(54) МНОГОПОЗИЦИОТНЫЙ АГРЕГАТНЫЙ СТАНОК
I2
Изобретение относится к станкостроению, а именно к многопозициснным станкам для обработки отверстий в мелких деталях.
Известен многопозиционный агрегатный станок, включающий станину, расположенные по окружности силовые головки, транспортно-поворотное устройство и плавающие приспособленияспутники, состоящие из корпуса, несущего зажимные элементы и пальцы фиксации спутника относительно силовой головки. В. известном станке для обеспечения точности фиксации используются сменные составные приспособления-спутники., состоящие из нижней опорной плиты и верхней Iплаванжцей плиты, фиксируемой относительно силовой головки при помощи штыря на плавающей плите приспособления-спутника и соответствующего ловителя на силовой головке 1.
Цель изобретения - упрощение конструкции при обеспечении высокой точности позиционирования заготовок относительно обрабатывающих инструментов.
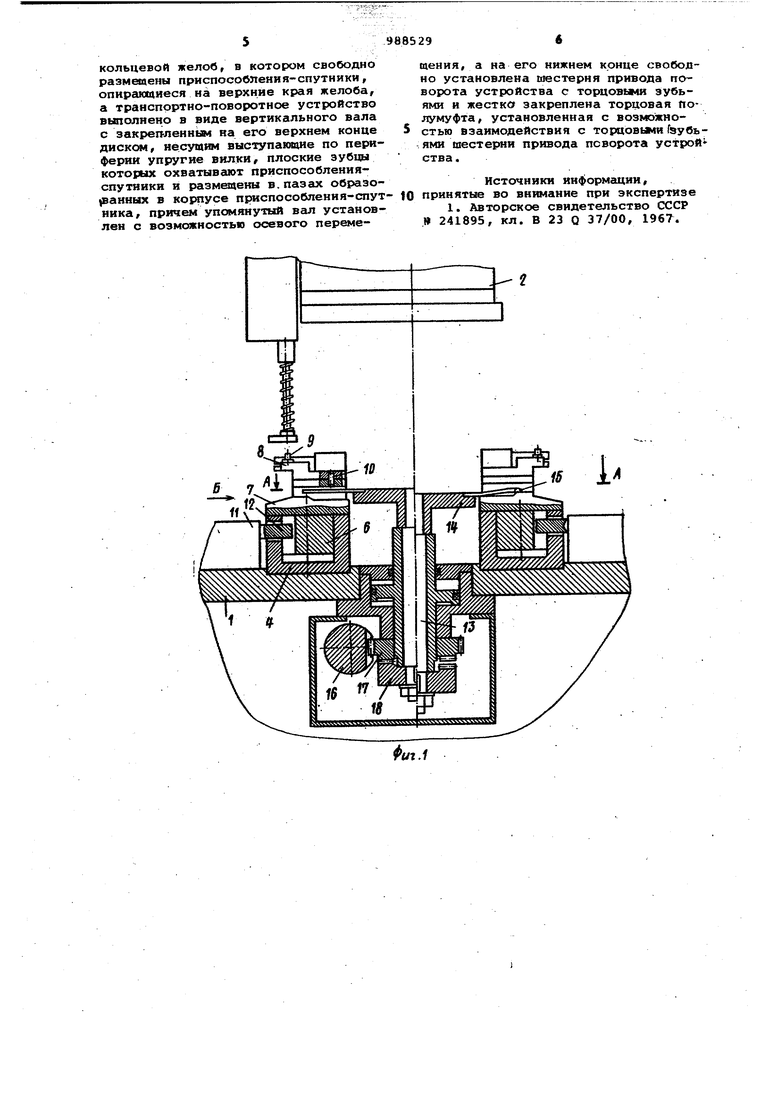
Поставленная цель достигается тем, что на станине выполнен кольцевой желоб, в котором свободно размещены
приспособления-спутники, опирающиеся на верхние края желоба, а транспортноповоротнОе устройство выполнено в виде вертикального вала с закрепленHfcw на его ведзхнем конце диском, несущим выступающие п.р периферии упругие вилки, плоские зубцы которых охватывают приспособления-спутники и размещены в пазах, образованных в
10 корпусе приспособления-спутника, причем упомянутый вал установлен с возможностью осевого перемещения, а на его нижнем конце свободно установлена шестерня поворота устройства с 15 |торцовыми зубьями и жестко закреплена ,торцовая полумуфта, установленная с возможностью взаимодействня с торцовыми зубьями шестерни привода поворота устройства.
20
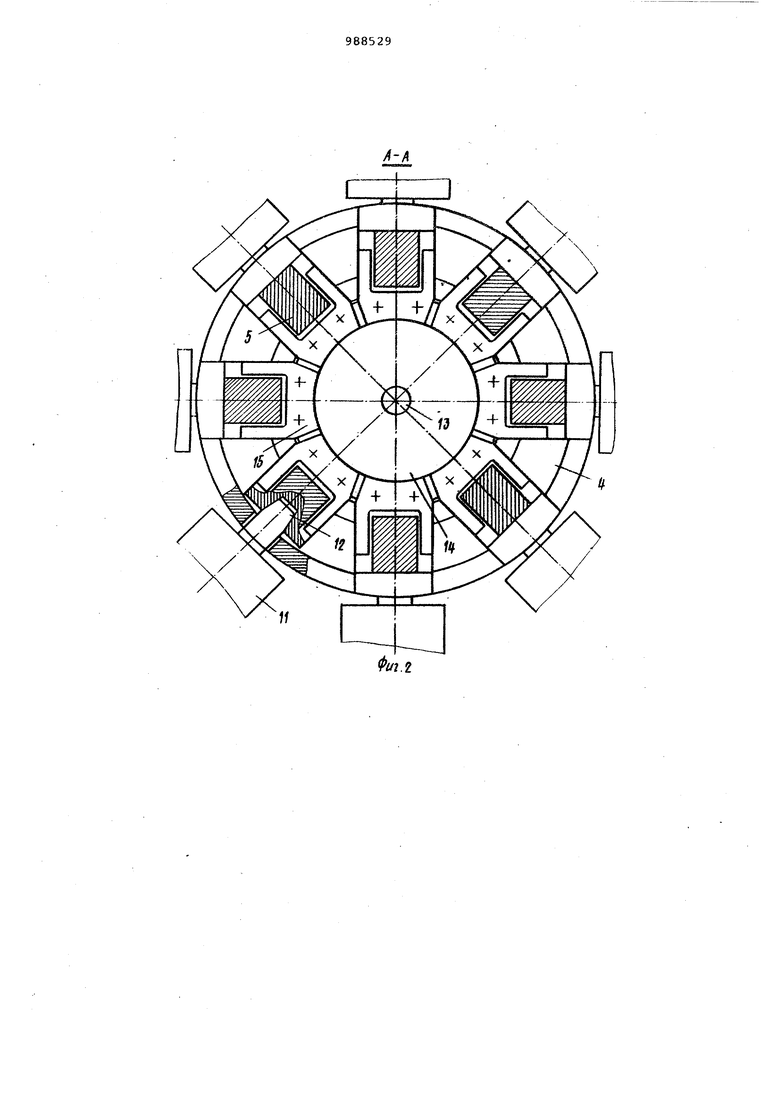
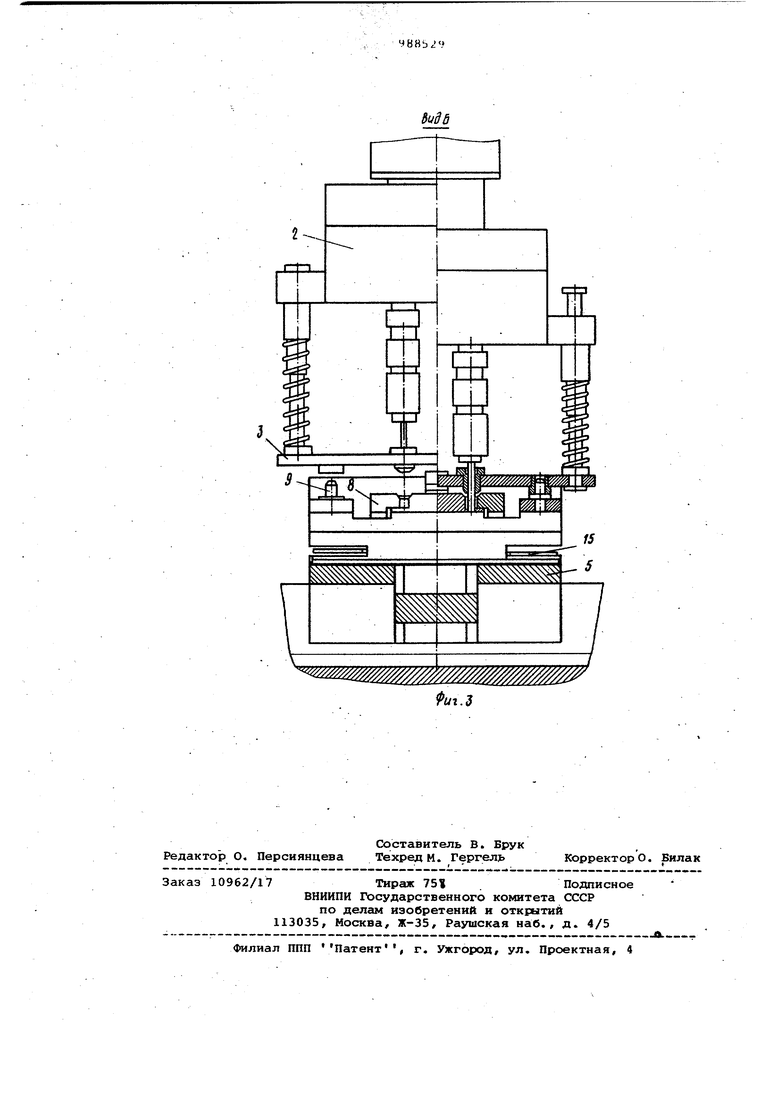
На фиг. 1 схематично показан предлагаемый станок в сеченни, изобреикение в двух положениях; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 вид Б на фиг. 1, изображение в двух
25 положениях.
Станок имеет станину 1, на которой в технологической последовйтёльностй размещены силовые рабочие головки 2, снабженные переходной пли30той 3.
Ha стаииЕ1е закреплен кольцевой желоб-направляющая 4, в котором свободно с некото1ялм зазором размещены приспособления-спутники 5, состоящие из двух элементов: корпуса 6, верхняя более широкая часть 7 которого .опирается на край кольцевого желоба 4, и верхней части со смонтированным на ней зажимньа устройством 8 для заготовок и штырями 9. Оба элемента скреплены штифтами 10.
В корпусе 6 - нижней части приспо собления-спутника, на стороне, обращенной к периферии .станка, выполнено коническое гнездо, а на станине закреплен фиксатор) 11, имеющий штырь 12 с конической передней частью, обращенной в сторону конического гнезда, в корпусе 6 приспособления-спутника соответствующие отверстия выполнены в кольцевом желобе 4. Количество фиксаторов 11 соответствует количеству приспособлений-спутников 5 в желобе 4.
На верхней части вала 13 механизма noBopoof-ci станка закреплён диск 14 транспортно-поворотного устройства, несущий выступающие по периферии упругие вилки 15. Плоские зубцы вилки охватывают приспособление-спутник 5 и входят в соответствующие вырезы в верхней части корпуса 6.
Нижний конец вала 13 сопряжен с приводом транспортно-поворотного устройства, включанвдего два пневмоцилиндра {не показанных), один из которых осуществляет поворот диска 14 посредством зубчатой рейки 16 и свободно установленной на валу 15 шестени 17, Последняя имеет на торце, зубцы и представляет собой полумуфту. Н нижнем конце нала 13 жестко закреплена вторая полумуфта 18.
Агрегатный станок работает следующим образом.
При повороте диска 14 с вилками 15 на определенный шаг последние захватывают собой приспособления-спутНИКИ 5, перемещая их по кольцевому желобу 4, верхние края которого служат опорой и поверхностью скольжения для выступающей части 7 приспособлеНИИ-спутников 5. Вырезы для зубцов вилок 15 в корпусе приспособленийспутников 5 выполнены с зазором так, что приспособления-спутники свободно .устанавливаются на позициях обра- ботки.
Поворот диска осуществляется в следующем порядке. Воздух подается в первый пневмоцилиндр и его порадень поднимается совместно с всшом 13 и диском 14, вследствие чего вилки 15 освобождаются от прижатого к приспособлениям-спутникам состояния. Вместе с валом 13 поднимается полумуфта 18 и входит в зацепление с шестерней 17, Рейка 16 перемещается от второго
пневмоцилинд) ч осуществляет пов6р приспособлении, спутников 5.
Для зажима последних вал 13 перемещается вертикально вниз от поршня 19 и размыкает полумуфту 18. Рейка 16 возврсадается от пневмоцилиндра.в Исходное положение. С опусканием вала 13 с диском 14 плоские упругие зубцы вилок 15 прижимают приспособления-спутники 5 к направляющим поверхностям желоба 4. Конические штыри 12 фиксаторов 11 входят в соответствующие гнезда в корпусах 6 приспособлений-спутников, фиксируя их в точном положении.
При рабочем ходе обрабатывающих силовы5{ головок 2 коническое отверстие в переходной плите 3 опускается на штыри 9 на приспособлениях-спутниках, обеспечивая жесткость системы инструмент - деталь во время обработки. Обрабатывающий инструмент подается на точно рассчитанное место заготовки.
Наладка станка производится следующим образом. Сперва скрепляются штитами 10 обе части одного приспособления-спутника 5. По нему устанавливаются все силовые головки 2, т.е. образующие инструменты относительно заготовок. Далее верхняя свободно плавающая часть каждого следующего приспособления-спутника точно устанавливается относительно обрябатывающих инЬтрументов, после чего скреплется штифтами 10 с корпусом 6 приспособления-спутника. Таким образом осуществляется установка всех осташьных приспособлений-спутников и, следовательно, всего многопозициониого агрегатного станка.
Такое выполнение предлагаемого агрегатного станка позволяет обеспечить высокую точность позиционирования и нгшежнуго фиксацию приспособлений-спутников с Зс1жатыми ,на них заготовками на рабочих позициях и исключает необходимость применения более сложных конструкций поворотиых столов и индексирующих механизмов.
Формула изобретения
МногЬпозициоииый агрегатный станок, включающий стаиину, расположенные по окружности силовые головки, траиспортно-поворотное устройство и плавакяцие приспособления-спутники, состоящие из корпуса, несущего зажимные элементы и пальцы фиксации приспособления-спутника относительно силовой головки, отличающийся тем, что, с целью упрощения коиструкции при обеспечении высокой точности позиционирования заготовок относительно обрабатывающих инструментов, на станине выполнен
кольцевой желоб, в котором свободно размещены приспособления-спутники, опиранхциеся на верхние края желоба, а транспрртно-поворотное устройство выполиенр в виде вертикального вала с закреш1енным на его верхнем конце диском, несущим выступающие по периферии упругие вилки, плоские зубцы которых охватывают приспособленияспутиики и размещены в.пазах образо(ванных в корпусе приспособления-спутиика, причем упсм4яиутый вал установлен с возможностью осевого переметения, а на его нижнем конце свободно установлена шестерня привода поворота устройства с торцовыми зубьями и жестко закреплена торцовая полумуфта, установленная с возможностью взаимодействия с торцовыми Гзубьями шестерни привода поворота устрой ства.
Источники ииформгиции, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 241895, кл. В 23 Q 37/00, 196Т.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| АГРЕГАТНЫЙ СТАНОК | 1991 |
|
RU2086387C1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| МНОГОПОЗИЦИОННЫЙ АГРЕГАТНЫЙ СТАНОК | 1987 |
|
RU2022759C1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| Станок для намотки якорей коллекторных электрических машин | 1988 |
|
SU1649622A1 |