(5) СПОСОБ КОНТРОЛЯ ЗАКАЛКИ ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки баллонов | 1988 |
|
SU1611953A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОХЛАЖДАЮЩЕЙ СПОСОБНОСТИ ЖИДКОЙ ЗАКАЛОЧНОЙ СРЕДЫ И ТЕРМОЗОНД ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2100450C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОХЛАЖДАЮЩЕЙ СПОСОБНОСТИ ЖИДКОЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2039092C1 |
| Способ контроля процесса закалки движущейся трубы | 1979 |
|
SU863664A1 |
| ТЕРМОЗОНД ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 2005 |
|
RU2295420C1 |
| Устройство для регулирования охлаждающей способности среды | 1977 |
|
SU711131A1 |
| Поточная линия для термообработки изделий | 1980 |
|
SU954453A1 |
| Способ непрерывного измеренияТЕМпЕРАТуРы жидКОгО МЕТАллА ВплАВильНОМ АгРЕгАТЕ | 1977 |
|
SU815044A1 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2336477C1 |
| Способ охлаждения цилиндрического полого изделия | 1980 |
|
SU931765A1 |
1
Изобретение относится к термической обработке цилиндрических изделий и может быть использовано при индивидуальной закалке труб, баллонов и т.д. в механизированных ваннах.
В процессе закалки, особенно, когда конечная ее температура регламентирована, осуществляют контроль изменения температуры металла изделий, что дает возможность определять скорость их охлаждения. Обусловлено это тем, что скорость охлаждения во многом определяет достигаемый уровень механических свойств и структуры металла, особенно для изделий, закалки которых осуществляются при неполном погружении в охлаждающую среду, и когда для получения идентичных свойств по периметру вращение изделий вокруг продольной оси является обязательным.
Известен способ контроля процесса закалки изделий, включающий контроль .температуры изделий в процессе охлаждения. Согласно этому способу контроль температуры осуществляют следующим образом. По толщине стенки цилиндрического изделия зачеканивают горячие спаи термопар, электроды которых укладывают в защитный чехол, а холодные спаи выводят наружу. Изделие вместе с термопарами нагревают до необходимой температуры, а затем перед началом закалки холодные спаи через токосъемник подключают к вторичному прибору, погружают изделие в охлаждающую среду и контролируют процесс закалки путем регистрации кривой охлаждения Г 1 }.
Однако этот способ мало пригоден для использования на производстве и может применяться только в опытном порядке, так как требует временных остановок потока и выводит из строя исследуемое изделие.
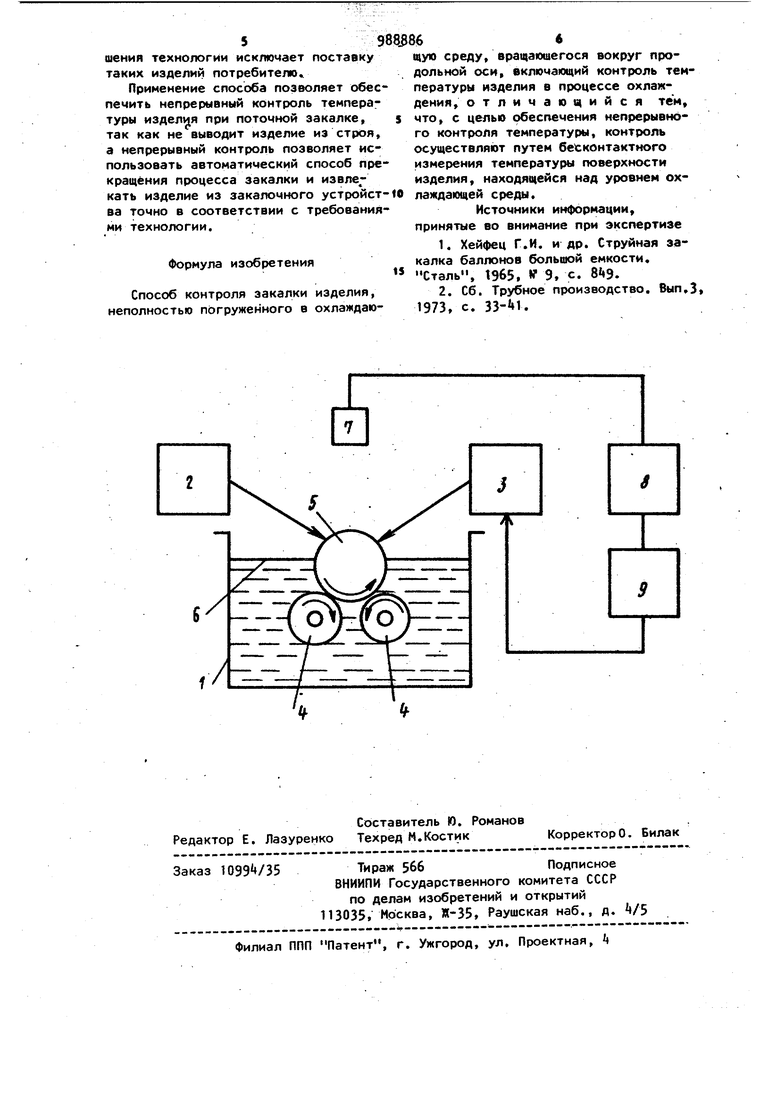
Наиболее близким к изобретению является способ контроля процесса закалки неполностью погруженного в ох3.9 лаждаощую среду еращающегося вокруг продольной оси цилиндрического изделия , включающий контроль температуры изделия в процессе закалки. Этот способ также предусматривает зачекаику термопар в тело трубы при обеспечении непрерывной записи кривой охлаждения изделия, вращающегося вокру своей оси, например за счет вывода термопар через защитный чехол или специальный удлинитель, через валок к контактным пластинкам токосъемника которые многожильным кабелем соединяются через переключатель с вторичными приборами, - потенциометром или осциллографом t2.J. Указанный способ также непригоден цпА контроля температуры изделий в условиях промышленного производства, так как требует проведения трудоемко го эксперимента, который выводит из строя изделие, нарушает ритм техноло гического процесса и не гарантирует получения требуемых свойств во всей партии, так как на качество закалки влияют также такие факторы, как колебание уровня воды в ванне, ее температура, неточность фиксации моментов начала и окончания процесса охлаждения и др. Цель изобретения - обеспечение непрерывного контроля температуры изделия при поточной закалке. Поставленная цель достигается тем что согласно способу контроля закалки изделия, неполностью погруженного в охлаждающую среду, вращающегося во круг продольной оси, включающему контроль температуры изделий в процессе охлаждения, контроль осуществляют путем бесконтактного измерения температуры поверхности изделия, находящейся над уровнем охлаждающей среды. На чертеже изображена схема устройства для- осуществления процесса закалки с использованием предлагаемо го способа контроля. Схема содержит механизированную ванну 1; механизм 2 загрузки, выполненный, например в виде рычагов, и предназначенный,для загрузки охлаждающего изделия; механизм 3 выдачи изделия, выполненный, например в вид захватов, предназначен1;1ый для извлечения изделий ИЗ; ванны; механизм г вращения изделия, выполненный, напри мер в виде колесных пар, обеспечиваю 6 щий вращение изделия в процессе охлаждения; охлаждаемое изделие 5; уровень 6 охлаждающей жидкости; бесконтактный температурный датчик 7, свизированный на поверхность изделия 5, находящегося над уровнем 6-охлаждающей жидкости; вторичный прибор 8, предназначенный для регистрации температуры металла, в процессе охлаждения; исполнительный механизм 9, связанный с механизмом выгрузки и вторичным прибором, подающий сигнал на срабатывание механизма выгрузки. При закалке нагретое до заданной температуры изделие 5 с помощью механизма 2 скатывается в механизированную ванну 1 на механизм k вращения , обеспечивающий вращение изделия относительно продольной оси при неполном его погружении в охлаждающую среду, т.е. в процессе закалки часть изделия 5 находится над уровнем 6 охлаждающей среды. Способ контроля процесса закалки осуществляют путем бесконтактного измерения температуры поверхности охлаждаемого изделия 5, перемещающейся над уровнем 6 охлаждающей среды. Бесконтактное измерение температуры поверхности может быть осуществлено, например, с помощью температурного датчика , которым измеряют исходящий пот поверхности, находящейся над ; уровнем охлаждающей среды, интегральный поток излучения. Изменение величины потока, регистрируемое датчиком 7, непрерывно фиксируется вторичным прибором 8 в виде температурновременной диаграммы. При необходимости прекращения процесса закалки по достижении изделием заданной температуры вторичный прибор 8 соединяют с исполнительным механизмом 9 связанным с механизмом 3 выгрузки, который и извлекает изделие из ванны 1. Применение предлагаемого способа по сравнению с известным обеспечивает непрерывный поштучный контроль температуры поверхности изделия, вращающегося вокруг своей оси при неполном погружении его в ванну, что позволяет оценить степень соблюдения заданной технологии всех изделий непосредственно в процессе производства. Это гарантирует получение заданных свойств изделия, а в случае нарушения технологии исключает поставку таких изделий потребителю Применение способа позволяет обес печить непрерывный контроль температуры изделия при поточной закалке, так как не выводит изделие из строя, а непрерывный контроль позволяет использовать автоматический способ пре кращения процесса закалки и извлекать изделие из закалочного устройст ва точно в соответствии с требования ми технологии. Формула изобретения Способ контроля закалки изделия, неполностью погруженного в охлаждающую среду, вращающегося вокруг продольной оси, включающий контроль температуры изделия в процессе охлаждения, отличающийся теи, что, с целью обеспечения непрерывного контроля температуры, контроль осуществляют путем 6etконтактного измерения температуры поверхности изделия, находящейся над уровнем охлаждающей среды. Источники информации, принятые во внимание при экспертизе 1.Хейфец Г.И. и др. Струйная закалка баллонов большой емкости. Сталь, 1965, W 9, с. 8«i9. 2.Сб. Трубное производство. Вып.З 1973, с. .
