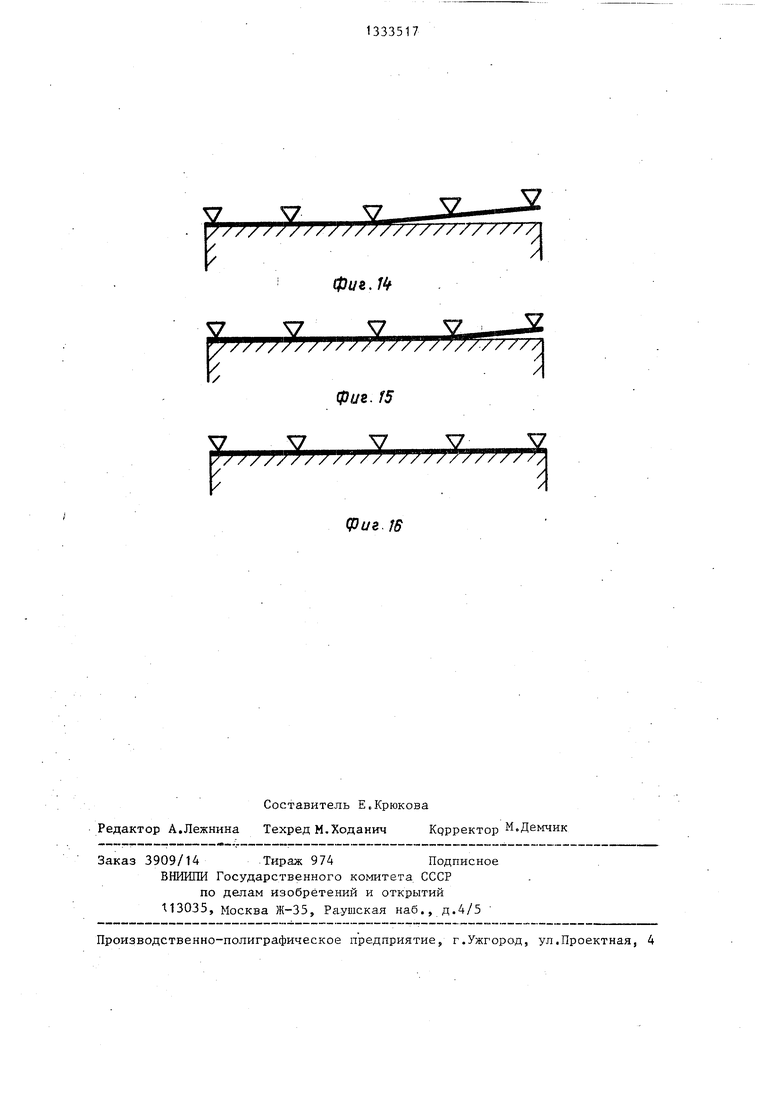
На фиг.1 изображен предлагаемый канатователь, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.3-9 - схема работы рычагов дпя подачи и прижима изделия; на фиг.10 - кулачок на фиг.11-16 - схема правки изделия.
Кантователь содержит смонтированную на стойках 1 поворотную раму 2 с ложементами 3,валом 4 и установлен ньпу1И на этом валу рычагами 5 для подачи и прижима изделия 6 к ложементам 3.
Рычаги 5 выполнены двуплечими. На опорном плече каждого рычага смонтирован зажим 7 изделия, а на другом плече рычага посредством оси 8 установлен копирный ролик 9.
На оси поворота рычага 5 жестко закреплен зубчатьй сектор 10.
Привод поворота рычагов выполнен в виде смонтированных на раме 2 силовых цилиндров 11, соедиенных посредством цепей 12 со звездочками 13 и 14.
Звездочки 14 закреплены на поворотном, валу 15, установленном на кронштейнах 16 рамы 2. На валу 15 также закреплены приводные зубчатые секторы 17 и копирные кулачки 18.
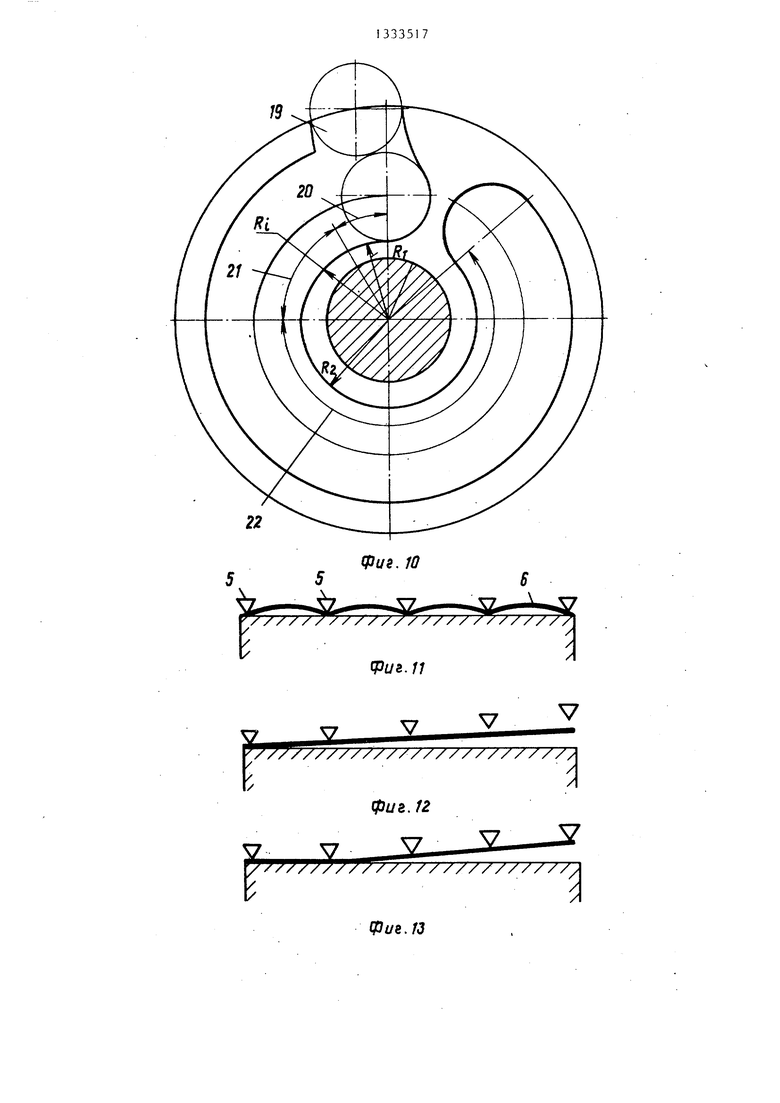
Кулачки 18 выполнены с пазами, имеющими заходный участок 19 с криволинейной торцовой поверхностью, участки 20 постоянного радиуса R , участок 21 для поворота рычага 5 с переменным радиусом R- и участок 22 постоянного радиуса R для прижима изделия.
Все кулачки 18 имеют одинаковые заходные участки 19 и разные по величине участки 20 и 22. Величина участка 21 для всех кулачков может быть одинаковой или разной в зависимости от технологических требований. Зажим 7 выполнен в виде установленного в направляющей втулке 23 рычага 5 штока 24 с зажимной губкой 25 и копирным роликом 26. Шток 24 подпружинен относительно рычага пружиной 27,
На раме установлен копир 28 для копирного ролика 26.
Кантователь может быть встроен в поточную линию (не показана) с подающим устройством 29, например цепным, элеваторного типа, оснащенным копиром 30 ;у1я копирного ролика- 26.
Кантователь работает следующим образом.
В ИСХОДНОМ положении магазины подающего устройства 29 укладывают
изделие 6 на опорные поверхности рычагов 5. Штоки силовых цилиндров 11, перемещая цепи 12, посредством звездочек 13 вращают валы 15 и вместе с ними приводные зубчатые секторы 17
и кулачки 18. Приводные зубчатые сектора 17, взаимодействуя с секторами 10, поворачивают двуплечие рычаги 5. При этом ролики 26 обкатываются по копирам 30 и губки 25 под действием
пружин 27 фиксируют изделие 6 в гнездах рычагов 5 и удерживают его от выпадения При кантовке.
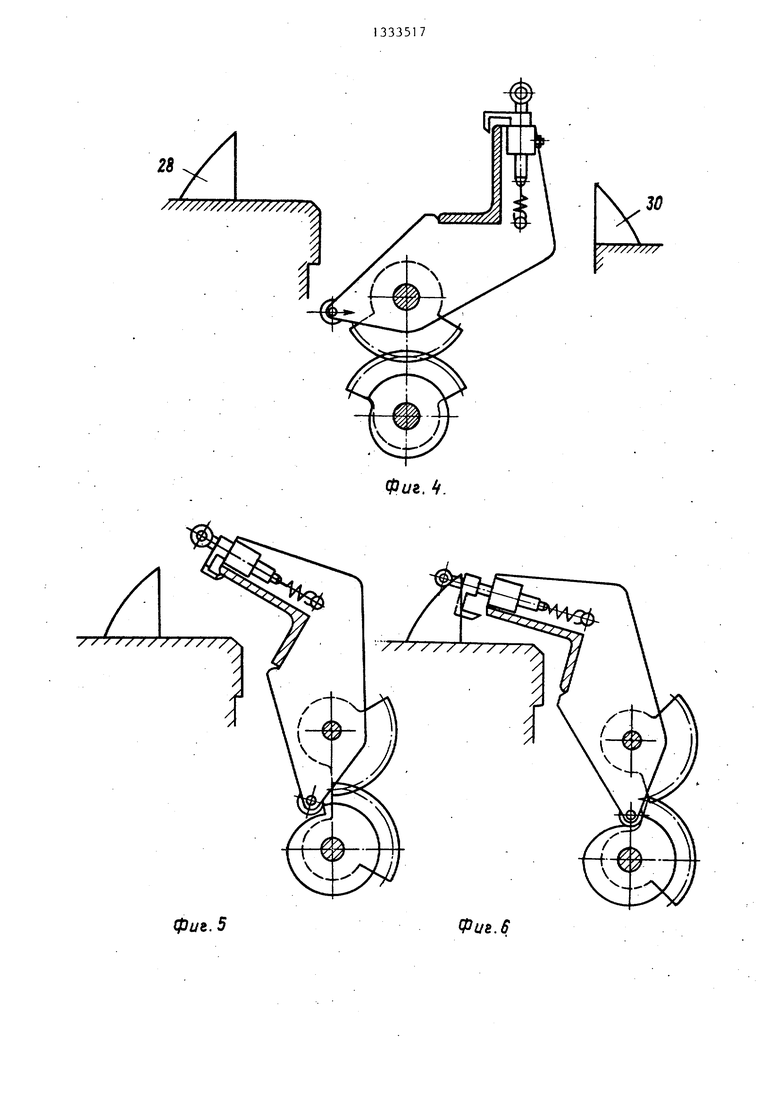
При повороте рычагов 5 ролики 9 входят в пазы заходных участков 19
кулачков 18 и к моменту выхода зубчатых секторов 10 и 17 из зацепления прижимаются к криволинейным поверхностям этих участков (фиг.5). К этому времени центры тяжести рычагов
5 с изделием 6 смещаются в зону между осью поворота и рамой 2,поэтому дальнейшее их перемещение осуществляется под действием собственной силы тяжести. В этот период криволи- .
нейные поверхности заходных участков выполняют функцию упоров, задавая закон перемещения рычагов 5 таким, чтобы скорость их поворота была в пределах, необходимых для беспрепят-
ственного и безударного полного выхода зубчатых секторов 10 и 17 из зацепления. К моменту полного выхода из зацепления зубчатых секторов 10 и 17 (фиг.6) ролики 26, обкатываясь
по копирам 28, выводят губки 25 из соприкосновения с изделием 6, а роли- ки 9 соприкасаются с поверхностями . постоянного радиуса R участка 20, Для первого рычага 5 участок 20 может быть равен нулю, т.е. криволинейная поверхность заходного участка может непосредственно переходить в поверхность переменного радиуса R. участка 21.
Криволинейная поверхность участка 21, воздействуя на ролик 9, за счет малого угла подъема медленно довора- чивает рычаг 5, который при этом-раз вивает усилие, значительно большее, чем если бы силовой цилиндр 11 воздействовал на него непосредственно и производил прижим изделия 6 (фиг.7 и 12.
С некоторым запаздыванием относительно первого рычага 5 доворачивает ся второй, затем третий и т.д.т.e. возникает силовая волна, создающая возможность более тщательной правки изделия 5 (фиг.13-16).
После прохождения участка 21 ролик 9 обкатывается по поверхности с постоянным радиусом R участка 22, при этом рычаги 5 фиксируют изделие 6 в нужном для проведения технологических операций положении (фиг.7-9).
Таким образом, последовательность прижимного воздействия рычагов 5 определяется взаимоположением криволинейных поверхностей переменного радиуса R. участков 21 (фиг. 7-9) кулачков 18. После фиксации продольных элементов изделия 6 на них укла- дывают „. поперечные элементы (не по- казаньО и сваривают между собой, образуя изделие каркасного типа.
По окончании технологических опе
раций штоки силовых цилиндров 11 возвращают- рычаги 5 в исходное положение (фиг.1-3) в последовательности, обратной описанной,, с той разницей, что вход зубьев зубчатых секторов 10 и 17 в зацепление осуществляется не под воздействием силы тяжести рычагов 5 и изделия 6, а путем воздействия криволинейных участков 19 на ролики 9.
5 о
5
п с
Таким образом,предлагаемьй кантователь обеспечивает по сравнению с прототипом повыйение производительности при кантовке на 65-70% путем сокращения вспомогательного времени на зажатие-разжатие и качества изделия путем последовательного приложения усилий по длине изделия, позволяющего при этом совместить операции прижатия и правки изделия.
Формула изобретения
Кантователь, содержащий установленную на стойках поворотную раму с ложементами для изделия, рычагами для подачи и прижима изделия к ложементу, приводом их поворота, зажимами изделия с копирными роликами и копирами для копирных роликов зажимов, отличающийся тем, что, с целью повышения производительности и качества путем совмещения операций зажима, поворота и последовательной правки различных точек изделия, рычаги для подачи и прижима изделия к ложементу выполнены двуплечими, зажимы изделия смонтированы на опорном плече рычага, второе плечо рычага снабжено копирным роликом, на оси поворота рычага закреплен зубчатый сектор, привод поворота рычагов оснащен поворотным валом со смонтированными на нем приводными зубчатыми секторами, установленными с возможностью взаимодействия с зубчатыми секторами рычагов, и установленными с возможностью взаимодействия с копирными роликами рычагов копирными кулачками с участками для поворота рычагов и прижима изделия к ложементу, при этом указанные участки различных кулачков выполнены различной длины.
фие.1
А - А подернуто
/
Фив. 2
//////////77777777/7
J
Г////////
Фиг. .
фиг. 5
Фиг.6
Фс(.е.8
фиг, 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Устройство для установки эластичных профилей (его варианты) | 1981 |
|
SU1006154A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Кантователь | 1981 |
|
SU986691A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Кантователь металлоконструкций под сварку | 1988 |
|
SU1532260A1 |
| Зажимное устройство для сборки и сварки изделий типа бака с патрубком | 1987 |
|
SU1433725A1 |
| Манипулятор | 1987 |
|
SU1523294A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |

Изобретение относится к сварке в машиностроении, в частности к устройствам для сборки и сварки в удобном положении изделий каркасного типа. Целью изобретения является повышение производительности и качества. Кантователь содержит смонтированную на стойках поворотную раму 2, оснащенную .рычагами 5 для подачи и прижима изделия 6, на опорном плече рычага смонтирован зажим 7 с копирным роликом 26, на другом плече установлен копирный ролик 9. При включении привода поворачивается вал 15 с зубчатым сектором 17 и кулачком 18, зубчатый сектор 17, взаимодействуя с зубчатым сектором 10, поворачивает рычаг с изделием, копирный ролик 26 обкатывается по копиру 30 и губки 25 зажимают изделие. При дальнейшем повороте вала ролики 9 входят в паз копира 18, осуществляя дальнейпий поворот рычага 5 и прижим изделия к ложементу. Участки для поворота рычагов и прижима изделия различных копиров выполнены различной длины, что обеспечивает последовательную правку различных точек изделия. 16 ил. (Л МУ////////////7///7//// 17 30 СО ОО ОО СП 15 Фиг.З
фиг.З
/9
22
ffJus. 10
UZ.11
фиг. 12
Фиг. 13
VV
p
/////////
фиъ. ffy V
////////
фиг. fS
7
VVV V
p
///////////////////////
(Риг.ю
| Кантователь | 1983 |
|
SU1076242A1 |
