ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ ДЕТАЛЕЙ К МЕТАЛЛООБРАБАТЫВАЮЩИМ СТАНКАМ
Заявлено 5 мая 1953 г. за Л 22002/448290 в Министерство машиностроения Опубл1 ко15ано в «Бюллетене изобоетении Л 9 за 1954 г.
Предметом изобретения является приспособление для подачи деталей к металлообрабатывающим станкам (бесцентрово-шлифовальным).
В предложенном загрузочном присиособленни предусмотрен бункер для загрузки в него роликов, кулачKOiibiii подаватель, а также трубчатый гравитационный транспортер, обеспечиваюи;ий перемещение указанных роликов к устройству, которое выполнено в виде поворотного барабана с окном прялюуго.чьного сечения и сухариками, к которому присоединены рукава, служаилие для направления деталей к транспортеру.
Ориентирование бочкообразных асимметричных роликов при б нкерHoii загрузке усложняется тем, что разность диаметров. замеренных вб.лизи торцов роликов, невелнка и составляет примерно 0,5-1 мм, -л наибольший диаметр роликов смен ен в сторону базисного торца на. небо.чьщую величину.
Эти особенности геометрии бочкоооразиых асимметричных роликов не позволяют применять при их бункериой загрузке известиые загрузочные приспособления.
Отличительной особенностью предложенной бункерной загрузки является ориентирование роликов с помощью гравитационного транспортера и барабана, заключающего в себе окно и сухарики, подобные форме бочкообразного асимметричного ро., а также ;фисоеди еиные рукава для направления ориентированны.х эоликов в наклонную трубку.
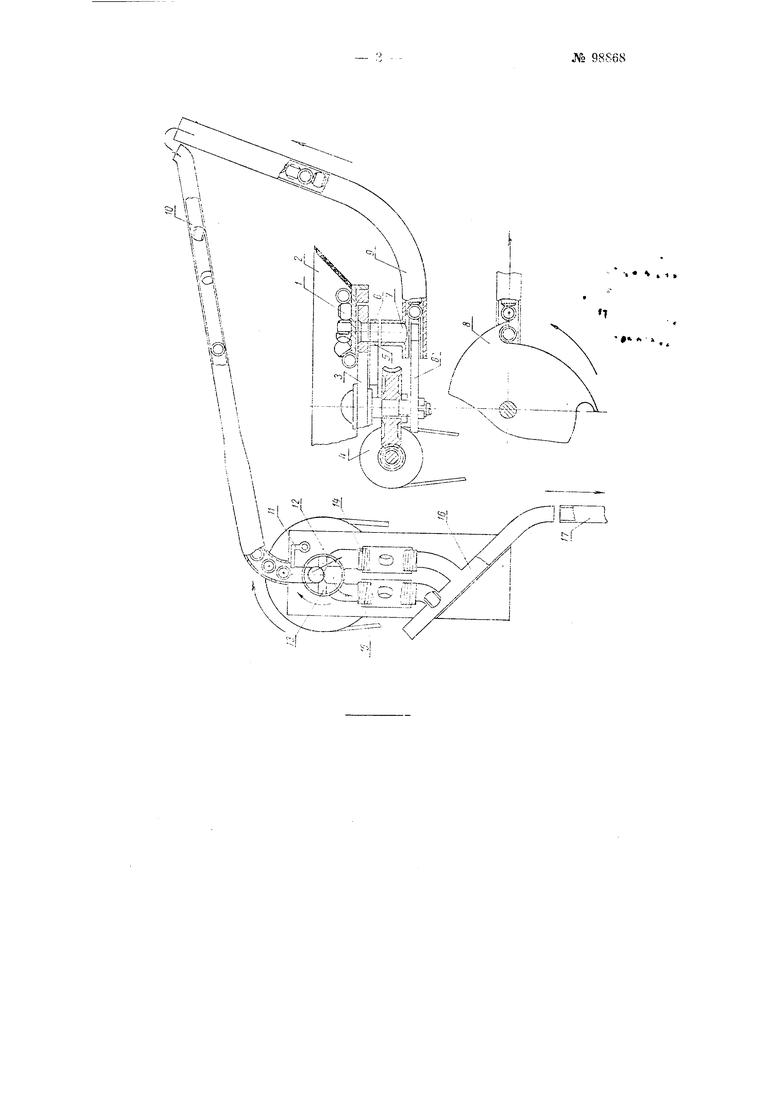
На чертеже изобрал ена схема приспособления для подачи бочкообразных асимметричных деталей, например, к шлифовальному станку, и показан кулачковый подаватель роликов к гравитационному транспортеру.
Ролики } в различных иоложениях загружаются в бункер 2. При вращении диска 3 посредством червячной пары и нжива 4 производится подача по одном} ролику в отверстие диска. Под диском 3 помещено кольцо 5, по которому и скользит ролик, ведомый диском 3. Когда диск 3 сдеоШст полный оборот, ролик опускается через отверстие 6 кольца 5 и попадает в тройник 7. Для предупреждения переполнения тройника роликами в момент их опускания в него отверстие тройника закрывается сектором подавателя 8. Усилием, создаваемым подавателе.м 8, ролик проталкивается в трубку PS где-затем образуется столбик из этих роликов. Из трубки 9 ролики-; яоэч&редио .г падают в грави. гаодонпый транспортер 10. Под действием собственной Тяжести ролики ска вп1яю €я ио тра тспортеру к ст-е-екателю Н даже случае, еслм ролпки впачале попали в трубку 9 торцом. Отсекатель 11 пропускает ролики по очереди в барабан распределителя 12.
За один оборот барабана 12 отсекатель 11 пропускает два ролика. Ориентирование ролика отиоснтельно положения его базисного торца (т. е. стороны большего диаметра) осуществляется сухариками 13 и рукавами 14 и 15. В завкснмостн от положения ролика в барабане он или задерживается суххариками, или онускается через нихХ вниз. Задержавшийся ролик при повороте барабана на определе1П1ый угол скатывается под действием собственного веса и попадает в рукав 14, а опустившийся ролик через сухарики 13 вращеиием барабана 12 выталкивается в рукав 15.
Все ролики, попавшие в барабан 12 базовым торцом в одну сторону, направляются в один рукав, а ролики, попавшие в барабан небазнсным торцом, направляются в другой рукав.
Рукава 14 и 15 предетавляют собой ггрямоугольну)о пружинку. При установке рукавов в корпус барабана 12 их концы при закреплении разгибают под углом 90°, что обеспечивает разворот ролика на 180° для правильного направления в отверстие рукава. После продвижения роликов по рукавам 14 и 15 они направляются по трубке строго ориеитнрованны.ми в одну сторону.
Из трубки 16 ролики под действием собственного веса опускаются вниз и попадают в загрузочную трубку 17, соединенную с бесцентрово-шлифовальным станком.
Предмет изобретения
1. ПрисиособоТегП-ie для подачи деталей к металлообрабатывающим станкам с применением устройства для поштучной подачи и 3стройстБа для подбора и направления деталей базисной стороной, установленного иа гравитационном транспортере, отличающееся тем, что, с целью подачи асимметричных деталей, например бочкообразной формы, применено устройство для подбора и направления деталей, выполненное в виде вращающегося иа горизонтальной оси барабана с окно.м для пропуска деталей в один из двух рукавов, присоедииенных к транспортеру, иаправляюп.1,ему детали Б станок.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что окно барабана ограничено двзмя еухарями, выполненными по профилю детали.
3.Форма выполнения приспособления по. п. I, отличающаяся те.м, что в устройстве для поштучной подачи применен дисковый кулачок, кинематически связанный с вращающимся барабаном.